


Picklex, a proprietary formulation, is an alternative to conventional metal surface pretreatments and is claimed not to produce waste or lower production or performance.
 A laboratory program was designed to evaluate and compare the process in common, largescale, polluting surface finishing operations with conventional processes, using steel and aluminum panels, measuring product coating properties, process operability and costs. Twenty-one surface finishing combinations were tested under both “contaminated” and “non-contaminated” conditions with respect to finish adhesion, bending, impact, hardness and corrosion resistance. Results indicated that Picklex pretreated panels performed as well as panels that were conventionally pretreated, and with a simpler process. It was particularly acceptable for powder-coated steel or aluminum, but may not be applicable to certain metal plates. The results are interpreted in terms of the surface film produced by Picklex. A use rate of 133 m2/L (5,400 ft2/gal) was estimated. Picklex did not generate by-product waste solids, was effective at room temperature, used short processing times and was easy to use. A field study in an actual powder coating shop was conducted to validate the lab results. An engineering assessment indicated that there are cost advantages as well. This paper focuses on the field study.
A laboratory program was designed to evaluate and compare the process in common, largescale, polluting surface finishing operations with conventional processes, using steel and aluminum panels, measuring product coating properties, process operability and costs. Twenty-one surface finishing combinations were tested under both “contaminated” and “non-contaminated” conditions with respect to finish adhesion, bending, impact, hardness and corrosion resistance. Results indicated that Picklex pretreated panels performed as well as panels that were conventionally pretreated, and with a simpler process. It was particularly acceptable for powder-coated steel or aluminum, but may not be applicable to certain metal plates. The results are interpreted in terms of the surface film produced by Picklex. A use rate of 133 m2/L (5,400 ft2/gal) was estimated. Picklex did not generate by-product waste solids, was effective at room temperature, used short processing times and was easy to use. A field study in an actual powder coating shop was conducted to validate the lab results. An engineering assessment indicated that there are cost advantages as well. This paper focuses on the field study.
Editor's note: This article was prepared in 2003; please adjust costing appropriately.
Objectives
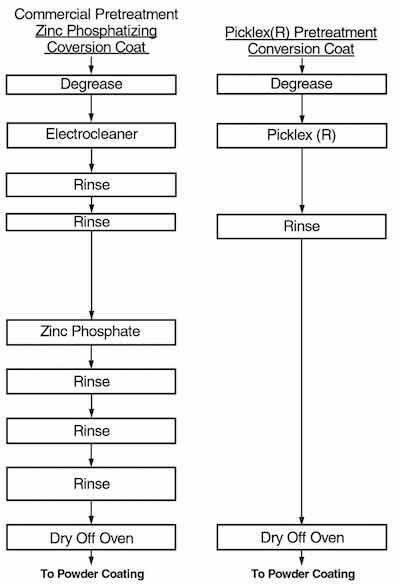 Fig. 1—Processes for commercial zinc phosphate and Picklex conversion coatings on steel.The overall objective of this study was to evaluate the ability of Picklex as a metal pretreatment or pretreatment/ conversion coat in finishing operations, which can be used to eliminate or reduce the amount of hazardous and toxic chemicals while maintaining equal or better product performance properties, with economic benefit for some processes and no significant economic penalty for other processes. Waste reduction would be accomplished through the elimination of processing steps, and hence, the waste stream volumes from these steps, especially those processes involving ventilation of warm or gassing solutions. These improvements are expected to decrease production costs. The cost of Picklex raw material would somewhat offset these savings. The Phase II objective was to evaluate applications for powder coating finishes on aluminum and steel through representative commercial field tests. The evaluation focused on technical performance and economics while validating the previous laboratory tests and environmental benefits.1
Fig. 1—Processes for commercial zinc phosphate and Picklex conversion coatings on steel.The overall objective of this study was to evaluate the ability of Picklex as a metal pretreatment or pretreatment/ conversion coat in finishing operations, which can be used to eliminate or reduce the amount of hazardous and toxic chemicals while maintaining equal or better product performance properties, with economic benefit for some processes and no significant economic penalty for other processes. Waste reduction would be accomplished through the elimination of processing steps, and hence, the waste stream volumes from these steps, especially those processes involving ventilation of warm or gassing solutions. These improvements are expected to decrease production costs. The cost of Picklex raw material would somewhat offset these savings. The Phase II objective was to evaluate applications for powder coating finishes on aluminum and steel through representative commercial field tests. The evaluation focused on technical performance and economics while validating the previous laboratory tests and environmental benefits.1
Background
Metal surface finishing is a major manufacturing industry consisting of thousands of production shops that provide weatherand wear-resistant and/or aesthetically pleasing manufactured products. The volume of hazardous/toxic waste streams produced from metal surface finishing operations is significant.2
It is common for product surfaces to undergo more than ten finishing steps that include degreasing and cleaning (for oil removal and de-scaling), etching, desmutting, pickling, plating and rinsing. The elimination of any of the surface processing steps is desired by manufacturers to reduce processing costs, waste production and energy consumption. With this objective in mind, a no-waste surface-finishing agent designed to provide a nearly one-step metal surface preparation operation for metal finishing operations would be of great benefit. In this study, Picklex provided metal surface cleaning, pickling, conversion coating and priming using a process simply consisting of degreasing, one dip-step (can also be sprayed), one rinse and then final processing.
