








Reiner Goertzen is a manufacturing engineer by trade and a problem solver by heart.
 Reiner GoertzenSeveral years ago, when Goertzen was pitching an idea — a utility cart designed with a vacuum mold that he made from scratch — one of the companies he showed it to asked about adding camouflage to the design.
Reiner GoertzenSeveral years ago, when Goertzen was pitching an idea — a utility cart designed with a vacuum mold that he made from scratch — one of the companies he showed it to asked about adding camouflage to the design.
The company also had a suggestion for Goertzen: if I wanted to make some good money, figure out a way to decorate a product without using a film dip or silkscreen process.
“That just got the wheels turning in my mind,” says Goertzen, who soon came up with a patent to impregnate anodized coatings with high-quality digital images, a process which he has since licensed to several anodizing operations and OEMs around the world.
Permanent Image Embedded within the Anodized Coating
 This process eclipses other decoration processes as it produces a permanent image embedded within the anodized coating and can be applied to a multitude of shapes without adding undesirable surface thickness, similar to a powder coating or silk screening process.
This process eclipses other decoration processes as it produces a permanent image embedded within the anodized coating and can be applied to a multitude of shapes without adding undesirable surface thickness, similar to a powder coating or silk screening process.
“This is a huge benefit to OEMs who want something besides a solid dye color on their products,” says Goertzen, who is president of Mareiners in Oregon, which develops and markets innovative products and processes for use and distribution throughout the world.
“Any image can be anodized,” he says. “I’ve had customers send us iPhone pictures that my licensees have anodized. You literally have to scratch the metal aluminum away to remove the image.”
The finishing industry is used to seeing solid anodized colors, Goertzen adds, and this process gives them more versatility with their customers.
“The market for our process is limited only by the lack of knowledge of its existence,” he says. “We provide facilities with the exciting ability to apply full-color digital images while still meeting Type II and Type III anodizing specs and adding value to their customers' products.”
Two anodizers who are licensing the process from Goertzen say they were very intrigued by the process and have several customers who are using it for several applications.
“I’m very impressed by it,” says Jamey Maack, president of US Anodize in Reading, Pennsylvania, which has used the process since 2009.
“Initially, we were approached by an existing customer who knew about Reiner’s patent and asked us to take a look at it,” he says. “We brought him in for a demonstration and were instantly excited to start working with him.”
Watch the Video:
Better Result Than Typical Silk-Screening
US Anodize markets Goertzen’s process to customers as Permodize, a trademarked name that it says offers a better result than typical silk-screening or other printing that needs to be applied to an anodized part.
For example, US Anodize produces surgical trays and cases for clients who would otherwise need silkscreen to embed graphics to their medical trays. Over time through wear and tear and being run through an autoclave or other sanitization function, the silkscreen will wear away much faster than the graphic anodize process.
“The Permodize process is much more durable than traditional silkscreen or film dip,” Maack says. “It really is a long-lasting finish that allows us to work with full color and to serve customers whose needs can’t be met anywhere else.”
Likewise, Michael Kelner is President and Owner of Hardcoat Inc. in Minneapolis and says he is also using Goertzen’s process on medical appliances, aerospace items, commercial applications, signage as well as sporting good equipment.
“It took us a while to find our niche with it, but it is now picking up, and we are doing quite a bit of work with it,” Kelner says. “It’s grown to be a fairly significant part of our work, and we have eight or nine customers who we are working closely with on this.”
Credit Card Utilizing Patented Process
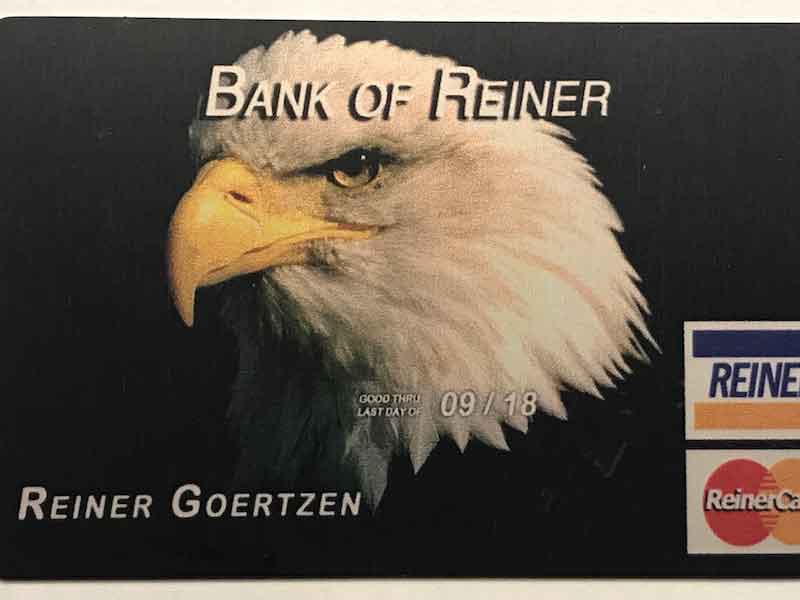 Goertzen says he obtained the patent just over 15 years ago and has been working with OEMs and anodizing shops to spread the word. About four years ago, representatives from Visa and Mastercard each approached him to ask about coming up with a credit card utilizing my process.
