



In the powder coating industry, product over-cured and poor surface finishing are both the utmost issues faced by the manufacturer.
One of the reasons is due to the poor synchronization between powder coating conveyor speed, number of operators in loading and unloading bay, and variety of products to be powder coated.
This study is conducted in a metal industry company located at Johor with powder coating facility. Raw data were collected through documentation and observation such as complete operation activities of the powder coating process, the actual layout of the powder coating workstation. The raw data were then converted into simulation scenario using Arena software to determine the configuration between conveyor speed, number of operator, and consideration of three variants of product (small, medium, big) in order to achieve best synchronization.
Next, the obtained findings were validated with the actual industry data. A balanced synchronized matrix is developed in the end of this study which could contribute to enable better understanding of line balancing in powder coating process. Perhaps the findings could be utilized to assist the practitioner in operation planning and productivity improvement
1.0 Introduction
Achieving resources efficiency is one of the main goals for most of the manufacturers [1], for example practicing a good line balancing across the production. A well planned production operation will lead to higher productivity, whereby all of the involved workstations are well synchronized in term of machines involved and human speed [2].
Therefore, Line balancing is significantly important which commonly used to measure the workstation efficiency, particularly on the speed synchronization between related workstations through the work in progress (WIP) product [2, 3].
In powder coating line, metal products are coated in order to create protection against corrosion and mechanical wear or to give them the desired decorative finish [4]. Therefore, the powder coating technology is one of the most popular finishing methods available on the market today due to its good surface finish with protective coating [5].
However, not all of the powder coating line are fully automated in operation. In a complete powder coating workstation, it consists complex stations configurations with a combination of manual and automated activities.
For example, human or labour are required in loading of semi-finished goods into the powder coating line, and unloading the coated product. Nevertheless, the common issues raised by the manufacturer such as line stoppage, product over-baked, and poor surface finish (color deterioration, uneven powder thickness).
At worst case, powder coating layer peels off during the delivery to the customer. One of the reasons to explain this problem is due to the poor synchronization of the manual and automated operations in a powder coating line, especially the labour speed is not aligning with the conveyor speed. As a result, the product is over cured or left inside the curing oven for longer period due to line stoppage.
Thus, a study is needed to simulate the scenario of the powder coating process and develop an evaluation matrix to suggest different configuration of man-machine-product.
2.0 Line Balancing
Imbalance of workstation are common happens when all involved workstation are varying in term of cycle time and speed. The common reasons are due to the complexity of the activity and the availability of resources.
Complexity of activities in a workstation can refer to total steps or the number of activities involved to complete a task, whereas available resource refer to the number of manpower, equipment, tool, and machine to complete a task. In a common mean, in achieving a balanced line, all the participated workstations must be aligned or Synchronized in work-in-progress (WIP) productivity [6].
Example of a balanced production line, the task distributed across different workstations require to be in the same cycle time as shown in Figure 1 below.

Figure 1. A balanced production line with same cycle time across different workstation.
3.0 Powder Coating Process
Powder coating is a widely used painting process in many manufacturing industries. Powder coating is known as a dry finishing process that specify for a high quality, durable finish, maximized production, improve efficiencies, and simplified environment.
According to Prasad et al. [7], powder coating is an advanced method of applying a protective and decorative finish to virtually any type of metal. The application of powder coating paint is widely used in automotive components, store fixtures, shelving, and electrical cabinet, metal furniture, and lawn or garden equipment.
 Figure 2. Complete powder coating line with its sub-stations (Du et al., 2016).Powder coating line is a complete system used to powder coat the products, where the products hanged up to the circular line manually or automatic. The product moved by conveyor all the way through several stages independently. The stages consist in line are loading area, pre-treatment, drying oven, powder booth, cure oven, and unloading area, and packing.\
Figure 2. Complete powder coating line with its sub-stations (Du et al., 2016).Powder coating line is a complete system used to powder coat the products, where the products hanged up to the circular line manually or automatic. The product moved by conveyor all the way through several stages independently. The stages consist in line are loading area, pre-treatment, drying oven, powder booth, cure oven, and unloading area, and packing.\
The line has a variable speed that depends on the type of products so that the product can be hung and unload while the line is still running. Figure 2 below shows the lines with all stages in powder coating line [5].
Commonly in powder coating line, there are various problems occurring in powder coating line, for example, line stoppage due to in-alignment of human and machine speed, over-cured product issue that leads to poor quality of product. Both issue occurred due to difficulty to synchronize the activities that involve the type of product, conveyor speed and number of workforce.
