




Thanks to the U.S. Navy Environmental Sustainability Development to Integration (NESDI) program, the finishing and coating industry has a new weapon in its arsenal: enhanced trivalent chromium pretreatment, or eTCP.
Since the NESDI Year in Review was published, eTCP has passed qualification testing to MIL-DTL-81706 for Type II, Class 1A and 3, Form III, Methods A, B, and C. It is available from CHEMEON Surface Technology.
 Ken Kaempffe is the NESDI Program Manager.The NESDI program is the Navy’s environmental research and development demonstration and validation program, sponsored by the Chief of Naval Operations Energy and Environmental Readiness Division and managed by the Naval Facilities Engineering Command from the Engineering and Expeditionary Warfare Center in Port Hueneme, CA.
Ken Kaempffe is the NESDI Program Manager.The NESDI program is the Navy’s environmental research and development demonstration and validation program, sponsored by the Chief of Naval Operations Energy and Environmental Readiness Division and managed by the Naval Facilities Engineering Command from the Engineering and Expeditionary Warfare Center in Port Hueneme, CA.
The mission of the program is to provide solutions by demonstrating, validating and integrating innovative technologies, processes and materials and by filling knowledge gaps to minimize operational environmental risks, constraints and costs while ensuring Navy readiness and lethality.
NESDI officials recently released the program’s fiscal year (FY) 2019 Year in Review report, which included a case study of another successful NESDI project, Enhanced Trivalent Chromium Pretreatment for Improved Coloration and Corrosion Performance of Aluminum Substrates (project no. 514). The case study describes the project from beginning to end, from its original need submittal to the ultimate integration of an enhanced corrosion resistant coating into the maintenance operations at the Fleet Readiness Center Southeast and elsewhere.
 The following is the report for project no. 514. Disclaimer: Inclusion of any product or service does not constitute an endorsement by the U.S. Navy. Navy Distribution Statement: Distribution Statement A: Approved for public release; distribution is unlimited. Visit the program’s public website at https://epl.navfac.navy.mil/NESDI for more information.
The following is the report for project no. 514. Disclaimer: Inclusion of any product or service does not constitute an endorsement by the U.S. Navy. Navy Distribution Statement: Distribution Statement A: Approved for public release; distribution is unlimited. Visit the program’s public website at https://epl.navfac.navy.mil/NESDI for more information.
1. Timeframe: Every Summer/Fall
- Collect, Validate and Rank Needs
- Unresolved Environmental Issues from End Users
- Validated Needs
During this first phase of the annual management process executed by the NESDI program, our management team—the Technology Development Working Group (TDWG)—solicits environmental needs from across the Navy’s shore community. Once these needs are received, the TDWG validates and ranks them based on a variety of criteria including how pervasive the problem is in the Navy, the extent and severity of the associated compliance risk and the potential impacts on the mission of the Navy if the need isn’t addressed.
 The original TCP formulation was spray applied to an H-53 Super Stallion helicopter’s outer aluminum surfaces prior to the application of primer and topcoat paint. (Photo Credit: Mass Communication Specialist 1st Class Zachary Anderson)Hexavalent chromium—a known carcinogen—is still utilized today in the Navy’s conversion coating processes. But a safer alternative to hexavalent chromium—the chemically benign trivalent chromium—is being actively pursued by NESDI investigators.
The original TCP formulation was spray applied to an H-53 Super Stallion helicopter’s outer aluminum surfaces prior to the application of primer and topcoat paint. (Photo Credit: Mass Communication Specialist 1st Class Zachary Anderson)Hexavalent chromium—a known carcinogen—is still utilized today in the Navy’s conversion coating processes. But a safer alternative to hexavalent chromium—the chemically benign trivalent chromium—is being actively pursued by NESDI investigators.
