


Hubbard-Hall has implemented a new tool to help its customers in their surface finishing operations.
 Connor CalaisThe company has added a Keyence VHX microscope, which features magnifications ranging from 20x to 2500x, making it easy to view, capture, and measure surfaces.
Connor CalaisThe company has added a Keyence VHX microscope, which features magnifications ranging from 20x to 2500x, making it easy to view, capture, and measure surfaces.
The system features a 12-megapixel camera with a revolving turret, allowing inspection of areas of interest in greater detail without changing lenses or moving to an entirely different microscope.
Four Microscopes Combined Into One
The Keyence microscope was designed around four combined microscopes and features capabilities from a stereoscopic, metallurgical/ compound/ scanning electron, and measuring microscope.
Connor Callais, a Hubbard-Hall Product Manager, says the tool is beneficial because it helps finishers understand their substrates and any ensuing finishing layers.
 A closer look at a copper mesh coating at 1500x. ”A lot of what we do in the finishing industry has to deal with changing the surface of a metal part,” he says. “Sometimes we can see things visually just by looking at it. However, we often try to modify or change that surface at a small scale that you can't necessarily see.”
A closer look at a copper mesh coating at 1500x. ”A lot of what we do in the finishing industry has to deal with changing the surface of a metal part,” he says. “Sometimes we can see things visually just by looking at it. However, we often try to modify or change that surface at a small scale that you can't necessarily see.”
Callais says the microscope allows Hubbard-Hall’s technical team to visually confirm what they are trying to do with a substrate and a finish. For example, if they apply a phosphate coating to a part, they can see how the material has been transformed.
“You can look at it with your bare eyes, and it may look okay, but you're not going to get a true idea of whether or not it was done correctly or if you had any voids,” he says. “Unless you can look at that surface under really high magnification, you may be unable to tell.”
Pinpoint and Define Potential Errors
Similarly, Callais says Hubbard-Hall can use it to pinpoint and define potential errors or marks on the part that they wouldn't necessarily be able to see by normal observation.
“This can help us troubleshoot issues once a coating has been applied,” he says.
Recently, a Hubbard-Hall co-worker sent Callais a part made of copper mesh to see if oxide residuals were still on the surface.
They started with 100x magnification and then increased it to 1,500x. They could see black spots on the part they could not see previously.
“You couldn't tell just by looking at it,” Callais says. “But when we put it under the microscope at super-high magnification, we got a much better idea of what we were looking at, and we did see some residuals.”
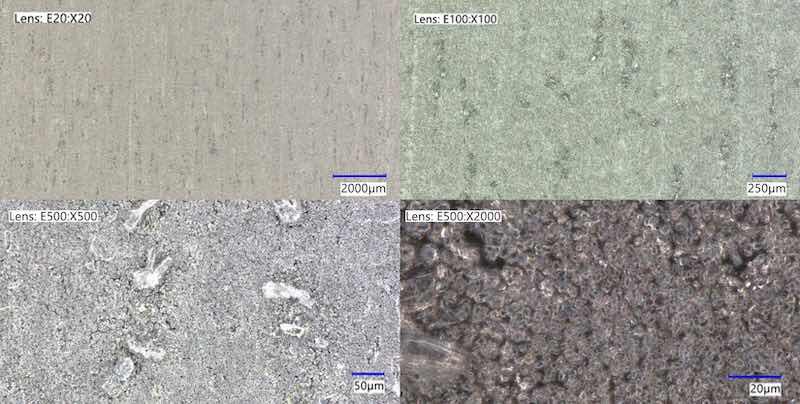 A look at a part surface at different magnifications.
A look at a part surface at different magnifications.
3D Look at Substrate with Color Variations
The device provides a 3D look at the substrate with color variations to help determine what areas were coated properly and which were not. The different shades of greens and blues on the images can give the Hubbard-Hall team an idea of how effectively the coating process was occurring on the part through the imaging feature.
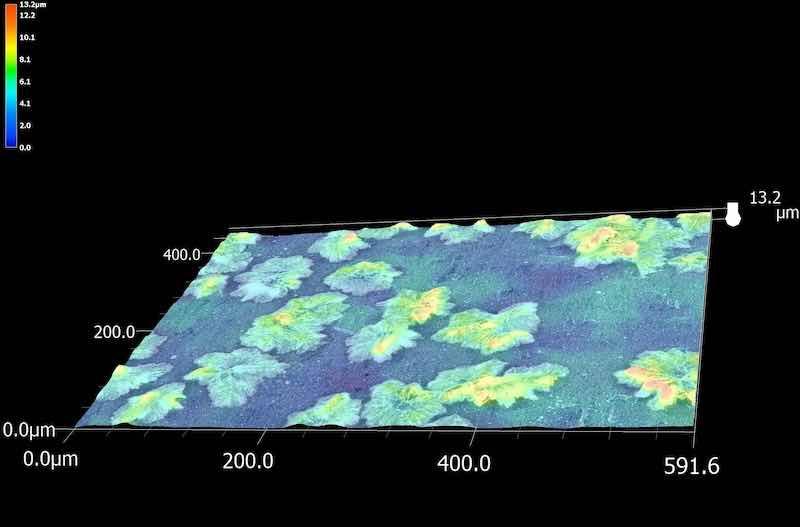 “The lighter green areas were a phosphate coding that another supplier had put down on the surface,” Callais says. “But in the areas where it's a lot flatter, we got more blue, which is all the bare surface. That’s when we realized the coating was not covering the part.”
“The lighter green areas were a phosphate coding that another supplier had put down on the surface,” Callais says. “But in the areas where it's a lot flatter, we got more blue, which is all the bare surface. That’s when we realized the coating was not covering the part.”
After running parts through Hubbard-Hall’s South Carolina lab with their processes and products, they looked at the parts with the same magnification and realized they had obtained a much better layer.
“We sent this to our customers and showed them what our product looks like on their part,” Callais says. “We zoomed in to 100x to see the crystals, and going in at 500x, you can start to see these individual crystals. And at 2,000 times magnification, you can see the individual little zinc phosphates, which was about 20 micrometers.”
Twenty micrometers equals about 1,000th of an inch, so the detail was extremely sharp to see what was occurring at nano levels.
“When we ran the parts that a competitor was testing for them, we clearly say that they had numerous blank areas where there was no product on it, and it simply wasn’t working,” Callais says.
Hubbard-Hall helped the customer switch to one of their products, which showed much better coverage from the coating when tested under the microscope.
Fixing the Problem of Black Oxide Over PVD
 In another example, Callais says they were looking at a part for a customer putting black oxide over a PVD coating. The customer wanted to ensure the black oxide didn't interfere with the PVD coating.
In another example, Callais says they were looking at a part for a customer putting black oxide over a PVD coating. The customer wanted to ensure the black oxide didn't interfere with the PVD coating.
“The customer had a powdered metal part, and it continued to react longer than all the other parts,” he says. “They wanted us to confirm if they had a complete coating or if the continued reaction was just due to the powdered metal having the chemistry down within the pores of the part.”
With the microscope system, Hubbard-Hall was able to help the customer better understand what was going on during and after the coating process.
“We were able to provide evidence of how the surface of that part changes after using chemistry,” Callais says.
Visit www.HubbardHall.com





























