


The cost of energy has dramatically increased in recent years, a break from its traditional patterns over the past few decades.
The rapid shift in these costs caused all industries to take measures aimed at energy savings wherever possible. These new behaviors are essential as these costs are unlikely to change in the foreseeable future.
Among all items in an industrial production process, pumping systems can be among the most “power hungry.” According to the Hydraulic Institute (USA), pumping systems account for nearly 20% of the world’s electrical energy demand. In these times of pricey and scarce energy, it is paramount to find different ways to reduce their power consumption.
Any industry that uses pumps can find energy savings by evaluating their equipment. This holds especially true for a pump-heavy industry: paint and coatings. Fundamentally consisting of pigments suspended in a liquid medium, paint and coatings have evolved from primitive substances like charcoal and berry juice to sophisticated compounds manufactured through high-tech processes.
Transformation Driven by New Coating Technologies
Over the past 25 years, the industry has seen a transformation driven by new coating technologies. These technologies replace traditional solvent-based formulations with eco-friendly alternatives such as water-based paints, low-VOC coatings and powder coatings. Innovations like nanotechnology and smart coatings further enhance performance and aesthetics, shaping a diverse and vital global market.
Today, paint and coatings play pivotal roles in various applications, including traffic markings, house coatings, automobile exteriors, and packaging materials. This evolution underscores a stark departure from primitive origins, demonstrating how technological advancements have propelled the industry into a realm where environmental consciousness, durability, and aesthetics converge for enhanced product offerings and widespread utility.
This whitepaper will examine the costs associated with a common pump technology – positive displacement (PD) –used in this industry and how one shines above the others as the most economical and energy efficient.
Life Cycle Cost of a Pump
 The typical cost breakdown for a positive displacement (PD) pump over its lifetime is as follows:
The typical cost breakdown for a positive displacement (PD) pump over its lifetime is as follows:
The initial costs (blue) are only paid once during the installation phase. These are minor costs associated with a pump’s total cost of ownership. The major costs are those shown in different shades of brown, which are paid during the life of the installation. Energy represents almost half of the total cost of ownership among total expenditures. Rising energy prices will cause that percentage to increase, impacting the overall cost of the pump’s total cost of ownership. There are mainly two areas to focus on to reduce energy consumption:
- The pump
- The installation
Focusing on these two areas, either when designing a new installation or improving an existing one, can, in some extreme cases, lead to energy consumption divided by three.
The Pump
 Pumping technologies absorbed power and global efficiency 66 GPM 6000 cstThere are several positive displacement pumping technologies available on the market. However, they are far from being equal in terms of energy consumption. In both cases above and in most others, it is the same pumping technology that appears to be the most economical: The Mouvex G-FLO Series seal-less eccentric disc pump.
Pumping technologies absorbed power and global efficiency 66 GPM 6000 cstThere are several positive displacement pumping technologies available on the market. However, they are far from being equal in terms of energy consumption. In both cases above and in most others, it is the same pumping technology that appears to be the most economical: The Mouvex G-FLO Series seal-less eccentric disc pump.
Why is this pumping technology considered energy efficient?
Single Shaft
Some pumping technologies are based on a two-shaft design with timing gears. Gears and more bearings generate extra friction on the power end (with parts rotating in lubricating oil) and the wet end (parts rotating in pumped product).
The Mouvex G-FLO pump has only one shaft, which rotates in clean oil inside double or triple bellows, isolating it from the pumped product. This minimizes friction, lessening the impact on its energy consumption.
No Rotating Parts In The Pumped Product
 The Mouvex G-FLO eccentric disc technology is based on two pumping parts: a static cylinder and a moving disc, which does not rotate but rather follows a circular translation around the cylinder.
The Mouvex G-FLO eccentric disc technology is based on two pumping parts: a static cylinder and a moving disc, which does not rotate but rather follows a circular translation around the cylinder.
The differential linear speed between the cylinder and disc is low and equal on every point of the disc. This “slow motion” requires less energy compared with pumps that have rotating parts, which function with high peripheric speed.