Colorized trivalent chromium pretreatment (TCP) for improved quality control was first identified and documented by Craig Matzdorf—the then-Head of the Corrosion and Non-Destructive Inspection Branch within the Materials Engineering Division, Naval Air Warfare Center – Aircraft Division (NAWC-AD) Patuxent River, MD. (Craig is also the original TCP patent holder). Craig secured the first two-component TCP patent in 1994. Development of TCP was the first step in reducing the use of hexavalent chromium in the corrosion prevention process. The importance of the new process was confirmed by the Navy’s three primary Fleet Readiness Centers (FRC) and documented by members of the Navy’s enterprise corrosion team—an informal group of materials engineers who work on common corrosion-related issues.
Early demonstration and validation of TCP was performed at the Fleet Readiness Center East (Cherry Point, NC). A TCP formulation was spray applied to an H-53 Super Stallion helicopter’s outer aluminum surfaces prior to the application of primer and topcoat paint.
This particular conversion coating (TCP) is applied to aluminum, aluminum alloys and other substrates with a concentration on the outer-moldlines (the “outside skin”) of the aircraft. The coating provides a base for the primer and improves corrosion resistance and adhesion of the primer.
 Peter Sheridan air drying an eTCP-coated panel at FRC Southeast. (Photo Credit: Sjon Westre)In 2014, the enterprise corrosion team realized that there was still a need to improve the new TCP coatings in use at all three of its primary FRCs. The team turned to Peter Sheridan, a senior materials engineer at FRC Southeast, and the NESDI program to identify and document the following need as presented in Peter’s July 2013 submission (no. N-0952-14: Trivalent Chromium Conversion Coating — Enhanced Coloration of Aluminum Substrates):
Peter Sheridan air drying an eTCP-coated panel at FRC Southeast. (Photo Credit: Sjon Westre)In 2014, the enterprise corrosion team realized that there was still a need to improve the new TCP coatings in use at all three of its primary FRCs. The team turned to Peter Sheridan, a senior materials engineer at FRC Southeast, and the NESDI program to identify and document the following need as presented in Peter’s July 2013 submission (no. N-0952-14: Trivalent Chromium Conversion Coating — Enhanced Coloration of Aluminum Substrates):
“Currently hexavalent chromium is utilized in conversion coating immersion tank process. Hexavalent chromium is a carcinogen which is known to be harmful to workers and the environment. An alternative chemical to hexavalent chromium is trivalent chromium. Trivalent chromium is chemically benign and therefore safer than hexavalent chromium.”
One of the major hindrances in the original implementation of trivalent chromium to the tank immersion process is the inability to visually confirm that the TCP was successfully applied. Widespread TCP usage is impeded by the lack of an obvious color change upon application. A proper color additive could aid in the quality assurance evaluation of conversion coated parts by resulting in a perceptible color change after application.
According to FRC Southeast’s electroplating and surface finishing shop supervisor, “It was really hard to figure out whether the TCP coating had been applied or not. The applied substrate didn’t look all that different from the bare substrate.”
Evaluation of a proper color additive is required with defined performance and process parameters. If completed, this would allow for replacement of hexavalent chromium with trivalent chromium and the appropriate color additive.
In addition to support from all three primary Navy FRCs (FRC East, FRC Southeast and FRC Southwest), representatives from the Advanced Technology and Innovation (ATI) team also reinforced the need for this demonstration. The ATI team serves as the FRC integrating entity for initiatives with high Technology Readiness Levels (TRL) that have cost, environmental and/or readiness benefit to FRC-level maintenance.
Peter’s documentation also included insights into the ramifications if the need is left unaddressed, key policy or regulatory drivers, any suggested solutions to the need as well as the timeframe for a solution before a major mission or operational impact occurs.
Once the need was submitted, the program’s management committee—the TDWG— convened to validate and then rank it along with the other needs submitted during the 2014 solicitation period (64 needs in all). During the initial screening of need no. N-0952-14, TDWG members wondered about the benefit associated with solving this need and what precisely would be demonstrated. In their roles as the Naval Air Systems Command (NAVAIR) representatives on the program’s TDWG, Cindy Webber and Lynn Cahoon (now retired) followed up with their own Fleet contacts to verify the relative priority of this need and gather insights from other FRC personnel on their respective support for this need.
