




In addition to addressing the ongoing labor shortage issues, automation is commonly used to reduce cost, increase repeatability, improve quality and increase throughput.
 Mike Bonner and Mark PortelliOne area that has received significant attention is fluid dispensing operations such as the application of paints and coatings, sealers and adhesives, etc. These seem natural to automate due to their “mission critical” importance to product quality and a robot’s ability to repeat the same motions (path, speed, distance and angle to the part, etc.) time after time.
Mike Bonner and Mark PortelliOne area that has received significant attention is fluid dispensing operations such as the application of paints and coatings, sealers and adhesives, etc. These seem natural to automate due to their “mission critical” importance to product quality and a robot’s ability to repeat the same motions (path, speed, distance and angle to the part, etc.) time after time.
Unfortunately, fluid dispensing applications are different than material handling applications like sorting, stacking, wrapping, and even other assembly operations like mechanical fastening, welding, etc. in that fluid dispensing requires extremely good process control of parameters outside of the control of the robot to be effective – parameters like fluid viscosity and temperature (which directly affects viscosity). As a result, despite the robot’s repeatability, we still often end up having to “clean up” after our application process. Examples include brushing out sealer beads, cleaning off excess adhesive, buffing out paint, or even sanding and repainting certain areas. But often it is less obvious. For instance, we may add an operator to hand spray (or otherwise apply) before or after our robotic application.
We call it part of our process – but it’s still rework!
Mission Critical Processes
Fluid dispensing applications have become essential to modern manufacturing. They often determine not only the functionality, but the fit-and-finish of the final product. As a result, they must be repeated flawlessly time-after-time – often over millions of cycles.
In sealer and adhesive operations, issues may manifest themselves as poor bonding or waterproofing, or they may be aesthetic such as “goop” in unacceptable locations. For coating operations, we may also have sealing/waterproofing and durability issues, but more often the issues are aesthetic, defined by terms like “orange peel”, or “off-color”, or “blister” or “pop.”
In each instance, the end result is a product that cannot be shipped to your customer. Countermeasures are clearly in order.
Coating Examples
 Figure 1: Touch-up in a Robotic Paint OperationThese countermeasures can take many forms. In finishing operations, it may take the form of “touch-up” as shown in Figure 1, where an operator sprays critical areas before the robotic cell(s) or examines the wet finish after the robot is done and adds paint wherever it appears necessary. In a process that must be well-defined and well-executed, the fault here is that the judgement of what the operator should do is totally subjective and negates the precision and economy that the robot was installed to achieve in the first place.
Figure 1: Touch-up in a Robotic Paint OperationThese countermeasures can take many forms. In finishing operations, it may take the form of “touch-up” as shown in Figure 1, where an operator sprays critical areas before the robotic cell(s) or examines the wet finish after the robot is done and adds paint wherever it appears necessary. In a process that must be well-defined and well-executed, the fault here is that the judgement of what the operator should do is totally subjective and negates the precision and economy that the robot was installed to achieve in the first place.
Alternately, the rework in the finishing operation may be more conventional, positioned after cure, as shown in Figure 2. Often called the “Finesse Department”, here each part is visually inspected for finish quality with the operator ultimately either accepting or rejecting the part. But there is also usually the option to “fix” the flaws, which may include buffing and polishing areas to remove “dirt” or improve the gloss of the part, or even sanding out defects and sending the part through for repainting – a very costly rework option. But the worst situation of all is when the part is beyond rework and must be scrapped.
Regardless of the outcome, finesse means that each part must be handled and dispositioned separately.
 Figure 2: Finesse Operation After CureThough the curing oven is often cited as the part of the paint shop that sets the maximum throughput, for many plants (if not most) the Finesse Department is actually the bottleneck operation, limiting throughput and therefore the potential for revenue.
Figure 2: Finesse Operation After CureThough the curing oven is often cited as the part of the paint shop that sets the maximum throughput, for many plants (if not most) the Finesse Department is actually the bottleneck operation, limiting throughput and therefore the potential for revenue.
In some operations, both touch-up and finesse departments are created as part of the process!
Sealer and Adhesive Examples
The rework loop for sealers and adhesives may look entirely different, yet often mimic the touch-up operation of coating processes where an operator uses a brush to redistribute the sealer where it belongs, or to level out high areas that would cause aesthetic or assembly issues as shown in Figure 3.