Two other partners were involved in this project, particularly in the field testing phase. They were Mills Metal Finishing (Columbus, OH) and an anonymous manufacturing company, identified as Commercial Partner No. 1 in this report.
Pertinent Surface Finishing Processes Tested
Pretreatment processes prepare the surface of the basis metal for conversion coating and final finish (e.g., painting or metal plating). Pretreatment is a critical part of the surface-finishing process because it determines whether the subsequent layers will adhere, and the density of defects. Conversion coatings are performed immediately after the pretreatment operation to preserve the clean surface and to provide the transition “primer” layer between the basis metal and any top coats. Topcoats represent the final finish. The following were selected as representing unique surface finishing features: hard chromium, electroless nickel, zinc plate and powder coating.
Selection of Surface Finishing Test Systems
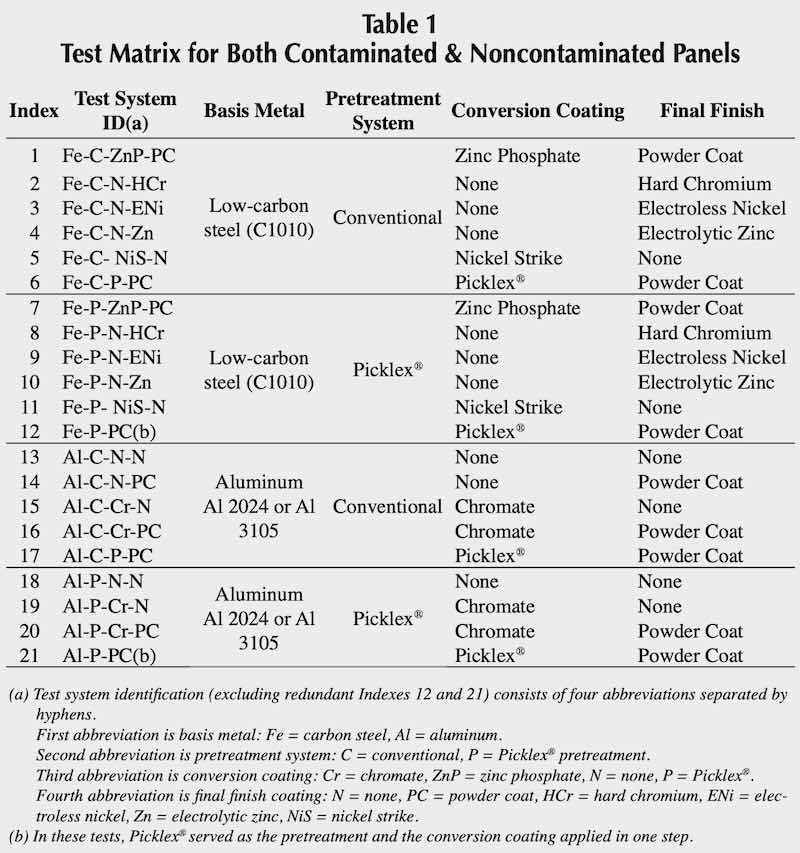
Twenty-one (21) surface-finishing test combinations were selected for the systematic side-by-side comparisons with Picklex. These systems were composed of the fundamental surface-finishing operations, each consisting of a series of individual process steps (Table 1). To obtain the Picklex (P) test system combination, the conventional process step(s) was simply removed and replaced with a Picklex dip and rinse. Full details of the specific test conditions and process flow schemes used in the bench scale testing are available.3
Phase I: Results and Discussion
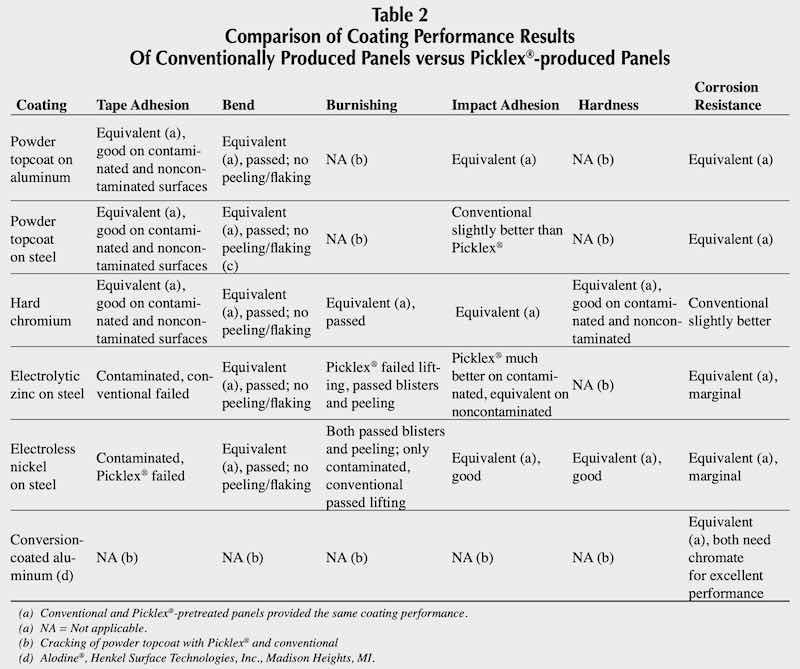
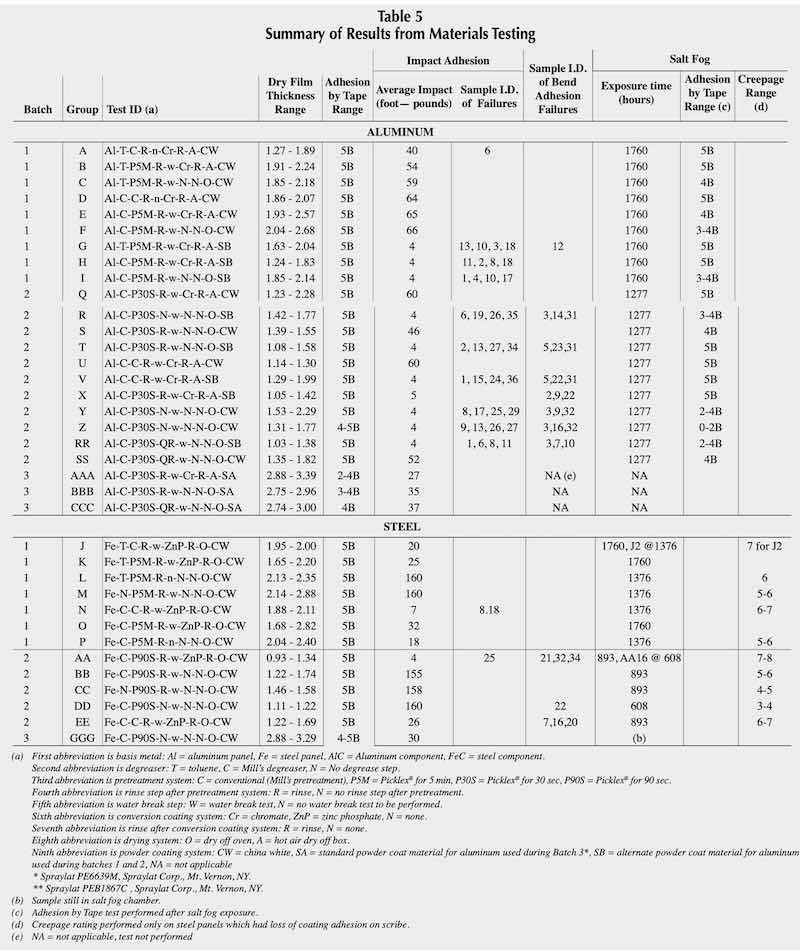
A general description of these test results is provided in Table 2. Specifics are available elsewhere.3 Coating performance test results include adhesion, bending, burnishing, hardness, impact and salt spray exposure. Table 2 summarizes the comparative test results between Picklex and the conventional processes. All of the tape adhesion tests for coated aluminum and steel passed at the highest level (5B), namely no paint removal from cross-hatched surfaces. Picklex offers an advantage over the conventional processes with respect to top coat adhesion because it provided equivalent mechanical strength with fewer and simpler steps as well as reducing waste production.
In the bend tests, no peeling or flaking was observed for all test systems. Therefore, Picklex passed the pretreatment screening test for powder top coats for 1010 low carbon steel with respect to the bend test.