Once the screening process is complete, the TDWG sets a ranking for each need— either high, medium or low. The team assigned a ranking of ‘medium’ to this need and specified that any pre-proposals would need to be clear on the demonstration and validation of the color addictive that will be done and identify the specific potential benefits to the Navy of recoloring the existing TCP formulation.
This and other ranked needs were sent along to the NESDI program’s resource sponsor—the Chief of Naval Operations Energy and Environmental Readiness Division (OPNAV N45)—for the review, comment and approval by their resident subject matter experts. Upon receiving OPNAV N45 approval for this need, the TDWG included it as a priority need in its 2014 request for pre-proposals.
2. Timeframe: Every Winter/Spring
- Collect, Evaluate and Rank Proposals
- Draft Proposals from Principal Investigators
- Funded Projects
- Draft Proposals from Principal Investigators
During this second phase of the program’s annual management process and if resources allow,
the TDWG collects project proposals that address the needs collected in the first phase of the process. The TDWG first requests, collects and reviews short “pre-proposals,” and then requests more detailed, “full” proposals. The TDWG then recommends to the program’s resource sponsor (OPNAV N45) which proposals should receive program support.
 Peter Sheridan primes eTCP violet panels at FRC Southeast. (Photo Credit: Steve Taylor)In response to the program’s request for a pre- proposal to address the challenges presented in need no. N-0952-14, Peter Sheridan submitted a brief (two-page) pre-proposal (no. 197: Enhanced Trivalent Chromium Pretreatment (eTCP) for Improved Coloration and Corrosion Performance of Aluminum Substrates). Like all NESDI pre-proposals, this pre-proposal included a discussion of the problem to be addressed, a brief description of the solution (technology) to be demonstrated and validated, an estimate of the associated costs, an explicit statement of the intended benefits to the Navy, as well as a proposed approach to successfully transition this technology beyond the original proposed demonstration site (FRC Southeast).
Peter Sheridan primes eTCP violet panels at FRC Southeast. (Photo Credit: Steve Taylor)In response to the program’s request for a pre- proposal to address the challenges presented in need no. N-0952-14, Peter Sheridan submitted a brief (two-page) pre-proposal (no. 197: Enhanced Trivalent Chromium Pretreatment (eTCP) for Improved Coloration and Corrosion Performance of Aluminum Substrates). Like all NESDI pre-proposals, this pre-proposal included a discussion of the problem to be addressed, a brief description of the solution (technology) to be demonstrated and validated, an estimate of the associated costs, an explicit statement of the intended benefits to the Navy, as well as a proposed approach to successfully transition this technology beyond the original proposed demonstration site (FRC Southeast).
During the TDWG’s review of this pre-proposal, it was determined that all primary FRCs were on-board with the need to add color to the existing TCP formulation. As a result, the TDWG requested a follow-on full proposal that included an explicit discussion about how integration will occur at all FRCs including NAVAIR Authorization Letters, Local Process Specifications (LPS) and other methods of sanctioning the adoption of the eTCP.
Peter Sheridan then submitted full proposal no. 124. In addition to the information included in the pre- proposal, NESDI full proposals also include details about the proposed technology to be demonstrated and validated including a discussion of the technical objective(s) to be achieved, a discussion of the technology’s maturity level, a detailed proposed technical approach as well as a discussion of the potential risks and associated mitigation strategies. Finally, the full proposal includes a schedule of milestones and funding required by performer for each fiscal year of the proposed effort.
