




The threaded fastener industry is an important one for the finishing sector.
 Fasteners play an essential role in current assembly processes and, as such, are subject to stringent specifications. Within this industry, the biggest market share is held by the automotive industry, but a significant share is also present in aerospace, industrial machinery, construction, etc. All these industries have very different approaches and needs which result in many engineering specifications.
Fasteners play an essential role in current assembly processes and, as such, are subject to stringent specifications. Within this industry, the biggest market share is held by the automotive industry, but a significant share is also present in aerospace, industrial machinery, construction, etc. All these industries have very different approaches and needs which result in many engineering specifications.
Within our finishing industry, applicators and chemical suppliers alike often face the question of what type of coating to use to fulfill several specifications at once. When talking about electroplating, it is very common that barrel plating lines have limited space and can only process fasteners through a small combination of dipping processes to obtain the desired properties. There are properties that are easy to understand and hence select the correct processes such as thickness, corrosion performance, color/aesthetics, and adhesion. While these are easy to understand and conceptualize, they still require thoughtful design and thorough process control to achieve them consistently.
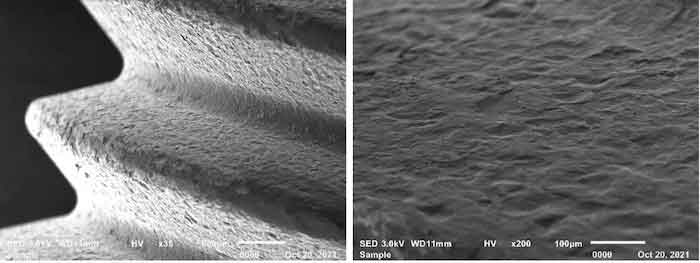 Pavco will feature Juan (Jenny) Ma at SurFin 2022 in Rosemont, Illinois with a conference titled “Role of Each Layer of the Bolt Coating on the K Factor of Zinc-plated Blots” where she will explain the relationship of the different layers of the coating in the bolted joint through experimentation and statistical analysis. A significant portion of this presentation features Scanning Electron Microscopy images.
Pavco will feature Juan (Jenny) Ma at SurFin 2022 in Rosemont, Illinois with a conference titled “Role of Each Layer of the Bolt Coating on the K Factor of Zinc-plated Blots” where she will explain the relationship of the different layers of the coating in the bolted joint through experimentation and statistical analysis. A significant portion of this presentation features Scanning Electron Microscopy images.
Another property we often come across is a torque requirement (also expressed as the K factor or Coefficient of Friction). This property is not as easy to understand as the others because there is much more to this number than meets the eye. Electroplated fasteners with the coefficient of friction requirements are often processed using zinc or zinc alloy electrolytes. Multilayer approaches are the most common way to achieve performance, and it is essential to think about the way these layers interact with one another to deliver certain properties to the finished good. Focusing only on the sealer or topcoat to achieve a certain torque requirement is not the right thing to do, as the structure of the electroplated coating will differ greatly between zinc and zinc-nickel, for example. The role of the passivate is important as well. Some passivates are more receptive to topcoats/sealers than others. Ultimately the topcoat and sealer choice and the way they are applied is the most significant aspect, but keep in mind it is not the only one.
 OEM specifications in several industries differ greatly on the type of testing that needs to be performed to obtain a certain K factor. It is extremely important to consider that the parameters within the testing will also yield significant variation in K factors. As an example, some testing requires that the assembly is performed on the torque measuring instrument factor in a plated threaded fastener, plated nut, and plated washer. Some others require that a portion of this assembly be un-plated. Some tests go even further and require tightening, untightening, and then another round of tightening. These variations add to the complexity of the ultimate choice of process steps and type of chemical products needed to fulfill several specifications at once.
OEM specifications in several industries differ greatly on the type of testing that needs to be performed to obtain a certain K factor. It is extremely important to consider that the parameters within the testing will also yield significant variation in K factors. As an example, some testing requires that the assembly is performed on the torque measuring instrument factor in a plated threaded fastener, plated nut, and plated washer. Some others require that a portion of this assembly be un-plated. Some tests go even further and require tightening, untightening, and then another round of tightening. These variations add to the complexity of the ultimate choice of process steps and type of chemical products needed to fulfill several specifications at once.
As previously noted, the single most impactful choice when looking to meet a coefficient of friction specification will be the sealer or topcoat used for such a process. The type of plating process would also be important to consider since the inherent coefficient of friction of a Zn-plated surface is significantly lower than a ZnNi-plated surface. This means that a topcoat that achieves a CoF number required by a specification might not offer enough lubricity on a ZnNi finish to reach the required CoF range.
Pavco will feature Juan (Jenny) Ma at SurFin 2022 in Rosemont, Illinois, with a conference titled “Role of Each Layer of the Bolt Coating on the K Factor of Zinc-plated Bolts,” where she will explain the relationship of the different layers of the coating in the bolted joint through experimentation and statistical analysis. A significant portion of this presentation features Scanning Electron Microscopy images. If threaded fasteners are on your radar, you won’t want to miss this presentation.
Pavco’s commitment to this industry propels us to understand these nuances and help our clients navigate through them and collectively choose the best alternative. If you have interest in learning more about coefficient of friction and other surface finishing considerations for threaded fasteners, please come back to the May digital edition of Finishing and Coating for a follow-up on this editorial. You can also follow them on LinkedIn and send them an email.






























