









Not all electrocoated parts are created equal, a fact that Modine Coatings knows all too well in their e-coat process.
 Dan FisherWhere some may see parts used in automotive and heavy-duty components as the majority of those used in e-coat, Modine — which has three e-coat plants in North America, and one in Europe — has focused on a unique coating process used in the heating, ventilation, air conditioning, and refrigeration (HVACR) industry.
Dan FisherWhere some may see parts used in automotive and heavy-duty components as the majority of those used in e-coat, Modine — which has three e-coat plants in North America, and one in Europe — has focused on a unique coating process used in the heating, ventilation, air conditioning, and refrigeration (HVACR) industry.
Their e-coat application on heat exchangers for HVACR units has become instrumental in making those products more efficient and reliable in an industry where extreme environments could cause disruptions in unit efficiency.
“When thinking of automotive parts, they are much larger in size, which makes it easier to apply protective coating,” says Dan Fisher, Director Sales, and Marketing for the Racine, Wisconsin-based manufacturer. “With heat exchangers, you have thin aluminum fins, copper tubes, and numerous other small areas to apply protective coating, which makes it a fairly complex process.”
Coating Inner Reaches of a Coil
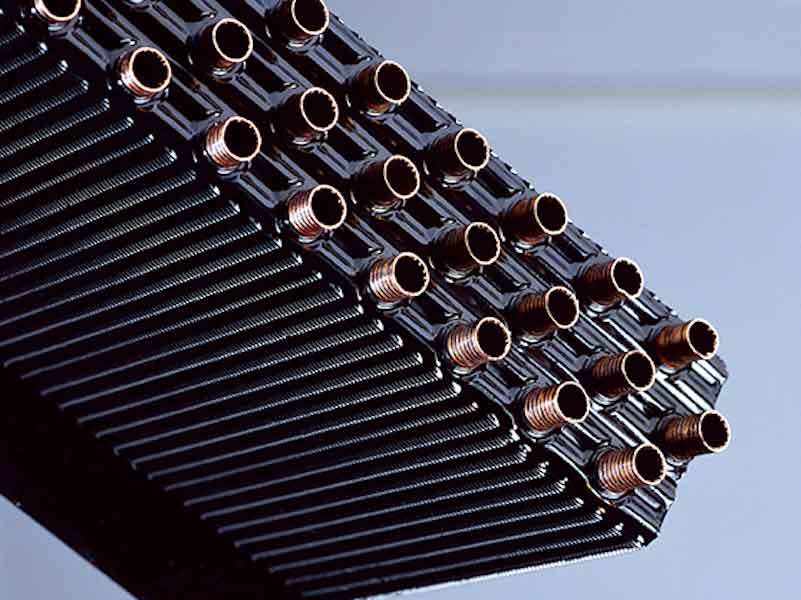
 Evenly distributing the e-coat in the inner reaches of a coil is often one of the most difficult tasks of the coating process, Fisher says. The aluminum microchannel coil design created further complications when it was introduced to the HVACR industry. This coil was designed based on technology from the automotive industry. The parallel flow aluminum tubes are mechanically brazed to enhanced aluminum fins, resulting in better heat transfer and a smaller, lighter, corrosion-resistant coil.
Evenly distributing the e-coat in the inner reaches of a coil is often one of the most difficult tasks of the coating process, Fisher says. The aluminum microchannel coil design created further complications when it was introduced to the HVACR industry. This coil was designed based on technology from the automotive industry. The parallel flow aluminum tubes are mechanically brazed to enhanced aluminum fins, resulting in better heat transfer and a smaller, lighter, corrosion-resistant coil.
But solving those challenging issues is exactly what has made Modine Coatings one of the top e-coat applicators in the world.
With fiscal 2021 revenues of $1.8 billion, parent company Modine Manufacturing specializes in thermal management systems and components, bringing highly engineered heating and cooling components, original equipment products, and systems to diversified global markets.
Modine Coatings, meanwhile, employs over 270 dedicated solely to the corrosion prevention of HVAC heat exchangers and equipment spread across six facilities around the world, including e-coat plants in the U.S. in Texas and Kentucky, one each in Mexico and Italy, and two aftermarket spray coatings locations in Florida and California.
Fisher says Modine’s e-coat plants offer cathodic epoxy e-coat and a trivalent chromium pretreatment (TCP) immersion coating to a variety of customers in the HVAC heat exchanger, defense, and aerospace industry sectors.
Specializing in Heat Exchangers
“There are not a lot of e-coaters out there who just specialize in heat exchangers as we do,” he says. “If you look at our competitors in the HVAC industry, most of them started out in the automotive sector and focus on other parts outside the HVAC industry. But applying e-coat to protect HVACR products is all we do, and we’ve gotten very good at it.”
Modine Coatings came about when its parent company purchased Luvata Heat Transfer Solutions in 2016. At the time of the acquisition, Luvata’ s coil coatings business offered two proven protective coatings for HVACR equipment: A factory-applied, full-immersion ElectroFin E-coat and Insitu, which is applied to coils and cabinets on an OEM aftermarket basis. Both coatings extend the lives of HVACR heat transfer coils and components while reducing maintenance and operating costs.
ElectroFin E-coat was designed to provide corrosion-resistance for both fin and tube and micro-channel heat exchangers in coastal marine environments. It copes with the harshest conditions and is recognized by the HVACR industry as one of the leading technology in corrosion-resistance coatings.
Fisher says the all-aluminum microchannel heat exchanger technology (MCHE) challenged the coating industry to get better with their e-coat applications since MCHE increased heat transfer and thermal performance as well as delivering lower coil weights. In addition, MCHE reduces refrigerant charge by up to 85% and lowers noise levels as a result of reduced fan speeds.