Bend test results for hard chromium, electrolytic zinc and electroless nickel coatings on non-contaminated and contaminated steel substrates exhibited some degree of cracking, but only those coatings that could be lifted off using the standard tape were considered to have failed the test. Hard chromium passed the bend test for all pretreatment conditions. The only pretreatment condition that resulted in a bend test failure for electrolytic zinc was with conventionally-pretreated and contaminated steel substrates. We concluded that the contamination level was beyond what could be handled by the conventional pretreatment process. All the Picklex pretreated steel panels coated with electrolytic zinc passed this test, both noncontaminated and contaminated. It was a significant advantage that Picklex was able to handle this contamination without having to alter the process. Interestingly, corroded steel substrates using Picklex as a pretreatment passed the bend adhesion test for electroless nickel coatings, but the non-corroded panels did not. This result may reflect that Picklex can use surface corrosion conversion products in forming its pretreatment/conversion coat.4
Bath Exhaustion Test Results and Conclusions
Corroded steel panels were used for the Picklex bath exhaustion tests to provide an accelerated test. A total of 2,035 contaminated panels of 1010 low carbon steel with a surface area of 0.193 m2/ panel (39.4 m2 total) [0.208 ft2/panel (424 ft2 total)] were processed through 2.5 L (0.66 gal) Picklex (15.7 m2/L; 642 ft2/gal) over a one-month period. Powder coating properties were tested at regular intervals. The bath condition was also monitored with respect to pH, acid components and visible spectrophotometry.
Based on the UV/visible results, the Picklex bath was 78% active (22% depleted) after the equivalent of approximately 15.7 m2 of contaminated steel surface area per liter of Picklex (642 ft2/gal) was processed. The active ingredients in surface-finishing baths were not normally fully consumed since the rate of action would become too slow as the reagents became dilute. Using a linear extrapolation of the consumption of active ingredients to 50% would correspond to approximately 35.7 m2 of surface processed per liter (1450 ft2/gal) of bath. Using the measured conversion factor of 3.73 to convert from contaminated to non-contaminated panels gives an equivalent of 132.6 m2/L (5400 ft2/gal) processed.
