



The current traditional process for chrome plating of certain plastics consists of two steps.
- Preparing the surface (pre-treatment/etching)
- Adhesion of metal (electroless and galvanic)
 Dr. Bjorn AtthoffChromic acid (CrVI) has long been deemed essential for step 1. The surface has been etched to create a topographic surface that will allow for palladium adsorption. The Cuptronic CBM process (Covalent Bonded Metallization) provides a sustainable alternative that can substitute the use of CrVI in the chrome plating etching process.
Dr. Bjorn AtthoffChromic acid (CrVI) has long been deemed essential for step 1. The surface has been etched to create a topographic surface that will allow for palladium adsorption. The Cuptronic CBM process (Covalent Bonded Metallization) provides a sustainable alternative that can substitute the use of CrVI in the chrome plating etching process.
The CBM process is a revolutionary new way of attaching metals like copper, nickel, silver and gold to a variety of non-metallic surfaces, primarily plastics.
Specifically, the Cuptronic CBM process is designed to replace the conventional method of using e.g. chromic acid etching for creating a structured surface on substrate. Instead, the CBM do a molecular alteration of the chemical composition on the surface which promotes mechanical adhesion of metal to non-metallic surfaces and enables a complete replacement of CrVI in electroplating.
The CBM process allows for the complete removal of Substance of Very High Concern (SVHC), and hence CrVI, in plating-on-plastics.
The CBM process has also been customized to attract silver as catalyst as an alternative to palladium. This could replace palladium, thus drastically decreasing the price for plating.
The Cuptronic CBM process is one of the most promising replacement for traditional CrVI etching. The most important reasons why are listed below:
- Adhesion performance
- Wider choice of plastics, including non-plating grade plastics
- Production costs
- Health and environmental benefits
- Replacing Palladium with Silver as catalyst
How the Cuptronic CBM Process Works
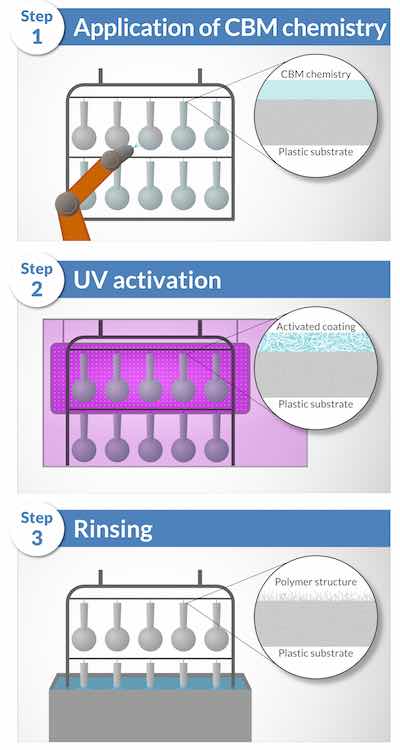 The Cuptronic CBM process is an adhesion promotion technology based on a molecular surface alteration method which primes a non-metallic surface for electroless plating. Instead of using etching, the Cuptronic CBM process chemically creates customized polymers, which only alters the outmost molecular layer of the substrate surface. These polymers create the texture to which the catalyst, and thereafter, the metal layer can adhere to. In practice, it is a three-step process, as shown in the following sections.
The Cuptronic CBM process is an adhesion promotion technology based on a molecular surface alteration method which primes a non-metallic surface for electroless plating. Instead of using etching, the Cuptronic CBM process chemically creates customized polymers, which only alters the outmost molecular layer of the substrate surface. These polymers create the texture to which the catalyst, and thereafter, the metal layer can adhere to. In practice, it is a three-step process, as shown in the following sections.
In order to prepare the parts, the CBM chemistry is applied as a liquid to the appropriate areas of the substrate surface. This liquid can be applied to the surface in a variety of ways, depending on what is optimal for each specific plating process:
- Spray coating
- Pad printing
- Roller coating
- Dip coating
- Curtain coating
The substrate surface is thereafter exposed to energy which instantly triggers the polymerization process from the surface. This is normally achieved by UV light exposure, which can be produced either by a flood lamp, or, in cases where selective metallization is needed, by a UV laser. An alternative activation process is to use surface heat instead (from for example the injection molding). The polymers created in the polymerization step are designed to attract and capture palladium or silver ions, which after reduction, are needed as a catalyst to deposit metals using conventional electroless metal chemistry.