 Figure 3: Touch-up in a Robotic Sealer OperationAlternately, as shown in Figure 4, it may be necessary for the touch-up operator to add sealer in areas where either the robot has under-applied, missed (or skipped due to the geometry of the part), or where the sealer has completely fallen off the part – which can happen when the part temperature is too high, causing the sealer or adhesive to thin at the surface of the part, which causes it to slide against itself and off the surface completely. As with coating operations, no matter what you call it, this is rework.
Figure 3: Touch-up in a Robotic Sealer OperationAlternately, as shown in Figure 4, it may be necessary for the touch-up operator to add sealer in areas where either the robot has under-applied, missed (or skipped due to the geometry of the part), or where the sealer has completely fallen off the part – which can happen when the part temperature is too high, causing the sealer or adhesive to thin at the surface of the part, which causes it to slide against itself and off the surface completely. As with coating operations, no matter what you call it, this is rework.
Impact on First Part Yield
The objective of these efforts is to increase the FPY (First Part Yield) from the operation – usually to meet delivery requirements. But in the process, it affects a host of other metrics too, probably the most important of which is cost in the form of supplies, floor space, and of course, personnel and all of the associated overhead. This directly affects your profitability. We already mentioned the impact on throughput and capacity, but an often-overlooked impact is on your competitive position in marketplace – how it affects your ability both to maintain current business and to add new business based on the evolution of changing specifications – which directly affects your potential for growth – and even your survival.
Why Does It Happen?
 Figure 4: Adding Sealer in a Touch-up Operation Usually, rework is added to compensate for variations in our process that stem from uncontrolled variables that we actually believe to be under control. A good example is temperature. We go to great lengths to control the ambient temperature in our booth and assume that our temperature problem has been addressed. But it turns out there is more than one temperature that we need to control. We call it “The Temperature Hierarchy”.
Figure 4: Adding Sealer in a Touch-up Operation Usually, rework is added to compensate for variations in our process that stem from uncontrolled variables that we actually believe to be under control. A good example is temperature. We go to great lengths to control the ambient temperature in our booth and assume that our temperature problem has been addressed. But it turns out there is more than one temperature that we need to control. We call it “The Temperature Hierarchy”.
The Temperature Hierarchy defines the impact that different temperatures have on the dispensing process. They are (in order of priority):
- Substrate Temperature
- Fluid Temperature
- Air Temperature
The reason for this order is simple: thermal mass. Substrate temperature, or the temperature of the part we are applying to, has the most significant impact because it has the greatest thermal mass – usually orders of magnitude greater than the fluid mass. When the fluid is dispensed on it, the substrate changes the temperature of the fluid starting at the interface between the two. This has a significant influence on the process outcome. We’ve all seen this before. For instance, if the part is warmer than the fluid being applied, the viscosity at the interface drops and the fluid can move more easily. This can result in run and sag in coatings or spread and slump in sealers and adhesives. Conversely, if the part is cooler than the fluid being applied, the viscosity at the interface increases and fluid movement is inhibited. In coatings, this can result in gloss and orange peel defects (just to name a few), and tall beads and poor adhesion in sealers and adhesives.
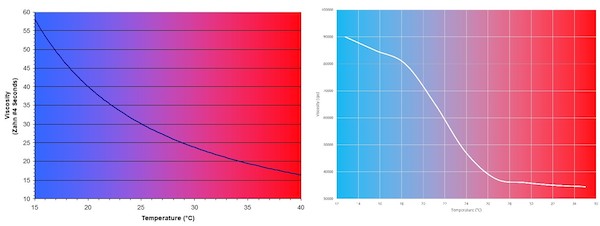 Figure 5: Comparison of the Viscosity vs. Temperature Relationship for a Common Coating and AdhesiveLikewise, the mass of the fluid is orders of magnitude greater than the air around it. As a result, the temperature of the air has less influence on the temperature of the fluid or the part. For a more in-depth exploration of the mathematics involved refer to our August 2019 article Controlling Air Temperature to Improve Finish Quality.
Figure 5: Comparison of the Viscosity vs. Temperature Relationship for a Common Coating and AdhesiveLikewise, the mass of the fluid is orders of magnitude greater than the air around it. As a result, the temperature of the air has less influence on the temperature of the fluid or the part. For a more in-depth exploration of the mathematics involved refer to our August 2019 article Controlling Air Temperature to Improve Finish Quality.
The fundamental behind all of this stems from the temperature-based viscosity relationship inherent in all modern coatings, sealers, adhesives, etc. A good example is shown in Figure 5 which depicts the temperature vs. viscosity relationship of a typical coating and a typical adhesive.
While somewhat different in shape and viscosity range, these both show the typical non-linear relationship associated with modern industrial coatings, sealers and adhesives over the normal ambient temperature range. This clearly supports the temperature hierarchy discussion above. But what’s important is how this change in viscosity affects the performance of a fluid in application.