Picklex Waste Disposal Assessment
Fresh, spent, and impurity-spiked spent Picklex samples were treated3 using the conventional pH 9 precipitation industrial waste water treatment method to produce samples for a waste disposal assessment. The waste solids were assessed for leachability. The treated water supernatants for discharge were also examined and found as most likely dischargeable. Actual discharge limits from industrial waste treatment plant operations are site-specific and are determined on a case-by-case basis with local, state and federal regulatory agencies. Hence, no exact classification of these potential waste solutions is possible until a specific location is known. All leachates passed with respect to 40 CFR 261.5 Therefore, Picklex did not appear to present unusual waste treatment issues. Note that the manufacturer claims that the solution, diluted by rinse waters, can be restored by adding a concentrate to the bath. In a separate study6 the exhausted Picklex was easily restored. Therefore, waste treatment may not be frequent or necessary in many processes.
Phase II: Field Testing
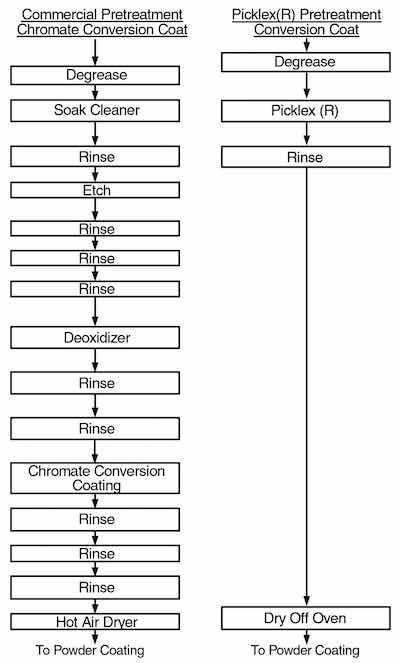 Fig. 2—Processes for commercial chromate and Picklex conversion coatings on aluminum.A broad laboratory evaluation of Picklex was studied during Phase I for many processes. Following this work, a focused field test for powder coating applications on aluminum and steel was undertaken.
Fig. 2—Processes for commercial chromate and Picklex conversion coatings on aluminum.A broad laboratory evaluation of Picklex was studied during Phase I for many processes. Following this work, a focused field test for powder coating applications on aluminum and steel was undertaken.
A total of 41 different combinations of substrate, degreaser, pretreatment, conversion coat and powder coat were tested. Only non-contaminated panels and components, without corrosion products, were used. Grade 3105 Aluminum and 1010 low carbon steel panels were used. Aluminum die cast alloy and malleable iron casting components were also processed.
Three batches of panels and/or components were processed at Mills Metal Finishing. The first batch included steel and aluminum panels and served as a process validation in transition from the laboratory to an industrial setting. The second batch included commercial components and panels. The third batch included both components and panels and focused on using a standard powder coat material*** used by Commercial Partner No. 1 on the aluminum components for production use. The coatings were evaluated by a matrix of tests including adhesion, bend adhesion, impact adhesion, hardness and corrosion resistance.
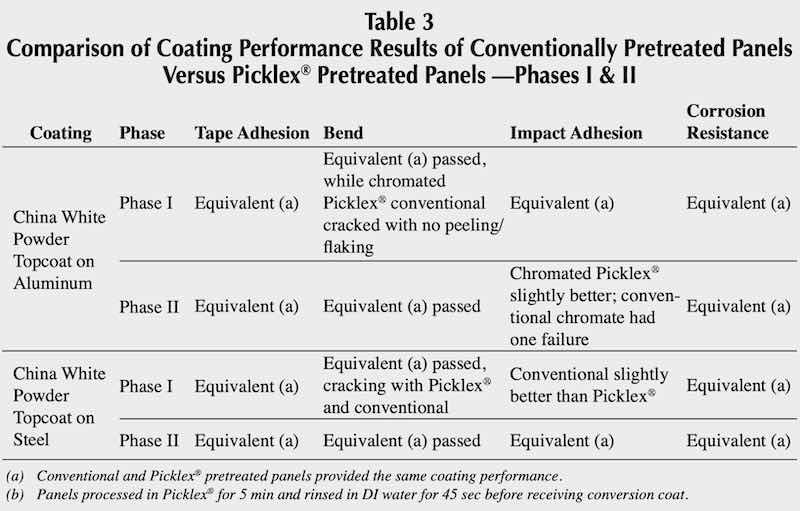
The field testing replicated the results of the laboratory processes. Field testing showed slightly better results for Picklex than conventional surface-finishing processes for bend and impact adhesion. In general, Table 3 compares results between the two phases for conventionally pretreated panels versus Picklex pretreated panels.
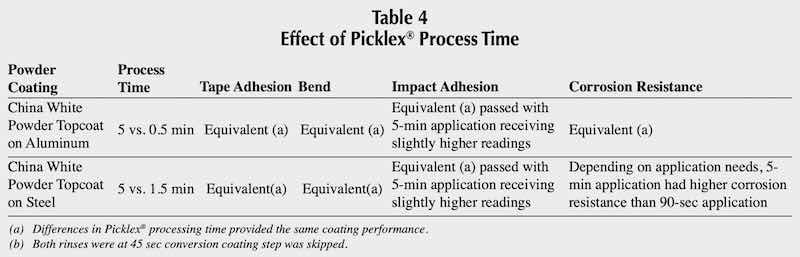
During Phase II, the immersion time was reduced from 5 minutes to 30 seconds for aluminum and from 5 minutes to 90 seconds for steel (Table 4). Depending on the corrosion resistance needed for the application, shorter Picklex immersion times might be acceptable. The corrosion resistance on aluminum was equivalent for all other test parameters.