No Bushings In The Pumped Product
Some pumping technologies are based on a shaft held by bushings in the pumping chamber. Though manufactured in materials offering a low friction coefficient, these parts are still in a friction zone. As mentioned earlier, in the Mouvex G-FLO eccentric disc pump, the rotating shaft is not in contact with the pumped product but instead protected by multiple-layer stainless steel bellows. The only parts in contact with the product are the casing, bellows and the disc/cylinder set.
No Mechanical Seal
A mechanical seal is based on the friction between two rotating faces. These faces show a low friction coefficient but especially in a multiple seal arrangement (up to four mechanical seals on pumps with two shafts), extra energy is needed to overcome this. Additionally, a double mechanical seal requires a fluid barrier which itself generates energy consumption: fluid circulation, control, etc.
Seal-less solutions, such as magnetic drive, which do not have parts in friction, still require more power because of the strong magnetic fields needed for torque transmission.
The Mouvex G-FLO eccentric disc pump does not have any mechanical seal or magnets. Shaft tightness is provided by the bellows, linked to the pump casing on one side and to the disc on the other side. This solution does not generate any extra friction while providing total containment and lessening the need for frequent maintenance.
Lower Rotation Speed
In many cases, Mouvex eccentric disc pumps maintain lower shaft rotation speed for equal flow rate and differential pressure. In most applications, a Mouvex pump will have a rotation speed between one and two times lower compared with other technologies. A lower speed requires less energy and improves the durability of moving parts, such as bearings. Even with a lower speed, the Mouvex G-FLO pump can reach a flow rate up to 70 m3/h (308.2 gpm) and 10 bar (145 psi).
Performance in Paints & Coatings
Paints and coatings manufacturers must select pump technology that ensures product quality and energy efficiency. Some pumps can achieve product quality but falter with energy efficiency and vice versa. Eccentric disc pumps, such as the Mouvex G-FLO, offer performance attributes that ensure the best quality product while keeping energy costs down.
Unlike traditional pumps reliant on centrifugal force, eccentric disc pumps precisely displace a fixed amount of fluid per rotation, maintaining consistent flow rates regardless of pressure or viscosity fluctuations. This design not only ensures reliable performance with challenging fluids but also minimizes energy consumption by reducing internal friction and turbulence, thereby yielding noticeable energy savings for industrial production processes.
Installation
Piping Diameter
Many operators will look to save on costs by selecting smaller-diameter piping when possible. Smaller diameter piping is cheaper and does not need as much support as larger variants.
However, these are the typical costs of the “blue section” in the lifecycle cost graph: they are only paid once during the installation phase. But this parameter can have a huge influence on pumping installation power consumption, meaning the real expense will be paid over the lifetime of the installation.
Low-viscosity products will not have a negative effect on a smaller-diameter piping system. As viscosities rise, however, those smaller diameters will become problematic. Consider the graph to the right:
This example will look at the complete installation to show how important this parameter can be regarding energy consumption.
Let’s consider the installation below with the following parameters:
| Flow Rate: | 44 gpm |
| Viscosity | 500 cSt. |
| Suction Line: | |
| Piping Length: | 7 ft. |
| 2 Butterfly Valves | |
| Discharge Line | |
| Piping Length: | 130 ft. |
| 6 Elbows | |
| 2 Butterfly Valves | |
| 20 Ft. Lift |
If we build the installation with 1.5 in. piping, the resulting differential pressure on the pump ports will be 9.2 bar (133 psi). If the differential pressure is within the selected pump limits, the installation will operate without issues.
But let’s see what happens if we build the installation with 2 in. piping (only one standard pipe size above). Differential pressure drops down to 3.7 bar (54 psi).