After the CBM reaction, the substrates are encased in a now solid layer of polymers and bulk polymers. This provides some protection for the polymers on the substrate surface (e.g. for storage or transportation). However, before the conventional electroplating process can be started, the remains of the bulk polymers need to be removed. This is done by simply washing in water.
The Role of CBM in a Full Plating Process
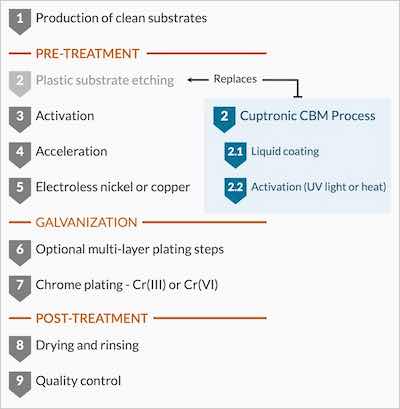 The Cuptronic CBM process is designed to be a part of a completely CrVI free plating process. As can be seen in the following diagram, in an ordinary plating process, the CBM process replaces the step where the plastic substrate is typically etched using CrVI.
The Cuptronic CBM process is designed to be a part of a completely CrVI free plating process. As can be seen in the following diagram, in an ordinary plating process, the CBM process replaces the step where the plastic substrate is typically etched using CrVI.
The CBM process may be applied directly after injection molding, just before plating, or anywhere from the injection molding facility to the plating facility. The treated parts may also be stored for plating later.
The use of CrVI in conventional plating processes has been motivated by its vital role in pre-treatment (etching). Today etching is a pre-requisite for adequate adhesion between plastic substrate and the deposited metal layers. Until now, alternative approaches to traditional etching have not provided the required results according to the information provided in numerous assessments of alternatives (AoA) carried out by the applicants of a CrVI REACH authorization. As such, all applicants for authorization have highlighted the importance of continued use of CrVI. However, with this technology, this argument is no longer valid, as demonstrated above.
Health and Safety Benefits
Etching is the heavy-duty step in the chrome plating process. The most important health and safety benefit of introducing the Cuptronic CBM process is that no SVHCs such as CrVI need to be used anymore while delivering the same or higher quality of surface to the second step in the process (metallization). The use of CBM enables a completely CrVI free plating when CrIII is used in the final top coat plating. Thus, the overall health and safety risk is clearly lower.
The Cuptronic CBM process is carried out in a grey room atmosphere with an air cleaning ventilation system. Due to the closed system there is no worker exposure during the operating process and standard procedures are in place for maintenance to ensure workers are not exposed to risks from chemical substances.
With the use of CrVI comes a number of obligatory measures to protect the health of workers. These measures are costly and can be avoided when using the Cuptronic CBM process. Indeed, occupational workplace exposure to CrVI is heavily regulated in most European countries (most notably via Occupational Exposure Limits) and rules are expected to get stricter in the future.
Environmental Benefits
The overriding environmental benefit of the CBM process is the complete removal of SVHCs and hence CrVI in the pre-treatment phase. Depending on the process configuration, there may also be benefits related to the energy consumption. This would apply in scenarios where e.g. the energy used in the UV radiation step is substantially lower than the energy used for heating the etching baths in a conventional etching step. Positive initial trials have been done to replace UV in the process with heat which would further reduce energy consumption, especially if the heat to activate the CBM chemistry can be obtained from the injection molding process.
Implementation Benefits
The Cuptronic CBM process only replaces the etching step, which means that the rest of any current electroplating process and equipment can be kept as is. The Cuptronic CBM process could be implemented in-line into an existing process operation. The process can also be implemented in parallel or stand alone to current production, since it can be separated in both time and location.