Surface Finishing Procedures
Three different degreasing conditions were used for the field testing. Certain panels in Batch No. 1 were degreased with toluene at Battelle before processing further to replicate the Phase I laboratory test results. At Mills, certain panels were degreased**** and certain other sets of panels were not degreased
Two pretreatment systems were used for each type of material: commercial pretreatment and Picklex pretreatment. For aluminum, the pretreatment consisted of Mills’ normal process line: soak cleaner, two rinses, etch, two rinses, deoxidizer and two rinses. For steel, each commercial pretreatment consisted of Mills’ normal process line, a cleaner and then a series of rinses. For Picklex pretreatment, Picklex was used for a specified time and then one rinse was performed at a specified time if at all as per the test sequence. In both cases a conversion coat was followed unless this step was skipped and the Picklex also served as the conversion coat. The two commercial conversion coatings which were reviewed during field testing were chromate for aluminum and zinc phosphate for steel. Figure 1 illustrates the reduction of process steps with Picklex.
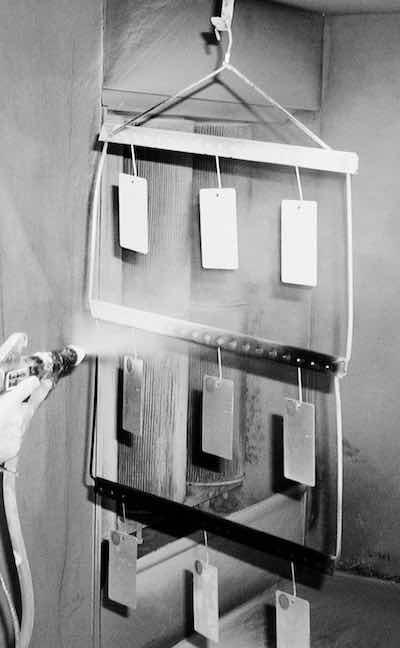 Fig. 3—Powder coating operation.
Fig. 3—Powder coating operation.
Technical Performance
This section summarizes the technical performance evaluation by the various coating performance parameters and addresses the economic and overall feasibility issues in engineering assessment.
Test System Designation
Each test system was identified by a combination of nine abbreviations that referenced the substrate material, the degreaser, the pretreatment system, the rinse after pretreatment, the water break test, the conversion coating, the rinse after conversion coating, the dryer and the powder coat material. The abbreviation code used in the report is shown in Table 5.
Tape adhesion
Adhesion by tape was determined by ASTM D 3359. Table 5 lists the adhesion by tape ranges for each group of panels.
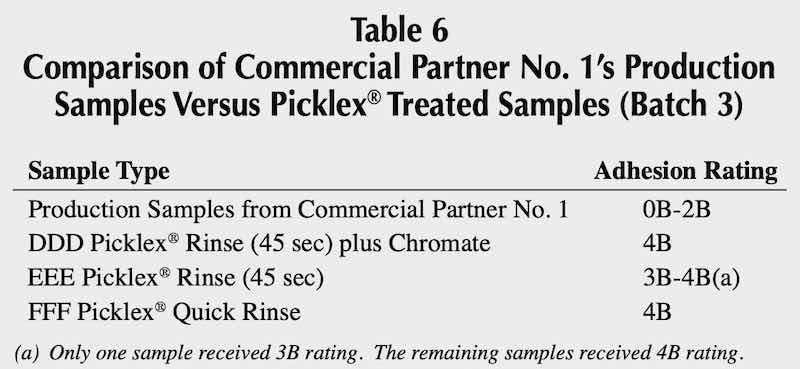
Superior results were obtained when comparing adhesion of Commercial Partner No. 1’s production parts versus the Picklex processed parts. Commercial Partner No. 1 provided twelve aluminum components for Batch No. 3 testing to be processed with Picklex, and finished with their standard powder coat material for aluminum. Upon receipt of the processed components, Commercial Partner No. 1 determined the paint thickness and adhesion by tape using ASTM D 3359. Table 6 shows the tape adhesion results. Tape adhesion was superior for all three variations using Picklex consumption, make-up and waste disposal rates that need to be verified during the technology development to produce a comprehensive evaluation.
Design Basis
A standard 1892-L (500-gal) tank was used for all process steps to accommodate an assumed size workpiece. This simplified the preliminary design assessment and economics while recognizing that some operations may require different capacities and production rates to be addressed in subsequent iterations of the Engineering Assessment.
The following assumptions were used in this evaluation:
1. Metal surface treatment shop operates 8 hours per day and 5 days per week for 2,080 hours per year.
2. The use of Picklex does not require changing the composition or operation of the plating bath(s) or subsequent surface finishing operations.
3. Comparable product quality is achieved with each comparison of conventional processing and the Picklex alternative process.
4. The following chemical costs are used:
- Hydrochloric acid, 37% HCl, $72/ton.
- Sodium hydroxide, USP pellets, $1.70/lb.
- Proprietary aluminum cleaner†, as used, $10/gal.
- Chromate conversion coating, $10/gal.
- Picklex as used, $40/gal.
5. The chemical consumption and make-up rates are as follows:
- Alkali cleaner is replaced every 6 months (2,500 lb NaOH/yr)
- Picklex is replaced every 12 months (500 gal/yr)
- Pickling solution is replaced every 6 months (10,000 lb HCl/yr)
- Rust remover is replaced every 6 months (10,000 lb/yr)
- Aluminum cleaner is replaced every 6 months (1,000 gal/yr).