Regarding energy consumption, the result on the pump’s absorbed power is telling:
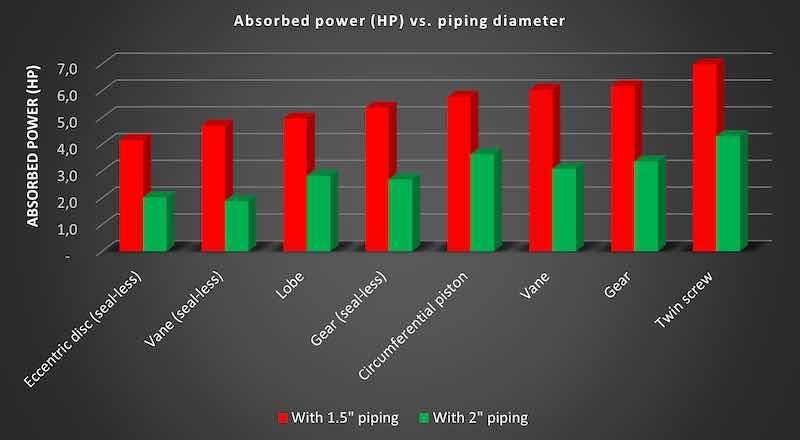
By selecting a slightly larger piping, power consumption and costs drop from 37% to more than 50%, depending on the selected pumping technology. By increasing the piping diameter and switching to a more energy-efficient pumping technology – like the Mouvex G-FLO eccentric disc pump – the difference becomes exponentially greater, dividing the energy consumption by three in some cases.
The next question is would we gain even more by enlarging the piping again? If we use 2.5 in. piping, differential pressure will decrease to 2.9 bar (42 psi), compared to 3.7 bar (54 psi) with 2 in. piping. This time, the delta is reduced and the absorbed power reduction is not as substantial; it comes close to zero on some pumping technologies.
The appropriate approach is to check friction losses and differential pressure results with different pipe sizes and see which one offers the strongest energy consumption reduction. In the example above, 2 in. piping is the most balanced choice between piping enlargement and building cost.
Piping Design
Another way to reduce energy consumption is by “streamlining” piping with as few elbows as possible and only strictly necessary ancillaries.
A simple example reveals this. Consider a piping section with the following possible designs:
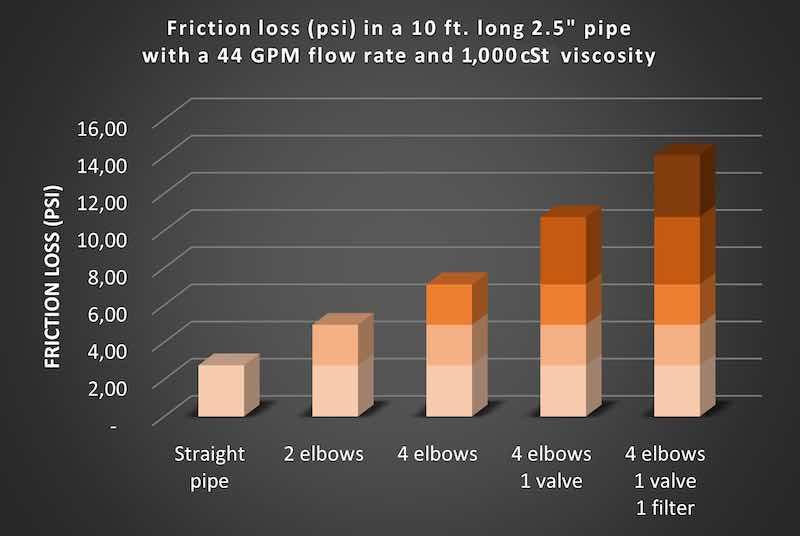
In this short section, depending on the design and ancillaries, the resulting friction loss can be multiplied by five. Naturally, more pressure means more energy consumption.
Piping Length
Longer piping on a pumping system will generate more friction loss, resulting in a higher pump operating differential pressure. With other equal parameters, the friction loss is proportional to piping length.
It is not always possible to shorten the piping on an existing site. But when designing a new one, this parameter should be considered. It will reduce the building and operating costs.
Conclusion
Lighting, heating or heavy manufacturing equipment are often targeted as the first items to reduce to obtain energy savings. Some operators do not consider the energy savings that are possible with pumping installations.
By selecting low-power consumption pumps like Mouvex combined with the proper design of new installations and the improvement of existing ones, operators can generate noticeable energy savings on industrial production processes.
Paul Cardon is the Product Manager for Mouvex and PSG. He can be reached at paul.cardon@psgdover.com. Visit psgdover.com





