Therefore, in this study, aligning the human and machine speed in powder coating line is the main goal to enable no line stoppage.
4.0 Methodology
This study was conducted based on case study methodology to obtain the industrial data [8,9]. Interview, observation and document analysis were conducted specifically in a company located at Simpang Renggam, Johor, Malaysia.
The working procedures including cycle time were taken for the analysis based on different size and weight of the product (small, medium, big). As for the document analysis, the powder coating machine and workstation specifications were recorded. Next, the daily report which consists of the working hours, product variant to be powder coated, total manpower, and daily outputs were analyzed.
These data were then transferred into simulation software according to the real working environment and the obtained speed such as cycle time of operator, machine conveyor speed, total man power, and the details operation of sub-station in the powder coating line. Arena simulation software (Ver. 12) was used to construct the modules of substations.
The example of the powder coating line specifications is shown in Table 1. Figure 3 shows three different types of product to be powder coated.
Table 1. Powder coating line specifications.
| Chain type conveyor powder coating line | Specification /Parameter |
| Speed of conveyor (max) | 5m/min |
| Total conveyor length | 262m |
| Number of spray gunw | 14 units |
| Number of spray booth | 2 movable spray booth |
| Reusable powder material | Yes |
| Allowed dimension of product for powder coating | 1400mm (high) x 400mm (width) X 12000mm (length) |
| Product weight per hanger (max) | 120kg |
| Total substations | 7 |
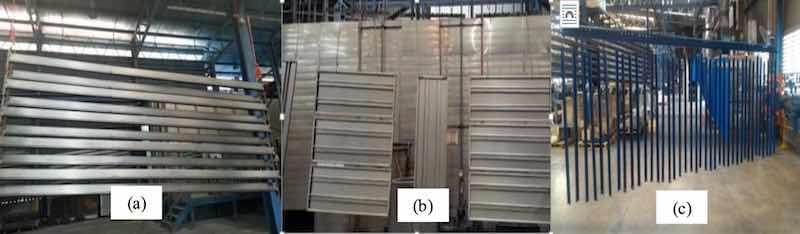 Figure 3. Three products type to be powder coated (a) Big size (b) Medium size (c) Small size
Figure 3. Three products type to be powder coated (a) Big size (b) Medium size (c) Small size
5.0 Result and Discussion
Powder coating process simulation is the output of this study. Therefore, a simulation scenario of powder coating line was developed (see Figure 4 below). The simulation parameters are followed the exact parameters of the case company such as the total length of the conveyor, number of hanger (to hang the product), distance between each hangers, and total substations.
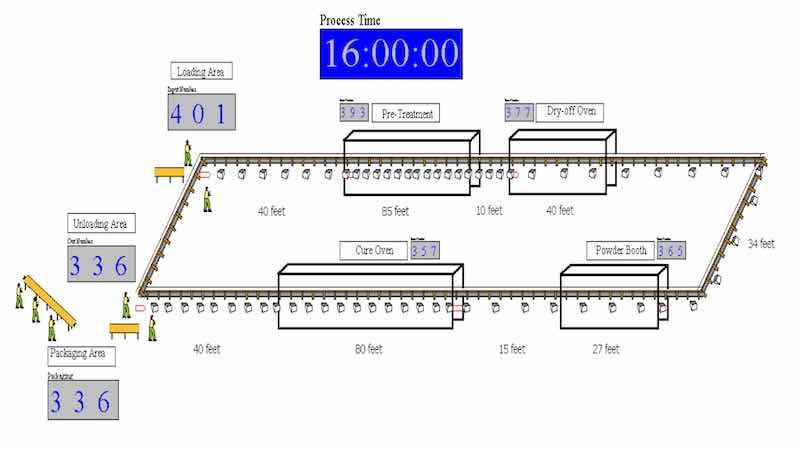
Figure 4. Powder coating process simulation using Arena software.
In this study, two types of evaluation matrix for powder coating line and validation were constructed (see Table 2 and Table 3 below). The matrix is constructed based on simulation of powder coating process. To obtain the simulation results, different configuration of trial runs was tested and synthesized in order to obtain the best synchronization between man-machine-products.
The aims of the conveyor speed configurations are to avoid stoppage issue in powder coating line. Both of the evaluation matrix were constructed based on eight operation hours per shift were set at 8 hours which is same as the real working hours.