6. Use of Picklex solution can replace both the alkali cleaning and the chromate conversion coating in the surface preparation of aluminum for powder coating applications.
7. Waste disposal cost of replacing the chemical baths to averages $0.50/lb.
8. Only one operator is needed for each line.
9. Operator’s wage is $20/h.
10.Workload is consistent throughout the year.
Chromate Conversion Coating on Aluminum
Figure 2 illustrates the sequential process steps for both conventional chromate conversion coating on aluminum and the alternative Picklex process. As shown, the use of Picklex (AlP-R-N-N-PC) replaces both the pretreatment (alkali cleaning, two rinse steps, etch, three rinse steps, deoxidizer, two rinse steps) and chromate conversion coating (chromate conversion coat and three rinse steps).
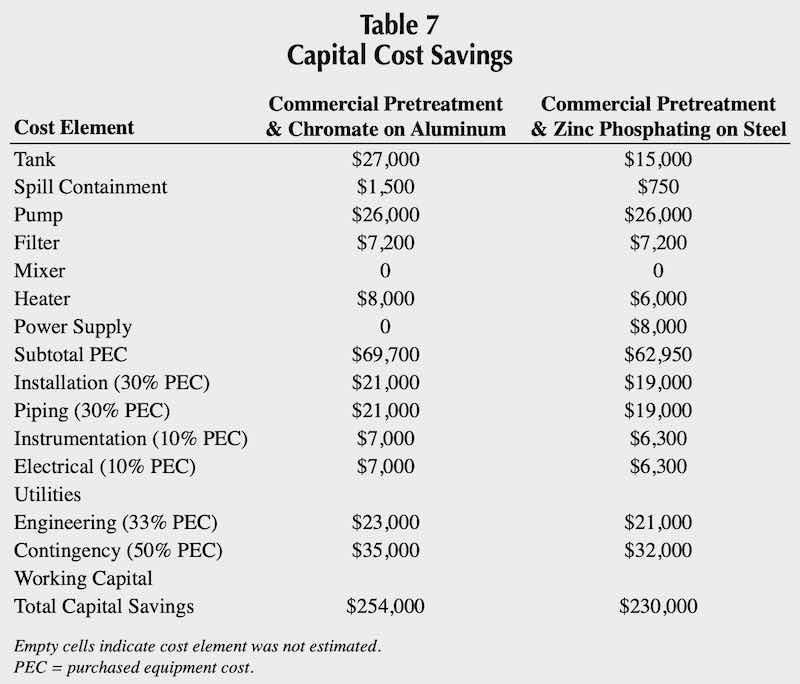
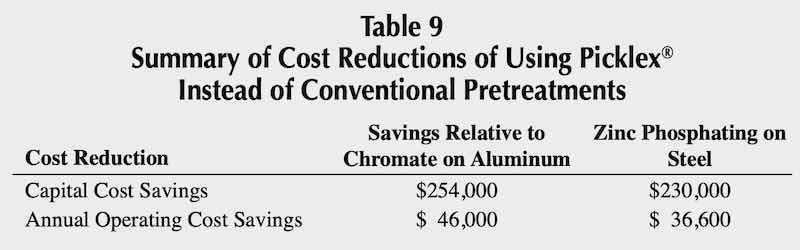
The revised capital cost savings associated with eliminating these process steps and associated equipment are estimated to be $254,000 because of the decreased number of process steps. Using the same factored cost estimate of Phase I that includes piping, installation, electrical, instrumentation and controls, utilities and other services the cost savings was calculated. Table 7 provides detailed cost elements that were estimated in the engineering assessment.
Additional savings are not included for incremental cost of building/floor space, water treatment and ventilation. These additional savings could be significant for a new facility (Greenfield site) or a total facility refurbishment that included these ancillary components, especially if the freed-up space enabled additional production capacity to be brought on line. Also, since this study the price of Picklex has dropped.
