




By now, it’s safe to assume that everyone is aware of the benefits of implementing robots to automate their painting and liquid dispensing applications.
 Robert GladstoneAutomation reduces costs and waste, improves quality and safety, and has countless other benefits, and we strongly recommend it. We hope to give you a few useful things to consider as you decide whether or not to implement an automated dispensing application in your operation.
Robert GladstoneAutomation reduces costs and waste, improves quality and safety, and has countless other benefits, and we strongly recommend it. We hope to give you a few useful things to consider as you decide whether or not to implement an automated dispensing application in your operation.
What We’ve Seen in Automation Issues
We have been fortunate to have a front row seat to several automated dispensing implementations, and we view the process from a unique perspective as experts in material viscosity and temperature control at the point of application.
In our industry, it’s typical to only see applications where a) the end user has already determined that temperature and viscosity variation needs to be considered up front, or b) they are having problems getting consistent results after an implementation.
Let’s talk about the group that runs into unanticipated problems after implementation.
Blaming the Material Supplier
 When people notice variation in newly implemented automated liquid dispensing applications, the first call they make is often to the material supplier. We wrote a few years ago that identifies some of those issues.
When people notice variation in newly implemented automated liquid dispensing applications, the first call they make is often to the material supplier. We wrote a few years ago that identifies some of those issues.
There are definitely times when the material supplier can help by offering advice on ways to eliminate the variation-causing issues; suppliers have encountered almost every issue you could imagine and are very knowledgeable. When that’s the case, great, problem solved. But rarely, if ever, have we seen batch-to-batch variations from material suppliers revealed as the culprit of unacceptable variation in dispensing. At the end of the day, their manufacturing processes are too tightly controlled to allow it.
If unacceptable variations continue, the frustrated end user will usually contact the integrators of the robotic dispensing application. The integrators can provide training and programming adjustments that will temporarily improve the application, but not solve the larger problem at hand.
Integrators sometimes fail to consider the end user that is capable of addressing variations on their own. Adjustments and underestimations can result in a combination of different material blends and different robot programs, depending on conditions. For example, a company may use a summer blend and a winter blend of material or run different robot programs for summer and winter.
Sometimes, the end results are acceptable. But what happens when they’re not?
Adding a New Process
When results are still unacceptable, we see the end users resort to adding an additional — but completely avoidable — process. What used to be referred to as rework at the time of implementation has now become a permanent part of the dispensing process.
Adding extra material: small groups of people, outside of the booth, with material and paint brushes looking for exposed substrate and dabbing on extra material. They called that a touch-up.
Second coats: additions to a paint booth where a person sprayed another layer of coating over the robotically dispensed layer. Instead of calling it a second coat, they also called it a touch-up.
Buffing and finessing: coating lines where people buffed and added additional coating. They called it the finesse department; in other words, a touch-up.
At some point, rework became an inevitable part of their process.
Controlling Temperature
Through a series of trial and error, many companies finally conclude that the issue causing the variation in their dispensing process is temperature directly affecting viscosity. A variety of solutions tend to come from this conclusion:
Temperature-controlled rooms
Often, companies build a temperature-controlled room around bulk storage or the mix room. This is an improvement to controlling the dispensing process, to be sure, but the important fact remains that the material path is still subject to a variety of factors that will ultimately impact temperature and viscosity.
Whether it’s process heat, changes to plant temperature, or routing over an oven, it’s unlikely that any material will maintain its temperature all the way to the point of application. Temperature-controlling the spray booth is definitely important, but it is not enough to guarantee material temperature at the point of application.
Inline paint heaters
Inline paint heaters can also improve dispensing outcomes, but materials will always be subject to the same variations unless they are installed very close to the point of application.
Additionally, inline heaters do not provide any opportunity for cooling if the material becomes warm enough to affect the dispense. While inline paint heaters can be the right solution for a variety of applications, it is important to know their limitations.
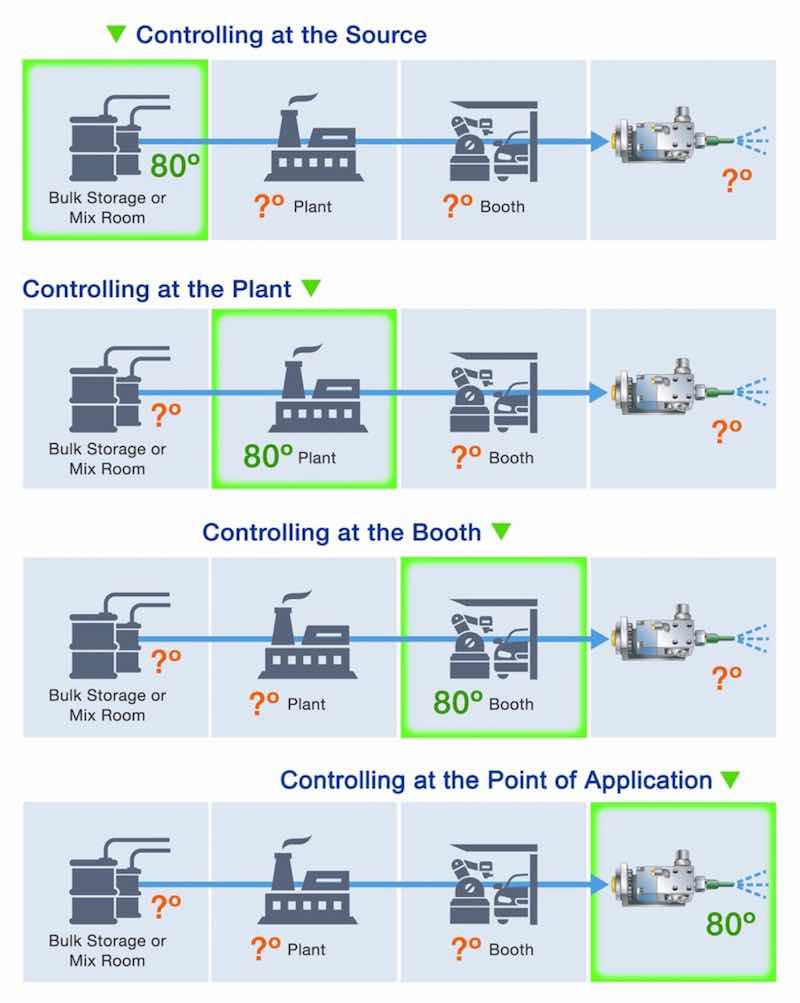
We consider the most important material temperature and viscosity to be the point of application. As the graphic shows, the only way to know the material temperature at the point of application is to measure and control that temperature at the point of application.
Moving Toward a Solution
If you haven’t automated your dispensing process, you may want to consider discussing it with an experienced company. A successful implementation will help you cut costs, reduce waste, maximize quality, and improve safety.
In the 30+ years, we haven’t seen an implementation that didn’t ultimately work out. Naturally, some go more smoothly than others, but, in the end, they have all resulted in overall improvement.
If you are considering automating a liquid dispensing application (paints, coatings, sealants, adhesives, etc.), make sure you ask questions and do your research so you can understand the impact of temperature variation up front.
Robert Gladstone is President of Saint Clair Systems. Visit https://www.viscosity.com