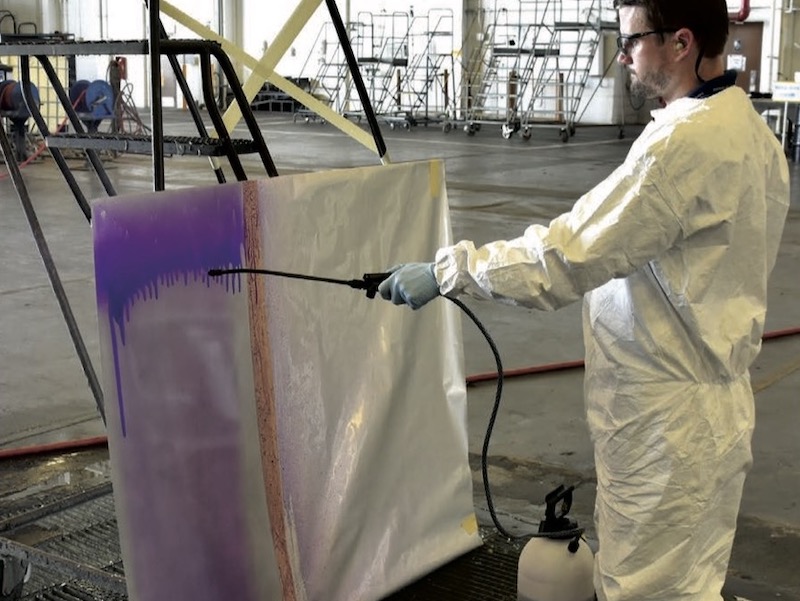
 Peter Sheridan applies eTCP to aircraft missile launcher at FRC Southeast as part of this NESDI project’s demonstration and validation. (Photo Credit: Joe Santa Maria)As part of the review of Peter’s full proposal, Cindy Webber convened a conference call with a number of representatives from the Navy’s primary FRCs to sanction the approach presented therein. Craig Matzdorf also reviewed an earlier draft of the full proposal and provided concurring input.
Peter Sheridan applies eTCP to aircraft missile launcher at FRC Southeast as part of this NESDI project’s demonstration and validation. (Photo Credit: Joe Santa Maria)As part of the review of Peter’s full proposal, Cindy Webber convened a conference call with a number of representatives from the Navy’s primary FRCs to sanction the approach presented therein. Craig Matzdorf also reviewed an earlier draft of the full proposal and provided concurring input.
During its final review of this full proposal, the TDWG also posed a number of questions to be addressed in the project management plan for this newly-awarded project:
- Is this merely a color change or will it require a reformulation (and reauthorization) of the product?
- How large does the test matrix need to be? Do we only need to verify that the new color won’t affect the current formulation of the eTCP? If so, the test matrix should be relatively straightforward.
- Does the projected savings include all uses of eTCP? And what are the origins of these savings (e.g., personal protective equipment doesn’t need to be used, no special safety measures are required)?
- With regard to the waste generated, are there special handling requirements of the dyed product?
- How does this effort dovetail into SERDP’s and ESTCP’s initiatives to eliminate the use of hexavalent chromium?
- What are the respective roles for personnel at locations other than the FRC Southeast demonstration site (including Pax River, North Island and Cherry Point)?
- What is the appropriate place to insert a “go/no go” decision (in the event the laboratory testing of the dyed eTCP does not satisfy performance requirements and would require an actual reformulation of the product)?
And again at this full proposal stage, the TDWG reminded Peter to include in his project management plan details on the methods that will be required to sanction the use of the dyed eTCP (including the General Series and/or Type/Model/Series maintenance manuals and LPSs that will need to be updated to reflect the use of the reformulated product).
All new start projects must be approved by the NESDI program’s resource sponsor OPNAV N45. Peter’s full proposal was submitted to OPNAV N45 by the TDWG and it was approved to become a new start project.
3. Timeframe: Ongoing Duration: 2-3 years
- Execute Projects
- User Validated Project Plans from Principal Investigators
- Successfully Demonstrated and Validated Projects
- User Validated Project Plans from Principal Investigators
Once proposals have been selected and funded, the NESDI program ensures during this third phase of its annual management process that the new start projects are effectively launched and remain properly focused on the needs they were intending to address through initial planning, ongoing reporting and management oversight. As part of this oversight, NESDI program managers require project investigators to submit quarterly status reports, justify monthly project expenditures, adjust execution schedules as required and make other timely modifications to the project’s management plan that may be necessary as the project evolves over time.