The Cuptronic CBM process is less sensitive to injection molding parameters, which means molding parameters may be optimized with the regards to the parts quality instead of the plating properties. Multi-component parts, i.e. using more than one type of plastic, can be injection molded for selective plating by doping the plastic not to be plated. I.e. one could use the same plastic to make a 2K part by simply adding a doping agent that inhibit the CBM process into the plastic that should not be plated.
Plastics Selection Benefits
The reality for the vast majority of plating-on-plastic processes today is that the choice of plastic material is restricted to only what is known as “plating grade” plastics, which means a very limited number of plastics that are tailored for plating.
By contrast, the Cuptronic CBM process uses a completely different method to promote adhesion. Thus, it works very well on a wide variety of plastics (including non-plating grade), which are not possible, or very difficult, to plate today, e.g. PP, PA-12, COC, ASA or PEEK. This is a truly ground-breaking change, which liberates both designers and production engineers from previously non-negotiable restrictions. Since a much wider range of plastics can be used, the choice can be driven by desired properties of the plastic itself, rather than mainly by its plateability, which also allows for sustainability properties of the plastic (i.e. recyclability) to be taken into account. Benefits and cost saving by not using expensive plating grade plastics can also be achieved.
Example 1: Color and Production: Toilet flush buttons, which are made in both chrome plated and plain white versions. With the Cuptronic CBM technology, the white plastic (ASA) could be used for both the white parts and the parts to be chrome plated. In this case, the main benefit would be avoiding the switch from one plastic to another in the injection molding machine and not having to stock both types of plastics.
Example 2: Recycled Plastic: Recycled, inject molded ABS can be metallized, e.g. a blend of 2 non-plating grade previously inject molded ABS (LG TR558AI and TERLURAN HI10) which was grinded down and re-injection molded and thereafter plated with very good results, both cover and adhesion wise. This cannot be done with the current conventional etching steps. TRIFILON, a PLA or reused PP filled with hemp fibers, has also shown very good plating results.
Example 3: Weight and Strength: Optical frames (glasses) should be light but mechanically strong. With the CBM process, polyamide-12 resin, which has these properties, can be used for metallized frames, even though it is not a plating grade plastic.
Example 4: Additives or Fillers: The technology is not affected by the use of additives or fillers. So, whether additives are used or not, e.g. for cost savings or mechanical property, the plateability will not be affected.
Cost Benefits
The Cuptronic CBM process is cost competitive when looking at operational costs and when considering the overall costs, it enables clear cost savings due to a higher yield, wider choice of plastics and less stringent measures to protect the environment and workers’ health.
Replacing Palladium with Silver as catalyst will drastically decrease the cost of the plating process.
Substances Used
The Cuptronic CBM process chemistry is customized for different applications, thus there are different compositions. The following types of substances are used in the Cuptronic CBM process.
- Monomers
- Solvents
- Photo activators
- Catalysts
None of the substances used in the Cuptronic CBM process are classified as carcinogenic, mutagenic, respiratory sensitizers or reproductive toxins and none of them are being suspected of having endocrine disruptive properties.
Applications
There are numerous potential industrial application areas where the Cuptronic CBM process could be used for substituting CrVI etching in plating on plastics. Those that currently have been identified as prime candidates are:
- Automotive (interior as well as exterior applications)
- Sanitary (e.g. flush buttons and shower heads)
- Decorative (e.g. perfume bottle caps)
- Household appliances (e.g. coffee makers)
Technical Feasibility
Cuptronic CBM process is tested and used and is found to be a technically feasible alternative to etching using CrVI in the chrome plating process. It is introduced to the market.
The main technical quality aspects that have been tested are those that are influenced by using the Cuptronic CBM process:
- Level of adhesion as measured in a standardized peel test
- Passing automotive/sanitary thermo cycle tests
Other commonly evaluated quality aspects, functional properties or aesthetical characteristics are assumed to be unaffected by the use of the Cuptronic CBM process. Compared to traditional CrVI etching there will be no difference regarding any of the following properties:
Test Conducted
Internal Cuptronic Testing: After rigorous testing, Cuptronic adheres to several standards (ISO 2409, ASTM B571-97 and IPC 650) and fulfils the most important criteria, being adhesion strength. Adhesion requirements vary depending on applications and are typically between 10-50 N/cm. Adhesion performance of the CBM process is one of the key strengths of this technology where the results constantly exceed those arrived at when using CrVI and conventional etching.
