









Brett Cummings isn’t a doctor, but he often plays one with his medical know-how as the owner of Industrial Anodizing in Hyrum, Utah.
Specializing in titanium anodizing for the medical industry, Cummings has accumulated as much knowledge about medical implants and their interactions with the human body as just about anyone who doesn’t have an M.D. after their name.
 Brett Cummings founded Industrial Anodizing in 2012 after serving as Plating Department Manager at TTM Technologies for four years, where they coated circuit boards. “We often find that because of the high pH electrolytes used that bone adhesion and growth is increased and enhanced,” Cummings says. “Plus, the Type II surfaces have micropores that the osteoblast can start grabbing onto and growing together with the bone, which provides better adhesion than non-anodized titanium.”
Brett Cummings founded Industrial Anodizing in 2012 after serving as Plating Department Manager at TTM Technologies for four years, where they coated circuit boards. “We often find that because of the high pH electrolytes used that bone adhesion and growth is increased and enhanced,” Cummings says. “Plus, the Type II surfaces have micropores that the osteoblast can start grabbing onto and growing together with the bone, which provides better adhesion than non-anodized titanium.”
Cummings has had to learn the intricacies of human tissue growth and how it relates to the surface coating on medical implants and devices.
“It all had to be self-taught,” he says. “I’ve been in manufacturing management my whole career, managed all kinds of different manufacturing processes. Medical was not anywhere I was until I just forced myself to learn things."
Cummings adds that you just can’t throw in any chemical or process you what to without first validating and testing the biocompatibility.
“Even after the validation process is done, you have to get your customers to accept the validation,” he says. “The validation process can become lengthy and costly.”
The validation of anodizing process that Cummings speaks of falls under the ISO13485 designation. IAI has maintained an ISO13485 certificate for 10 years.
Learning and Watching Surgeries
 He’s also been to trade shows and even watched medical surgeries to learn more about how the metal parts and fasteners finished by his company have an effect on patients.
He’s also been to trade shows and even watched medical surgeries to learn more about how the metal parts and fasteners finished by his company have an effect on patients.
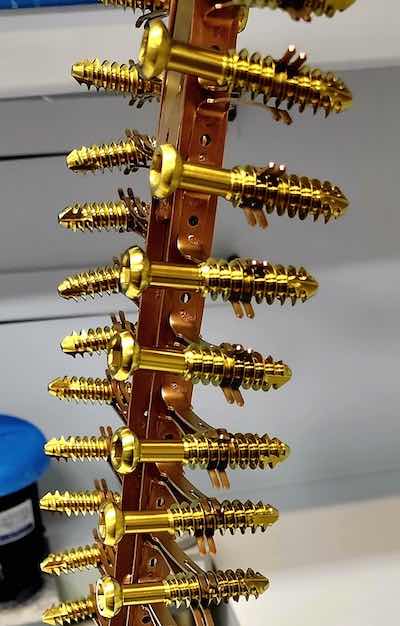
Industrial Anodizing specializes in titanium anodizing for the medical and aerospace industries, including medical and orthopedic screw and implant anodizing, titanium Type II AMS2488E, and color titanium anodizing Type III.
AMS2488E titanium anodizing was developed for the air and space industry in the 1960s, then researched for medical applications in the 1970s and 1980s. Cummings says it is different than color anodizing in that it is a functional coating. In the aerospace industry, a dry film lubricant is applied to the outside of the type II surface, but in the orthopedic industry, they do not use any additional coatings to the natural type II layer formed in the process.
“Not only is aluminum not implantable, but the sealers and dyes are not implantable,” Cummings says. “One nice thing about Nobel metals is that the oxide — depending on the thickness you grow — the light waves penetrate that oxide, and then as they bounce off the surface of the oxide, while some penetrate and bounce off the surface of the titanium. And when those come out, and some are canceled, then you now perceive that as color, and that’s how we control color by oxide thickness.”
Titanium’s Advantages Over Aluminum
Titanium anodizing has several advantages over aluminum in that it has increased hardness, lubricity, and wear resistance, while also having increased fatigue strength by 15% to 20% and greatly increased corrosion resistance in the range of 40%.
Cummings founded Industrial Anodizing in 2012 after serving as Plating Department Manager at TTM Technologies for four years, where they coated circuit boards. When a manufacturing acquaintance, Codie Nelson — who is now Cummings business partner — told him of a dearth of medical anodizing capabilities in the region, he spent over a year studying the titanium anodizing process before launching his company.
“I started doing research about it and come to find out that in 2011, you couldn’t find a whole lot about production-style titanium anodizing,” he says. “I tried to make contacts and get to know equipment manufacturers to get little bits of information here and there. I also started reading research papers on anodizing of titanium. I finally figured out a basic process and ordered to the line.”
Industrial Anodizing has just four employees but churns out a considerable amount of parts at about 20,000 per week, or roughly 400,000 parts a year.
“Keep in mind that about 100 parts could fit in the palm of my hand,” Cummings says. “These are often very small parts.”
Titanium Anodizing is Simpler, with Fewer Steps
 But with fewer steps than traditional aluminum anodizing that needs dyes and sealers, Cummings says titanium anodizing is actually simpler in that you need fewer tanks, less chemistry, and fewer process steps to go through.