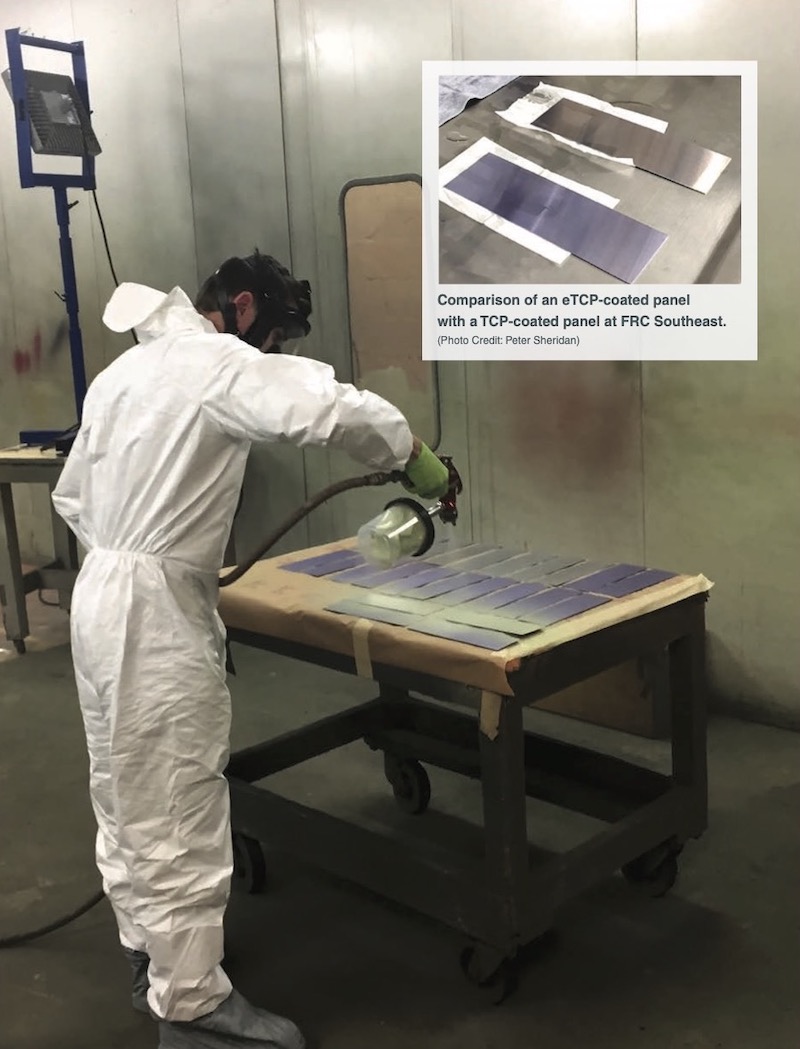
 Spray application of eTCP ready-to-use at FRC Southeast to an aluminum panel. Production environment and panel orientation mimic spray conversion coating on aircraft as it is performed at FRC Southeast. (Photo Credit: Sjon Westre)The first step toward implementation of any NESDI project is the completion of the program’s project management plan template. Project management plans contain four chapters including a summary problem statement, a detailed description of the project itself, an execution approach which includes a discussion of performance objectives, a cost assessment, risks and associated mitigation strategies and a summary of the project schedule, milestones, funding and staffing.
Spray application of eTCP ready-to-use at FRC Southeast to an aluminum panel. Production environment and panel orientation mimic spray conversion coating on aircraft as it is performed at FRC Southeast. (Photo Credit: Sjon Westre)The first step toward implementation of any NESDI project is the completion of the program’s project management plan template. Project management plans contain four chapters including a summary problem statement, a detailed description of the project itself, an execution approach which includes a discussion of performance objectives, a cost assessment, risks and associated mitigation strategies and a summary of the project schedule, milestones, funding and staffing.
Once the project management plan for project no. 514 had been prepared and approved by the TDWG, Peter Sheridan launched his efforts in fiscal year (FY) 2015 on this project by prescreening the available commercial-off-the-shelf products (dyes), evaluating three TCP manufacturers and three dyes and processing over 200 test specimens. In the second year of the project, Peter down-selected the best performing TCP and dye (CHEMEON’s TCP-HF and CC-600) by conducting salt fog testing and paint adhesion evaluation. He also developed an analytical method for determining the appropriate concentration of the dye.