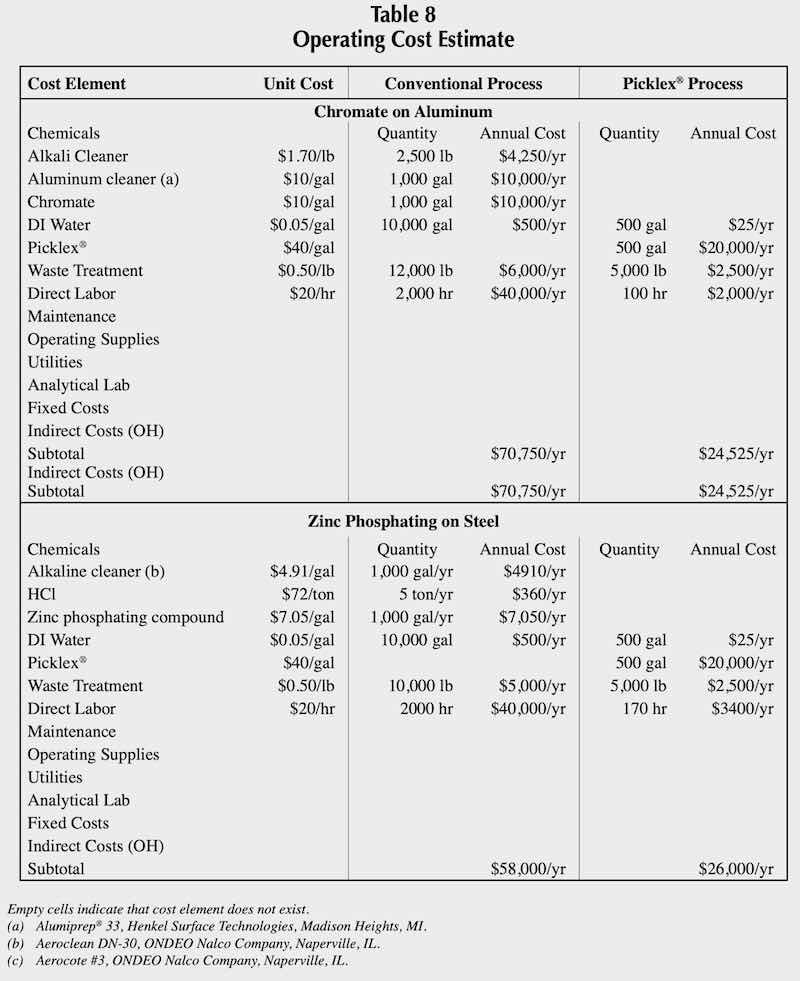
Overall, the operating costs for conventional pretreatment of aluminum are $46,000 higher than the alternative Picklex process. Table 8 presents the estimated operating cost savings, including the direct labor costs based on the process time needed at Mills. The assumptions included only one operator at an hourly wage is
$20, with the workload consistent throughout the year. The process time not including degreasing, drying and powder coating (times are the same for both commercial and Picklex processes) is 20 minutes for pretreatment and chromate conversion coating on aluminum and one minute for processing with Picklex as the pretreatment and conversion coat. The chemical costs remained the same as Phase I. Consistent with Phase I, both conversion coating processes would have the same powder top coating operations and costs compared to production samples from Commercial Partner No. 1. Further testing is recommended to validate these results on a production scale.
Pencil Hardness
ASTM D3363 (Standard Test Method for Film Hardness by Pencil Test) describes a procedure for rapid, inexpensive determination of the film hardness of an organic coating on a substrate. It was used here as a quality control check much like a dry film thickness test. The powder coatings used in this study were in the hardness range of HB to 3H with no discernable difference from substrate to substrate or scenario to scenario.
Impact
Impact testing was another way to evaluate adhesion. The field testing replicated the laboratory tests. Phase II achieved additional promising results for both aluminum and steel. For aluminum, Phase I showed that impact adhesion between conventionally pretreated panels and Picklex pretreated panels was equivalent. Table 5 shows the average impact results for each group and the panels which failed impact adhesion. Group A had one failure, A6, showing that Picklex pretreated panels had slightly higher impact resistance than conventionally pretreated panels for aluminum. Impact resistance results showed that Picklex can at least serve as a mild degreaser for steel, comparing group BB’s average of 155 to group CC’s similar average of 158 (both groups are defined in adhesion by tape section). Also, the comparison between groups F and S for aluminum and M and BB for steel show that the results are consistent.
Certain groups of aluminum panels from Batch No. 1 and 2 failed the impact adhesion test at 5.42 J (4.0 ft-lbs). All of the groups that were powder-coated with another powder coat material for aluminum**** failed the test except for Group X which received very low passing results. These results suggest that the powder coat material and not the pretreatment or conversion coating caused the failures. Further, Groups Y and Z, which did not receive a rinse after Picklex failed the impact adhesion test at 5.42 J (4.0 ft-lbs). These results show that at least a quick rinse is needed after processing in Picklex.
Bend
The mandrel bend test was another way to evaluate adhesion. Results for bend tests for Batch Nos. 1, 2, and 3 are listed in Table 5. In Phase II, pretreatment rather than top coating was being investigated. Therefore, ASTM D 522 was modified with respect to the definition of pass/ fail. In this study, visible cracking was not a “fail” unless coating was removed by pressure-sensitive tape at the cracking site. Failure was defined as loss of coating adhesion.
Corrosion
Corrosion testing used exposure in a salt fog chamber following ASTM B 117 (Standard Practice for Operating Salt Spray Apparatus). Powder coated panels were scribed with an X, protected by tape on the edges and exposed in a standard salt spray cabinet for periods up to 1760h. All panels were inspected at 200h for signs of corrosion and returned to the salt spray cabinet for continued exposure. Table 5 shows the results. The length of salt fog exposure was determined by time of processing and project end date. Batch No. 1 test panels were observed to 1760h. Batch No. 2 test panels were observed to 1277h, while those for Batch No. 3 were observed to 144h. The failure point was defined for this study as loss of adhesion. Pressure-sensitive tape was placed over the scribed area on the dried panel and removed. If coating was removed with the tape, the panel failed.
Aluminum panels from Batch Nos. 1, 2, and 3 did not display loss of adhesion due to corrosion within the time frame of this study (1760h). More recent tests7 showed no corrosion up to 2800h with a goal of 4000h. Steel panels from Batch No. 1 did not show loss of adhesion until 1376h. This compares with similar panels from Batch No. 2, which showed loss of adhesion by 608h.
In comparing groups A versus B and J versus K (all groups from Batch No. 1), we found that the salt fog results show that the laboratory process test results were verified in the field. During Phase I and II, equivalent corrosion resistance was noted when comparing commercially pretreated panels versus Picklex pretreated panels.