But with fewer steps than traditional aluminum anodizing that needs dyes and sealers, Cummings says titanium anodizing is actually simpler in that you need fewer tanks, less chemistry, and fewer process steps to go through.
“Especially where I have to keep things as basic and inert as possible for biocompatibility,” he says. “It’s actually simpler in that aspect.”
But he says it is a more difficult process because of the high expectations of the medical market and the need for repeatability of colors.
Cummings says there are several things that go wrong because of surface texture — which he says is “half of the game” — and that your customer has to be consistent, too, in the parts they supply you with.
“It’s a difficult game of overcoming some of the things your customers give you to be able to produce,” he says. “And in any electrochemistry process, it’s just sometimes weird things that happen. You just got to have that black magic.”
The Type II Titanium Process
 During the conversion process of Type II, the process penetrates the titanium rather than leaving an oxidized layer on the outside of the surface. This Type II layer is a dark grey, matte finish and is microporous in appearance. Cummings says there will not be any dimensional change to the anodized part as a result of the conversion process.
During the conversion process of Type II, the process penetrates the titanium rather than leaving an oxidized layer on the outside of the surface. This Type II layer is a dark grey, matte finish and is microporous in appearance. Cummings says there will not be any dimensional change to the anodized part as a result of the conversion process.
Even though the coating is thicker than the TiO2 layer formed during color anodizing (Type III), he says it is still a thin coating measured in nanometers. This is accomplished by using different electrolytes than Type III and incorporating different set points and hold times.
“Usually, both the electrolyte and voltages are proprietary to each individual anodizing house,” Cummings says. “In the beginning, the process forms a TiO2 layer which is much the same as the oxide formed in the Type III process.”
As the voltage to the substrate — which is immersed in the electrolyte — is raised to a fixed point, a micro-arc or plasma arc discharge — which is also called micro-arc oxidation, anodic spark deposition, plasma electrolytic oxidation, and microplasma oxidation — occurs on the surface of the substrate. This plasma electrolytic process starts nullifying the TiO2 layer, Cummings says, combining the TiO2 and the titanium together to form a crystalline-type coating.
Plasma Arc Discharge Microscopically Melts Titanium
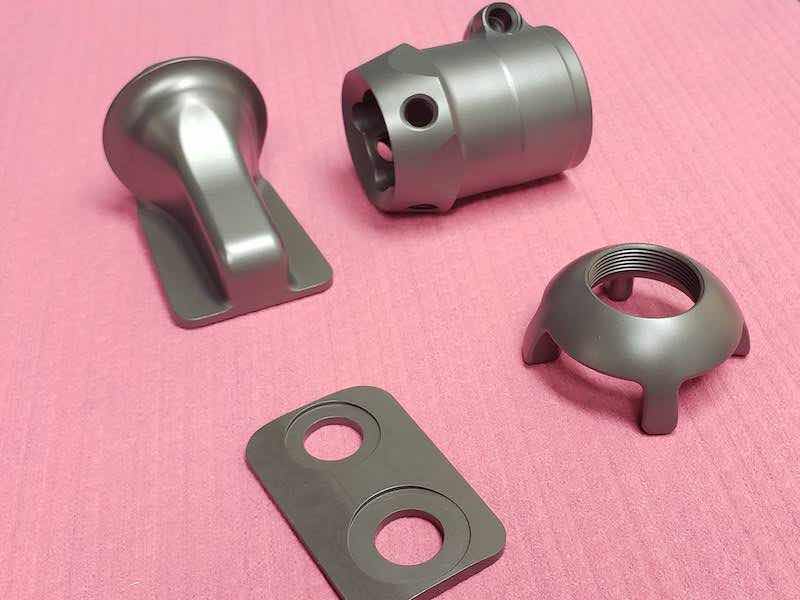 Titanium 3D printed parts that are then anodized.This is accomplished when the plasma arc discharge microscopically melts the titanium surface and the oxide layer together, creating a crystalline barrier layer that is inherently part of the base material. Cummings says this method makes it possible to obtain a coating that is characterized by high mechanical ability and not prone to galling or seizing with sliding contact of titanium or other metals desired for orthopedic or aerospace applications.
Titanium 3D printed parts that are then anodized.This is accomplished when the plasma arc discharge microscopically melts the titanium surface and the oxide layer together, creating a crystalline barrier layer that is inherently part of the base material. Cummings says this method makes it possible to obtain a coating that is characterized by high mechanical ability and not prone to galling or seizing with sliding contact of titanium or other metals desired for orthopedic or aerospace applications.
“It is also resistant to high thermal temperatures, along with other functional properties,” Cummings says. “The new micro-porous morphology of the implant surface is beneficial to bone tissue growth and will enhance bone anchorage to the implant.”
This microporous layer is also good for paint adhesion that is used in other functions other than human implantation. Further, this layer adheres to the substrate better than thermal spray processing and will not flake off the titanium.
Because Industrial Anodizing focuses 99% of its work on the medical industry, Cummings says he can keep his operations small, and they can focus on each lot and each customer.
“Our turnaround time is where our schtick really is,” he says. “The medical world really seems to be just in time. Inventory system and turnaround time is the name of the game, and staying small as we have has allowed us to really focus on turning those jobs around with a high-quality rate.”