Efforts in FY16 included laboratory testing at NAWC-AD Patuxent River to validate Peter’s own results followed in FY17 with efforts to optimize the best performing eTCP from the FRC Southeast and NAWC-AD Patuxent River results and perform the necessary panel testing for corrosion resistance, paint adhesion and color change post-application.
Following the extensive tests conducted by scientists from FRC Southeast and NAWC-AD Patuxent River, investigators discovered challenges with maintaining the eTCP bath stability (they were experiencing heavy precipitation and poor corrosion resistance), the lack of a uniform color change post-application, problems with the transfer of the dye after wiping and a paint adhesion risk associated with the wiping of the dye.
As a result, FRC Southeast entered into its first-ever Cooperative Research and Development Agreement (CRADA) with CHEMEON Surface Technologies in FY17. The purpose of this CRADA was to design, develop, test and implement the colorized TCP (eTCP) as a pretreatment of aluminum and aluminum alloys, evaluate the effectiveness of various delivery mechanisms (spray application, ready to use (RTU) solutions, touch-up pens and kits) and implement eTCP on other substrates as a post-treatment. These efforts were focused on addressing the roadblocks listed above and meeting the Navy’s performance requirements for the eTCP.
After the first year of the CRADA, investigators had laboratory tested 30 new dyes, found that 15 of those dyes produced perceptible color change post- application but only two of the dyes tested (blue and violet) produced acceptable corrosion resistance. This testing was followed by a reformulation of the eTCP with the blue and violet dyes and collaborative testing conducted at CHEMEON’s laboratories in Minden, NV. Although both dyes met military specification (MIL-SPEC) requirements for corrosion resistance, the blue dye required adjustment of the formulation to pass salt fog testing whereas the violet dye passed salt fog testing without any modification of the original chemistry.
This CHEMEON laboratory testing was followed by the testing of coated test panels in the salt fog chamber at FRC Southeast’s Materials Engineering Laboratory as well as beach exposure of the primed test panels at the Kennedy Space Center.
The eTCP technology transition is being executed initially at FRC Southeast within the Electroplating Work Center. The work center has established processing capability to include a complete line of preparatory solutions and a tank of the eTCP violet chemistry. As part of the technology transition, the eTCP process tank has been monitored and sampled by personnel from FRC Southeast’s Materials Engineering Laboratory to determine critical parameters such as solution depletion (how quickly constituents in the bath chemistry are used up during metal processing), replenishment cycles and general process control.
In parallel to FRC Southeast collection usability and process control data, NAWC-AD personnel will be performing qualification testing of eTCP to MIL-DTL-81706 and MIL-DTL-5541. FRC Southeast personnel will ensure technology transition through updating Local Process Specifications (LPS/JX 320 and LPS/JX 650), training work center artisans in eTCP processing parameters and process control testing eTCP on a routine basis to ensure compliance to military specification parameters.
4. Timeframe: Ongoing
- Integrate Solutions
- Support from End Users and Technical Authorities
- Fleet-Transitioned Projects
- Support from End Users and Technical Authorities
Throughout the project lifecycle, the NESDI program concentrates on moving the demonstrated technologies and other solutions out of the laboratories and demonstration sites and into the appropriate operational environment. During this fourth and final phase of the NESDI program process, the TDWG, Principal Investigators and end users work together to ensure that various solutions are successfully integrated into Navy operations and weapons system acquisition programs and verify that the solutions provide the anticipated benefits.
In FY19, project investigators completed the testing of an eTCP pen on aluminum for touch-up and repair applications. FRC Southeast currently has a fully operational eTCP process line which consists of surface preparation process tanks, rinse tanks and an eTCP processing tank. In addition, CHEMEON engineers are exploring packaging options for the reformulated product (including an RTU solution in a 55-gallon drum or a 100 percent concentrate that would require dilution). Efforts in FY19 also included the publication of an article entitled “Chemeon’s eTCP Offers Visual Verification for Coated Parts.”