Engineering Assessment
The objective of this assessment was to evaluate a preliminary engineering design and its economics to guide subsequent development and potential commercial implementation. Both capital and operating costs were estimated as incremental costs relative to the conventional processes. The capital cost estimates were based on orders of magnitude and include 50% contingency because of the limited design detail available and the uncertainties of a general evaluation as opposed to site and application specific. Based on the commercial operation information obtained at Mills, the engineering assessment was revised to include commercial practice and potential labor savings. Several assumptions were included about
Zinc Phosphating on Steel
Figure 1 illustrates the process steps for both conventional zinc phosphating on steel and the Picklex process. Picklex replaces the pretreatment (electrocleaner and one rinse step) and conversion coating (conversion coat and three rinses).
The capital cost savings, shown in Table 7 is estimated to be $230,000 using the same factored cost estimate as Phase I which includes piping, installation, electrical, instrumentation and controls, utilities and other services. The revised capital cost savings results from the reduced number of steps between Mills’ process and the Picklex alternative. As previously stated, additional savings are not included for the incremental cost of building/floor space, water treatment, and ventilation.
The operating cost savings, presented in Table 8 include the direct labor costs. Using the assumptions described in the chromate
conversion cost estimate, the direct labor costs for using zinc phosphate are $36,600 higher than using Picklex. The estimated time for processing one load through the zinc phosphate line is 25 minutes compared to the 2-min process time for Picklex with steel.
Results and Discussion
Several qualitative processing advantages of Picklex were found during Phase I, which include adequate draining time, easy agitation and slow evaporation rate. An extended bath use period test was performed during Phase I, which showed that the bath did not form solids with use, and that Picklex operates at ambient temperature. These advantages of Picklex were confirmed during Phase II.
The field testing at Mills showed that the use of Picklex reduced the number of process steps considerably compared to commercial processes. The optimum Picklex process for aluminum and steel that receives a powder coat finish (Fig. 3) may consist of degreasing, Picklex immersion dip (30 sec for aluminum and 90 sec for steel) and a quick rinse step (in and out). The processed parts may then be dried and powder coated. The commercial processes for both pretreatment and chromate conversion coating for aluminum and pretreatment and zinc phosphate conversion coat on steel include many more process steps (11 more steps for aluminum and five more steps for steel).
A disadvantage of Picklex is that the near term unit cost is $40/gal. However, the remaining operating and capital cost savings may offset the difference in chemical costs. Picklex also has a slow evaporation rate and high tolerance to contamination and so does not need to be replaced on a regular basis.
The revised engineering assessment showed the economic impact of using Picklex as a replacement for chromate conversion coating and zinc phosphating. Both the capital cost savings and the annual operating cost savings are summarized in Table 9.
Recommendations
Steel and aluminum components were evaluated during Phase II. The Picklex treated aluminum components provided improved adhesion over the current production technique. Based on the positive test results, an application specific field test on aluminum components is recommended.
Acknowledgments
EPA and Battelle would like to thank Brian Mills, Vice President of Operations at Mills Metal Finishing, personally, and Mills Metal Finishing corporately for their cooperation and assistance during the field testing as well as communications throughout the process. We also acknowledge the valuable contributions by an anonymous manufacturing company who is identified as Commercial Partner No. 1 in this report. They provided commercial components, powder coat resin and their test results and evaluation.
References
1. Battelle, Picklex Field Test Plan, prepared for U.S. EPA’s NRMRL, Battelle, Columbus, OH, June 5, 2000.
2. United States Environmental Protection Agency, Toxic Release Inventory (TRI) Release Data for Fabricated Metals Facilities (S34), U.S. EPA, Cincinnati, OH, 1995.
3. D. Ferguson, A. Chen, B. Hindin & B. Monzyk, “Use of Picklex as a Cost Effective Metal Treatment,” Report on Contract No. 68-C7-0008 to Battelle, U.S. EPA, Cincinnati, OH, 2000.
4. S. Carpenter, Metal Finishing, 97, 56 (September 1999).
5. U.S. EPA, Update of 1995 document, Title 40: Environmental Protection Code of Federal Regulations, U. S. EPA, Cincinnati, OH, 1999 (available at: www.epa.gov/docs/epacfr40/chapt-I.info/subch-I/40P0261.pdf.)
6. D. Ferguson, “Addendum To Use Of PicklexAs A Cost-Effective Metal Treatment: Rejuvenation Of Exhausted Picklex Bath,” Draft Report From Battelle to EPA, Battelle, Columbus, OH, 2002.
7. D. Ferguson, U.S. EPA In House Studies – Logbook for saltfog chamber (2002).
About the Authors
T. David Ferguson, CEF, is a senior engineer in EPA’s Office of Research and Development, National Risk Management Research Laboratory, Cincinnati, OH. He has more than 25 years’ experience conducting environmental engineering research at EPA. Ferguson is the author of the “Use of Fume Suppressants in Hard Chromium Baths–Quality Testing” and “Use of Fume Suppressants in Hard Chromium Baths–Emission Testing,” and co-author of the Capsule Report “Nickel Plating Emission Issues/ Control Technologies and Management Practices.” He has been instrumental in coordinating EPA research and development with AESF, NAMF and other metal finishing and plating organizations. Dr. Bruce Monzyk is affiliated with Battelle, in Columbus, Ohio.
For additional information, visit https://picklex20.com





