For dynamic conveyor speed (Table 1), three types of products were tested and analyzed. For small size product basic (e.g. base plate, bracing bar, supporting bar), the suggested best configuration of man-machine-product is 0.5 hanger distance to hang the product, while two labours is needed at loading and unloading area which could result in a total output of 434 pieces product.
As for the medium size product such as shelving and slim beam, the suggested best configuration for conveyor speed 1.5 meter per minute is use of two labours at loading and unloading area. The estimated output per hour for this setting is 337 pieces of powder coated product. Next, for large sized product such as structured steel, standard beam. For conveyor speed at 1.0 meter per minute, the suggested number of manpower at product loading and unloading area is three persons due to heavier weight product. The estimated output per hour is 228 pieces.
For fixed conveyor speed scenario (refer to Table 2), the speed of conveyor is fixed at 1.3 meters per minute for three different types of product. For small sized product, two labours are needed at loading and unloading area with an estimated output of 1176 pieces. As for medium sized product, the optimum number of labour to be placed at loading and unloading area are three labours which could contribute to 326 pieces of outputs.
Lastly, four labours are suggested at loading the unloading area for big sized product in order to avoid line stoppage due to unsynchronized speed between human and machine. A total 196 pieces output are simulated based on this configuration.
To summarize both of simulation condition, we can notice that different man-machine –product configuration could result to different production outputs in powder coating line. This scenario is unavoidable because the human need to be trained to align with the machine speed for achieving an optimum synchronization [10]. Thus, placement of the labour must be dynamic based on the product orders and the daily delivery requirement to optimise the resource usage and reduce potential poor product quality issue.
Table 2. Simulated best fit configurations of man-machine-product in powder coating line (with dynamic conveyor speed)
| Product size (m) | Hanger distance (m) | No of labor | LSM Loading | LSM Unloading | LSM Packing | Conveyor speed (m/min) | Total output (pieces) | |
| Small (0.5Lx0.5Hx0.25W) | 0.75 | 1 | 0.3 | 0.4 | 0.12 | 2.5 | 410 | |
| 0.5 | 2 | 0.2 | 0.3 | 0.09 | 2.5 | 434 | (124pcs/hour) | |
| 0.25 | 3 | 0.1 | 0.2 | 0.06 | 2.5 | 434 | ||
| NA | 4 | NA | NA | NA | 2.5 | NA | ||
| Medium (1.5Lx0.5Hx0.2W) | 0.6 | 1 | 0.4 | 0.5 | 0.15 | 1.5 | 317 | |
| 0.45 | 2 | 0.3 | 0.4 | 0.12 | 1.5 | 337 | (48pcs/hour) | |
| 0.3 | 3 | 0.2 | 0.3 | 0.09 | 1.5 | 337 | ||
| 0.15 | 4 | 0.1 | 0.2 | 0.06 | 1.5 | 337 | ||
| Large (2.0Lx0.5Hx0.2W) | 1.0 | 1 | 1.0 | 1.1 | 0.33 | 1.0 | 142 | |
| 0.9 | 2 | 0.9 | 1.0 | 0.3 | 1.0 | 203 | ||
| 0.8 | 3 | 0.8 | 0.9 | 0.27 | 1.0 | 228 | (33pcs/hour) | |
| 0.7 | 4 | 0.7 | 0.8 | 0.24 | 1.0 | 228 |
LSM = Load speed per minute
Table 3. Simulated best fit configurations of man-machine-product in powder coating line (fixed conveyor speed: 1.3m/minute)
| Product size (m) | Hanger distance (m) | No of labor | LSM Loading (fast avg slow) | LSM Unloading (fast avg slow) | Total output (pieces) | Suggestion no. of operator |
| Small (0.5Lx0.5Hx0.25W) | 0.39 | 1 | (0.2-0.3-0.4) | (0.25-0.35-0.45) | 356 | |
| 2 | (0.2-0.3-0.4) | (0.25-0.35-0.45) | 1176 | 2 | ||
| 3 | (0.2-0.3-0.4) | (0.25-0.35-0.45) | 392 | |||
| 4 | (0.2-0.3-0.4) | (0.25-0.35-0.45) | 392 | |||
| Medium (1.5Lx0.5Hx0.2W) | 0.39 | 1 | (0.5-0.6-0.7) | (0.55-0.65-0.75) | NA | |
| 2 | (0.5-0.6-0.7) | (0.55-0.65-0.75) | 310 | |||
| 3 | (0.5-0.6-0.7) | (0.55-0.65-0.75) | 326 | 3 | ||
| 4 | (0.5-0.6-0.7) | (0.55-0.65-0.75) | 326 | |||
| Large (2.0Lx0.5Hx0.2W) | 0.45 | 1 | (0.6-0.7-0.8) | (0.65-0.75-0.85) | 131 | |
| 2 | (0.6-0.7-0.8) | (0.65-0.75-0.85) | 157 | |||
| 3 | (0.6-0.7-0.8) | (0.65-0.75-0.85) | 170 | |||
| 4 | (0.6-0.7-0.8) | (0.65-0.75-0.85) | 196 | 4 |
LSM = Load speed per minute
6.0 Conclusion
Imbalance of production lines can cause low productivity and poor product quality. In this study, a complex powder coating process is chosen to be studied in term of the line balancing.