“To ensure the best coating application, we created a process that allows for coils to then be shaped after coating once they get back to the OEM,” Fisher says. “Many coatings will crack when they are bent or otherwise formed, so we had to have the right e-coat technology to withstand potential damage and the extreme environments they will endure.”
E-Coat That Can Expand and Contract Without Breaking
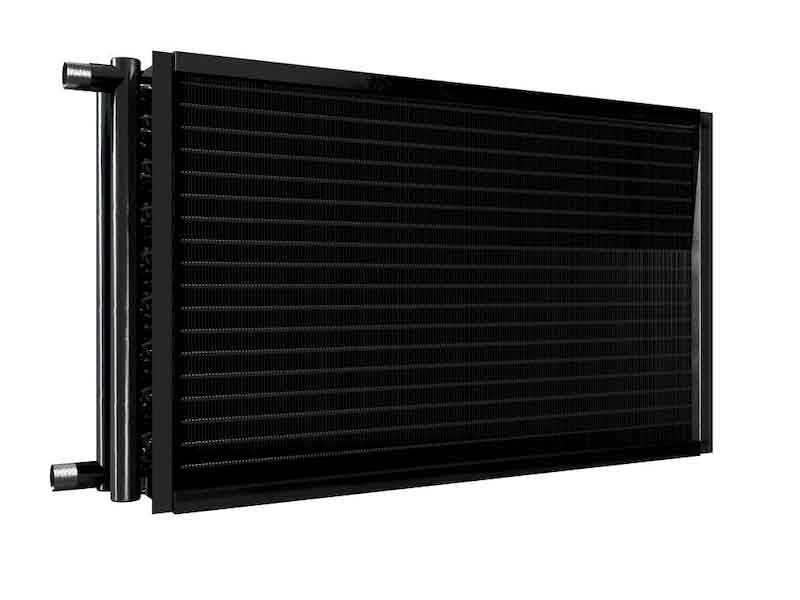
 ElectroFin E-Coat produces a thin film with a uniform thickness of 1 mil (0.001 inches) that protects up to 30 fins per inch without bridging.
ElectroFin E-Coat produces a thin film with a uniform thickness of 1 mil (0.001 inches) that protects up to 30 fins per inch without bridging.
Unlike brittle and baked phenolic coatings that can crack, chip, peel, and become lodged in the fins, Fisher says ElectroFin E-Coat can expand and contract as the unit operates,
“It also features high-edge-build, which provides excellent adhesion on sharp surfaces,” Fisher says.
That is especially needed in the HVACR market, where virtually all condenser coils — as well as the cabinets, controls, and ancillary equipment that reside outdoors in commercial HVACR systems — are exposed to harsh conditions from time to time. These include strong, unfiltered UV rays, moisture from rain and humid air, blowing dust and pollutants. All of these conditions can contribute to corrosion of the metal surfaces throughout the HVAC system, with subsequent degradation of coil heat transfer performance and operating life.
The problem is exacerbated in coastal regions, where salt air is the norm. Left untreated, condenser coils exposed to such an atmosphere can be expected to start degrading within a few hundred hours of installation.
Fisher says Modine’s ElectroFin is very well known in the industry, and it’s a big reason they are the largest e-coater of heat exchangers in North America.
“It’s not so much the products that we use as it is the process that is used to apply them,” he says. “It’s what we think we do better than anyone.”
Using Cathodic Epoxy Coating
 While the Modine process is proprietary, the ElectroFin system uses cathodic epoxy coating that the company feels is superior in salt, chemical, and humidity corrosion resistance. Fisher says it can provide 100% coil coverage without bridging between fins, which is why Modine’s finished product is warranted to be free of defects in materials and workmanship for five years, provided that coils and components are properly and routinely maintained, and records demonstrate proper cleaning procedures and approved products were used.
While the Modine process is proprietary, the ElectroFin system uses cathodic epoxy coating that the company feels is superior in salt, chemical, and humidity corrosion resistance. Fisher says it can provide 100% coil coverage without bridging between fins, which is why Modine’s finished product is warranted to be free of defects in materials and workmanship for five years, provided that coils and components are properly and routinely maintained, and records demonstrate proper cleaning procedures and approved products were used.
“Over the last few years, we have been working very closely with a lot of OEMs to get the word out to the end-users on how to properly maintain and clean the coils, and that has been a tremendous help,” Fisher says.
Modine Coating’s Aftermarket Spray Applied products provides several services, both in-plant and onsite, through the use of its two Modine-owned facilities. Fisher says it’s a network of over 70 licensed applicators who can apply Modine Insitu Coating to coils, internal and external cabinets, and internal piping for highly corrosive environments.
Add-on services include coating for protection against bacteria growth and the deterioration caused by mildew, staining, and discoloration due to mildew growth and microbial odor development, as well as a conformal coating used for the protection of circuit boards that are used in outdoor environments.
Certified in Commercial Food Service Equipment Products
In addition to HVACR components, Modine’s ElectroFin E-Coat received NSF-51 Standard Certification in North America, which is the standards and certification that serve as the benchmarks by which all commercial foodservice equipment products are measured. NSF/ANSI 51 establishes minimum public health and sanitation requirements for materials and finishes used in the manufacture of commercial food service equipment and its components, such as tubing, sealants, gaskets, and coatings.
“The NSF/ANSI 51 Certification allows Modine to diversify and grow into these markets,” Fisher said. “Modine’s ElectroFin E-coat process is dedicated to extending the useful life of heat transfer coils when placed in corrosive environments which now includes indirect food processing applications.”
For more information, visit https://www.modinecoatings.com/





