 Figure 6: Impact of Temperature-Based Viscosity Variations on Spray PatternFigure 6 shows the change in spray pattern over the temperature range shown in the charts in Figure 5. The most obvious change is in the width of the fan pattern. Perhaps less obvious, but even more important is the impact of viscosity on spray consistency.
Figure 6: Impact of Temperature-Based Viscosity Variations on Spray PatternFigure 6 shows the change in spray pattern over the temperature range shown in the charts in Figure 5. The most obvious change is in the width of the fan pattern. Perhaps less obvious, but even more important is the impact of viscosity on spray consistency.
Above 35°C, the coating is thin and uneven. You can see the substrate peeking through. Even if it adheres well, it can’t do its job. In the 30°C to 35°C range the coating is smooth from edge-to-edge. This is the optimal application temperature for this particular process.
Below 30°C (due to the increased viscosity) we see heavy edges beginning to appear. These are often associated with “striping” on the finished part. Continuing into the 25°C range and below, we see the combination of very uneven coating surrounded by heavy edges which makes it even more difficult to get a smooth, even coating on the finished part. Without a smooth, even coating, both performance and appearance will be compromised.
The same applies to high viscosity sealers and adhesives.
 Figure 7: Impact of Temperature-Based Viscosity Variations on Bead ShapeFigure 7 shows the impact of temperature-based viscosity changes on bead shape over the same temperature range. As with the spray patterns, the most obvious change is the width of the bead, but what is less obvious is that, because each bead is comprised of the same volume of sealer, the change in width is offset by a change in height – the wider beads are also flatter. This is the “spread” or “slump” we described earlier which can significantly compromise the function of the bead. Think of the ramifications in a typical adhesive process. If our bond line is designed for the profile a of 7mm bead and, due to temperature, we end up with a 9mm bead, the lower profile may not produce a good bond between the parts. Moreover, the adhesive may not remain within the bond area and cause appearance issues in addition to the functional issues.
Figure 7: Impact of Temperature-Based Viscosity Variations on Bead ShapeFigure 7 shows the impact of temperature-based viscosity changes on bead shape over the same temperature range. As with the spray patterns, the most obvious change is the width of the bead, but what is less obvious is that, because each bead is comprised of the same volume of sealer, the change in width is offset by a change in height – the wider beads are also flatter. This is the “spread” or “slump” we described earlier which can significantly compromise the function of the bead. Think of the ramifications in a typical adhesive process. If our bond line is designed for the profile a of 7mm bead and, due to temperature, we end up with a 9mm bead, the lower profile may not produce a good bond between the parts. Moreover, the adhesive may not remain within the bond area and cause appearance issues in addition to the functional issues.
This shows how a simple assumption about a familiar variable like temperature can significantly impact the outcome of our process – and lead to “rework” as a solution. And this is just one example. Similar scenarios can be identified in other areas as well, like pretreat or curing, for instance.
How Do We Address It?
Eliminating rework requires starting at the point of the rework and then working backwards, measuring everything to identify those parameters that are causing the defects in the first place – the real root cause. That evaluation is made easier if you benchmark – against industry standards (often available from trade organizations); against your equipment suppliers’ specifications; against your competition; against any metric that helps you to honestly evaluate what you really have under control and what you do not. Don’t hesitate to seek out innovative perspectives in the industry. Ask your suppliers. Ask your customers. Alternate perspectives can uncover problems you’ve overlooked or otherwise come to take for granted. And don’t be complacent with average numbers. Seek to be in the top 5%!
You’ll recognize these as the foundations of any good Continuous Improvement platform. Once issues have been identified, investigate and incorporate any new procedures and technologies that can help convert process variables into process constants to achieve the original goal: a process that produces results that are both predictable and repeatable.
Conclusion
So, we call it part of our process – but it’s still rework. We just feel better about it. The real issue is that it reintroduces manual operations and subjective judgements into processes that we have spent significant time and money to automate – and it is very likely that the cost savings associated with the elimination of manual labor was amongst the justifications that secured the approval of the project in the first place.
But perhaps it’s best to evaluate the true cost if you don’t continue to innovate and improve. Will you be passed over for new business? Will you lose customers? Or will you simply go out of business?
Mike Bonner is Vice President of Engineering and Mark Portelli is Chief Operating Officer at Technology at Saint Clair Systems. Please visit https://www.viscosity.com






























