




XRF is an analysis tool that has been a mainstay of quality labs for decades.
 Zach DismukesIt is based on the concept that individual atoms, when excited by an external energy source, emit X-ray photons of a specific wavelength. By counting the photons of energy emitted from a sample, the sample’s various elements can be quantified.
Zach DismukesIt is based on the concept that individual atoms, when excited by an external energy source, emit X-ray photons of a specific wavelength. By counting the photons of energy emitted from a sample, the sample’s various elements can be quantified.
XRF systems measure every element on the periodic chart, from aluminum through uranium – atomic numbers 13 through 92. They can also measure single and multi-layered plating process applications such as those shown on Figure 1. This capability is particularly relevant for elite processes such as ENEPIG, which is used for manufacturing PCBs and electronics, and for the manufacture of automotive interior parts and semiconductors.
Identifying Various Elements Present
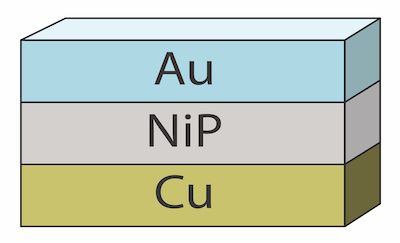 Figure 1: Multi-layered processesAdvanced XRF systems can quickly and simultaneously identify the various elements present in alloys, too — and they measure within — a broad thickness range: approximately 1 nanometer to 100 micrometers, depending on the elements involved.
Figure 1: Multi-layered processesAdvanced XRF systems can quickly and simultaneously identify the various elements present in alloys, too — and they measure within — a broad thickness range: approximately 1 nanometer to 100 micrometers, depending on the elements involved.
The tasks they’re unable to do include measuring organics, plastics, non-metallic coatings, anodized parts, very thick coatings, hard chrome, metallized coatings, and paints, with the exception of anti-fouling marine coatings, and a few others.
XRFs can’t determine valency or molecular make-up; they can’t differentiate Cr +6 from Cr +3, and they can’t distinguish the source of the same elements, i.e. copper plating on brass.
Advanced benchtop XRF systems are, however ideally suited to the measurement of conversion coatings’ thin layers. Zinc and manganese phosphates, chromates, titanium, zirconium, and vanadium are all precisely measurable with XRF. Also, as the latest push for hex chrome alternatives gains steam, the compounds now under development and those we’ve seen in beta test are also compatible with XRF measurement.
Considerations for Applicability of XRF
Here are three considerations regarding the applicability of XRF.
- Conversion coatings are typically colorless, making visual inspection impossible.
- For XRF to work, coatings must contain a metal element.
- The rival methods of thickness measurement, such as cross-sectioning parts and SEM analysis, are destructive; XRF is not only non-destructive, but sample prep is simple, and testing can be accomplished by operators at all skill levels.
That said, there are challenges inherent in optimizing thickness measurement for conversion coatings. As mentioned, coatings are thin and have only partial metal content. So, the XRF detector must be highly sensitive, the X-ray tube must be optimized for efficient excitation, and the x-ray spot size must be adequate, (as in “the larger, the better”).
Also, some alloy substrates contain the same elements as the conversion coating, so base correction is needed to exclude elemental signals originating with the substrate. Further, a density factor correction must be applied; XRF only measures the metal elements, and density is critical to calculating the coating thickness. Ideally, an XRF system should make these adjustments automatically.
Determining How Accurate – and Quickly – Results Can Be Obtained
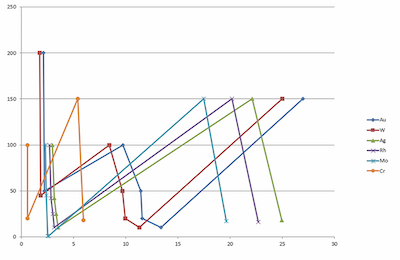 Figure 2: Contrasts X-ray anode target material.Several other factors also come into play in determining how accurate – and how quickly – results can be obtained.
Figure 2: Contrasts X-ray anode target material.Several other factors also come into play in determining how accurate – and how quickly – results can be obtained.
Virtually all XRFs manufactured today have solid state detectors. Advantages of this include heightened signal sensitivity for low Z elements such as aluminum and phosphorous; detection limits down to Angstrom or ppm level; best-possible separation of overlapping elements, and high stability with minimal drift.
Advances in solid state technology have substantially enhanced XRF’s usefulness in coatings measurement. PIN diodes and Silicon Drift Detectors (“SDDs”) are both solid state. And while both minimize the shortcomings of yesterday’s “prop” counter XRFs, SDDs deliver the highest resolution, lowest baseline noise and highest stability, and have the lowest detection limits. Bowman XRFs are unique in the industry in that they can also measure % phosphorous with very high precision– a capability central to electroless nickel platers.
SDDs are manufactured with small or large collection windows, the latter capturing more photons, thus minimizing test times for high throughput environments.
Another important aspect to consider is the X-ray tube. Each x-ray tube target (anode) has a characteristic energy signature, and choosing an appropriate target is critical to achieving element-specific sensitivity. In addition, each element has a “sweet spot” where it most efficiently absorbs x-rays. Finally, the service life of the anode material must also be considered.
Figure 2 contrasts x-ray anode target materials (x-axis is keV, y-axis is x-ray photon counts.)
Considering the Spot Size of X-Ray Beam
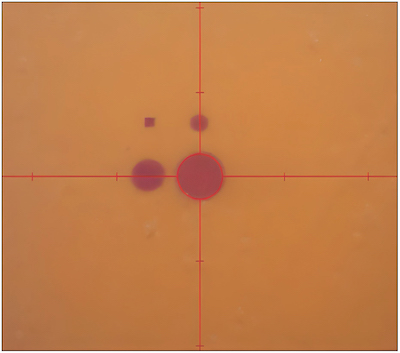 Figure 3: X-ray sensitive film is developed upon exposure.An additional consideration regarding XRF systems is the spot size of the X-ray beam.
Figure 3: X-ray sensitive film is developed upon exposure.An additional consideration regarding XRF systems is the spot size of the X-ray beam.
Collimators or optics control the beam size to fit the sample or feature sizes (2-60 mils), and specifying an appropriate spot size is critical. Bigger is better but it must fit on the part feature to be measured. Three laws of physics apply:
- Having more x-rays to sample produces greater precision and sensitivity.
- Smaller collimators require longer test times.
- A collimator half the size of the feature being measured is ideal.
In Figure 3, X-ray sensitive film is developed upon exposure, confirming the exact position of the beam and the reticle.
A final thought relative to XRF instruments is whether they can effectively multi-task. Advanced XRF systems perform three distinct functions: thickness measurement, elemental analysis, and plating solution analysis.
Regarding the third task, traditional methods of solution analysis use atomic absorption (AA), inductively coupled plasma (ICP), titration, or outside labs.
These are all costly and time-consuming. In contrast, XRF is a fast, simple and highly accurate way to analyze conversion coating solutions directly and in-house. Metal concentrations can be measured down to approximately 100ppm (often lower), with no limit on concentration range. No dilutions are needed. Accuracy is within +/-10% of both AA and ICP. Analysis kits are inexpensive, and results are generated in 60 seconds or less.
XRF has proven to be a viable, non-destructive method for measuring conversion coating thickness and composition. Measurements are highly accurate and repeatable, and perfectly in sync with the facility’s need to meet specifications, keep good parts out of the waste-can of destructive testing, identify production anomalies before they can become trends, and avoid the inevitable costs and bottlenecks of outside contracting.
Zach Dismukes is the Global Product Manager at Bowman XRF. Visit https://bowmanxrf.com