Synchronization between man-machine-product were constructed. This study was conducted to simulate and reconfigure the man-machine-product speed in powder coating workstations. A guideline matrix was developed to demonstrate a different scenario of configurations in order to enable a powder coating line to operate steadily, particularly reduce the possibility of line stoppage and delay in the whole process of powder coating (loading, washing, rinsing, spraying, curing, unloading, packing).
The matrix was fixed at a suitable conveyor speed, while dynamic parameters are the number of operators and variety of products. Thus, the suitable number of operators with estimated outputs are obtained (refer to Table 2 and 3).
Validation of the matrix was conducted by comparing to the output data set collected from the selected company. Perhaps, the developed matrix can be applied to the industry with powder coating process, especially in operation planning to enable continuous movement of powder coating conveyor, which could avoid product poor quality issue such as product over-cured and uneven of coating thickness.
For future research, more configurations of powder coating conveyor speeds to be studied in order to obtain a comprehensive matrix higher production efficiency.
Authored by F.H. Ho, M. Al-Haqeem Chee S. Abul, and Y. L. Woo. Ho and Abul are with the Department of Manufacturing and Industrial Engineering, Faculty of Mechanical and Manufacturing Engineering, Universiti Tun Hussein Onn Malaysia, 86400 Parit Raja, Batu Pahat, Johor, Malaysia. Woo is with the Institute for Environment and Development (LESTARI), The National University of Malaysia, 43300 Bangi Selangor, Malaysia.
Acknowledgments: The authors thank University of Tun Hussein Onn Malaysia for funding this study, particularly under the Tier 1 research grant (Tier 1-H206).
Reference
[1] Ho, Fu H, Abdul-Rashid Salwa H, Raja Ghazilla Raja A, Woo Yoke L. 2019 Resources Sustainability through Material Efficiency Strategies: An Insight Study of Electrical and Electronic Companies." Resources 8, no. 2: 117.
[2] Becker, Christian, and Armin Scholl 2006 A survey on problems and methods in generalized assembly line balancing." European journal of operational research 168, no. 3: 694-715.
[3] Driscoll J and Thilakawardana D 2001 The definition of assembly line balancing difficulty and evaluation of balance solution quality." Robotics and Computer-Integrated Manufacturing 17, no. 1-2 81-86.
[4] Mustonen Ulrika 2016 Pricing industrial powder-coating service: case: Mittametalli Oy.
[5] Du Zhongyan, Shaoguo Wen, Jihu Wang, Changle Yin, Dayang Yu, and Jian Luo 2016 The review of powder coatings. Journal of Materials Science and Chemical Engineering 4, no. 03: 54.
[6] Zupan H and Herakovic N 2015 Production line balancing with discrete event simulation: A case study." IFAC-PapersOnLine48, no. 3: 2305-2311.
[7] Prasad, Leena Kumari, James W. McGinity and Robert O. Williams III 2016 Electrostatic powder coating: Principles and pharmaceutical applications. International journal of pharmaceutics 505, no. 1-2: 289-302.
[8] Yin Robert K 2006 Case study methods." Handbook of complementary methods in education research 3, 111-122.
[9] Noor Khairul Baharein Mohd 2008 Case study: A strategic research methodology. American journal of applied sciences 5, no. 11: 1602-1604.
[10] Suchman, Lucy 2007 Human-machine reconfigurations: Plans and situated actions. Cambridge University Press.






