Goertzen says he obtained the patent just over 15 years ago and has been working with OEMs and anodizing shops to spread the word. About four years ago, representatives from Visa and Mastercard each approached him to ask about coming up with a credit card utilizing my process.
“They saw the huge benefits with durability, but also huge security benefits,” says Goertzen, who eventually licensed Anomatic Corporation to make the anodized credit cards. Anomatic, which is a full-service manufacturer and global supplier of anodized aluminum and metalized product packaging, says it makes the world’s first and only fully-aluminum anodized card.
“My intent is to have two more licensees in the credit card space and no more so they won’t compete with one another,” Goertzen says. “Metal cards represent the fastest-growing segment of the over 1.2 billion cards produced annually, so I’m looking to find more licensees to fill that need.”
Goertzen says the process to apply the image and seal the anodized part is very similar to the normal anodizing process; instead of the part going to the dye tank to be colored, the parts are diverted to an area where Goertzen’s patented process sublimates the hi-res printed image film onto the part before it goes back to the anodizing line to be finished and sealed.
After removing the part from the anodizing tank, it is rinsed and then dried to prepare it to receive the image, which is printed using specialized sublimation inks and papers so that the inks that comprise the image will sublimate onto the part and the inks will flow into the pores in the anoxic surface.
The image is transferred to the part through a sublimation process using a press that is heated and applies constant, even pressure between the paper and the part so that the entire area of the image is in pressurized contact with the part.
Ink Becomes Vaporized into Pores
 “The ink is heated up to 400°F, and it actually vaporizes,” Goertzen says. “The ink floats from the paper to the open pores on the anodized part. It then goes back onto the line to be sealed.”
“The ink is heated up to 400°F, and it actually vaporizes,” Goertzen says. “The ink floats from the paper to the open pores on the anodized part. It then goes back onto the line to be sealed.”
The process is good for many flat and one-dimensional objects, but there may be some issues with parts that have more complex geometries. An example, Goertzen says, is round objects where the paper may have to be rolled over the object, which might cause some creasing.
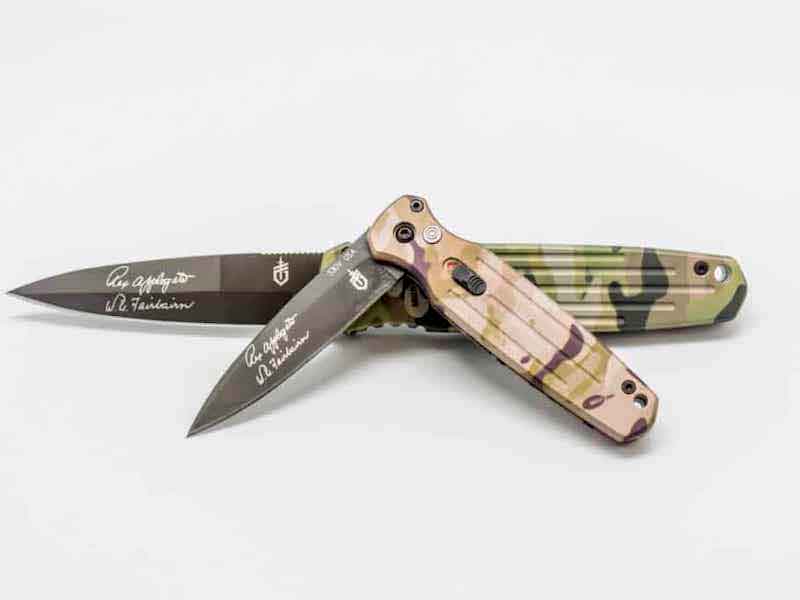
“Otherwise, any part that can be silkscreened or stamped, this process works just fine and has a much better result and in more vibrant colors,” he says.
As a manufacturing engineer, Goertzen says he is always coming up with new ideas or redesigning others to improve on the design. Back in 2003, he developed a utility cart designed with a vacuum mold and showed the prototype to the sporting goods chain Cabela’s, which wanted over 10,000 carts with camouflage.