Prior to submitting the eTCP for military specification (MIL-DTL-81706) qualification, the CHEMEON team needed to generate a data package demonstrating eTCP’s performance against the specification’s requirements. The data showed that the eTCP met or exceeded specification requirements and that formal submission to NAWC-AD Patuxent River for qualification was acceptable. The eTCP was submitted to NAWC-AD for MIL-DLT-81706 qualification across multiple application methods—the immersion (RTU), spray, brush/wipe and in a touch-up pen applicator. Multiple application methods are used during aircraft overhaul at an FRC. For example, spray application is used to coat exterior aluminum surfaces, immersion is used to treat disassembled components and a wipe/ brush or pen applicator is used on the production assembly lines to spot-treat bare aluminum areas.
Additionally, FRC Southeast personnel were able to repurpose a 125-gallon TCP tank in their component shop as a replacement for a chromate conversion coating tank. For reference, the FRC Southeast hexavalent chromium conversion coating tank is approximately 500 gallons. The project team used an iterative process to scale-up the eTCP in an industrial setting (in a smaller tank first before increasing to a large volume tank) that results in less material being used, lower implementation costs and less hazardous waste generated over the course of the demonstration.
The long-term goal is to transition eTCP into FRC Southeast’s automated process line where tank sizes are approximately 1,800 gallons. NAWC-AD Patuxent River is also conducting two studies to optimize a TCP formulation and analyze the effect of temperature and pH of rinse water baths to produce a non-chromate immersion process that demonstrates consistent corrosion performance on par with the chromate control. Until non-chromate conversion coatings are widely available, eTCP provides a viable alternative and allows FRC Southeast and other maintenance facilities to migrate away from hexavalent chromium-containing coatings.
Implementation will continue to occur through development of engineering documents to include use of eTCP for conversion coating of aircraft components, support equipment and weapons including the update of “LPS/JX 320 Conversion Coatings for Aluminum and Aluminum Alloys” to include eTCP and modifications to the appropriate MIL-SPECs. In addition, hazardous materials authorized use lists for work centers performing conversion coating will be updated to include eTCP as an approved material. eTCP will also be incorporated to NAVAIR’s Chemicals of Concern listing as a primary alternative to hexavalent chromium pretreatment for acquisition programs.
In July 2018, personnel from the Space and Naval Warfare Systems Command (SPAWAR) Pacific—now the Naval Information Warfare Center (NIWC) Pacific, submitted need no. N-1248-19 (Elimination of Hexavalent Chromium from Conversion Coating Processes for Electronic Applications at Fleet Readiness Centers and SPAWAR Overhaul Depots) for the NESDI program’s consideration. The focus of this particular need was on aluminum alloys widely used for electronics applications. These alloys allow for reduced weight, affordability and desirable material properties. Current processes for applying conversion coatings to aluminum parts for electrical applications employ hexavalent chromium- based chemistries. The newest alternate non-hexavalent chromium chemical solutions for electrical applications have no pigment and appear transparent, causing significant variations in coating quality. There is a need to identify a suitable drop-in replacement which is both non-hexavalent chromium-based and pigmented (dyed).
Upon completion of this original effort under project no. 514, the scope and timeframe of the project was expanded to accommodate the new and related requirement from NIWC Pacific and include the necessary laboratory testing, process optimization using NIWC Pacific industrial processes (including cleaners, deoxidizers and aluminum alloys) and process demonstration at NIWC Pacific’s San Diego campus.
Peter Sheridan, the original project’s Principal Investigator, is now being joined by representatives from NIWC Pacific’s corrosion and restoration and additive manufacturing programs to leverage NAVAIR’s existing laboratory data, verify data using NIWC processes and demonstrate eTCP on representative NIWC aluminum alloy components (including antenna covers, electronics housings and/or other supporting assemblies). This multi-phase effort will take place over the course of two additional years.