Client Tests: The accumulated data from client industrial testing is abundant. However, this data can unfortunately not be shared due to NDA restrictions or, is not made available to Cuptronic. Four major European plating companies are presently in the process of testing a larger number of samples.
Test Methods: Every customer has their own testing methods, but they also adhere to their industry specific standards testing methods such as ISO 2409, ASTM B571-97 and IPC 650.
Silver as Catalyst to Replace Palladium: Initial trials show the same excellent adhesion for Silver as catalyst as the use of Palladium on a variety of substrates, e.g. ABS and PA6.
Process Benefits
 Same good adhesion using different injection molding parameters (Normal / no after pressure / short cooling down time).In addition to eliminating CrVI, an additional advantage of the Cuptronic CBM process is that it allows for a wide variety of plastics to be used, not only expensive “plating grade” as today. Also, a wide range of polymer types, like PP, ASA, PET, PES, COC, PEEK etc. can be plated in the same plating line, with no changes in the production line. This increases the choice for customers.
Same good adhesion using different injection molding parameters (Normal / no after pressure / short cooling down time).In addition to eliminating CrVI, an additional advantage of the Cuptronic CBM process is that it allows for a wide variety of plastics to be used, not only expensive “plating grade” as today. Also, a wide range of polymer types, like PP, ASA, PET, PES, COC, PEEK etc. can be plated in the same plating line, with no changes in the production line. This increases the choice for customers.
Another advantage of the Cuptronic CBM process is that it is less affected by injection molding parameters. The molding does not need to be sub-optimized for plating. With the use of the Cuptronic CBM process, the injection molding step can instead be optimized for the best molding throughput and end results.
Customer Progress Status
Cuptronic has initiated a dialog with a multitude of companies, representing both end-user manufacturers, sub-contractors and chemical suppliers, mainly from the European automotive and sanitary industries. There is active collaboration with two companies to jointly move forward towards industrial scale implementation. The first industrial pilot line is expected to be up and running during 2023 and the first full industrial scale production line should be operational by 2024. In other cases, though, the sales process is unfortunately put on hold due to customers waiting for outcomes of the ongoing processes for REACH authorization decisions for use of CrVI and/or the results of the pandemic and now the on-going war in Ukraine.
Availability
Cuptronic has a small-scale production site with a capacity of 50,000 (2D) PCB panels a month which has been operational since 2018. Cuptronic also has an automated hands-free production line prototype for 3D parts.
The equipment needed for the Cuptronic CBM process is readily available as it is commonly used on an industrial scale in similar processes. The CBM chemical mixture can be produced and supplied in larger volumes without any difficulties. There are no indications suggesting there could be limits to availability of the CBM process.
There are ongoing projects to install “full scale” industrial production lines which are expected to be operational by 2022/2023.
Cuptronic recognizes that it would be a lengthy process to ramp up its delivery capacity to meet the demands of large industrial plating facilities. Therefore, the company is in discussions with global chemical companies that would be suitable suppliers to the POP industry.
Conclusion
The Cuptronic CBM process is an innovative, commercially, and technically viable adhesion promotion solution to improve plating of plastics enabling a full substitution of CrVI. The benefits for workers safety, the environment and companies involved in plating of plastics are clear. The business case is sound and after the initial investment in setting up a CBM process, overall costs will be lower than when using CrVI or permanganate. CBM is easily integrated into an existing plating process, a fact which makes the costs of shifting much lower than when moving to a completely different plating technology where an existing electroplating facility would be of no use.
Dr. -Ing Björn Atthoff is the Chief Technology Officer at Cuptronic Technology AB based in Sweden. Visit www.cuptronic.com






