Goertzen called up Realtree Outdoors, the largest camouflage company in the U.S., and agreed to meet with Keith Jennings, their top licensing manager, at the Shot Show in Las Vegas. Jennings and Realtree loved the cart and directed Goertzen on what he needed to get it licensed for camouflage. At the end of their conversation is when Jennings mentioned to Goertzen that he needed to figure out a way to decorate a product without using the film dip or silkscreen process.
“There was a whole group of products we had no way to decorate and therefore license,” Jennings says. “They were aluminum products with tolerance-sensitive parts that fit together. We had tried several ways with various processes but always had the same issue: consistency. They could not maintain the integrity of the image or the colors from batch to batch, nor did they hold up over time, and the colors degraded.”
Challenged to Find a Solution
Four months after Jennings challenged him to find a solution for them, Goertzen called him to say he thought he had it.
“The sample parts he showed me held the high definition quality of the patterns and the colors from batch to batch,” Jennings says. “And, the size of the image could be changed on the fly to accommodate different size parts. No other hard goods or soft goods process could accomplish that. We found a solution.”
Jennings encouraged Reiner to patent the process and then helped him license some anodize processors to apply the technology to Realtree’s licensed products for the outdoor marketplace. It also opened up several new markets and products for Realtree to license.
Goertzen also spoke with Tony Maglica, owner of Maglite flashlights in California, who told him that he had already purchased an anodizing process similar to the one that Goertzen had patented for several million dollars. Goertzen and Maglica wanted to meet, but neither wanted to sign each other’s non-disclosure agreement to study each other’s processes, but they did meet, and Goertzen showed him some of his samples.
“I brought a Wilson baseball bat that had a Realtree camouflage pattern on it with Bill Jordan the owner of Realtree sitting next to a buck deer he shot all image anodized in the bat,” Goertzen says. “Every face in Tony’s conference room sat back and said, ‘Wow.’ Even Tony said at the time, ‘I think I wasted a lot of money’ because he bought a process that wasn’t even close to the quality that Reiner has patented.”
Passing Neutral Salt-Spray Tests
 Hardcoat’s Kelner says that when Goertzen approached him about utilizing the process, he was skeptical at the longevity of the image without some type of corrosion or wear. The Hardcoat team took a few samples and conducted several neutral salt-spray tests on them.
Hardcoat’s Kelner says that when Goertzen approached him about utilizing the process, he was skeptical at the longevity of the image without some type of corrosion or wear. The Hardcoat team took a few samples and conducted several neutral salt-spray tests on them.
“The normal process time we are looking for is 160 to 320 hours without corrosion,” Kelner says “We ran them at over 750 hours without any degradation, corrosion, or color loss. It was a solid process, and that made us very excited.”
Kelner’s Hardcoat has also trademarked a name for its process it is licensing, called Hard Imaging. They, too, are using it on medical trays and devices, and also several sporting goods applications. Kelner says they spent about $300,000 getting set up for the process. By creating a temperature-controlled room and other equipment but was well worth the investment.
“The current technologies such as film dipping does not allow the decorator or facility to adjust the image to the part,” Kelner says. “This locks the facility into buying one size of a repeating pattern of film that can’t be changed or modified to add text. For example, a film dip image with a 5-inch x 4-inch leaf doesn’t fit well on a 1-inch x 2-inch part. The leaf ends up covering the entire part rather than allowing the full pattern to be reduced and blended into the surface of the part.”
Vibrant-Looking Product
 Bruce Paterson, CEO of Gitar Quick Pick, a device that holds picks for musicians, says he was very happy with how Hardcoat improved his product with the Hard Imaging process to give him a vibrant-looking product.
Bruce Paterson, CEO of Gitar Quick Pick, a device that holds picks for musicians, says he was very happy with how Hardcoat improved his product with the Hard Imaging process to give him a vibrant-looking product.
“I originally worked with a metal stamping company, but all they could turn out was nickel-plated stainless steel,” Paterson says. “Some decals were tried, but that was totally ineffective. Hardcoat’s process is nothing short of remarkable. The precision which they displayed making the anodized parts look like real guitars for my invention was beyond my expectations.”
Goertzen says his goal is to sign new anodizing facilities throughout the U.S. to get the word out even more about the image embedding process.
“I talk to a lot of shops, and maybe two out of five are interested and want more information,” he says. “Those who aren’t interested feel as if the process is out of their knowledge base. And it sounds complicated, but it isn’t. It truly is something that I feel more manufacturers and companies are going to want to use down the road.”
Visit http://mareiners.com.































