




Based on their make-up and operating requirements, metal finishing processes are subject to depletion of chemical constituents.
 Stephen Rudy CEFCleaners react with surface oils and grease, either by displacement or emulsification. Acids remove oxides, scales, and rust. Plating baths promote the deposition of preferred metals and alloys, providing unique grain refinement and varying brightness/leveling characteristics. Post finishes apply protective top coats, such as chromates or lacquers, in a special application to achieve and maintain required corrosion protection. These are examples of processes that, to varying extents, are depleted upon use, either by immersion or electrolytically, or drag out. An excellent example of the importance of process maintenance is electroless nickel (EN). As we know, EN is a disposable bath with a definite service life. Quality additives and pH control additions are key to achieving the goal of metal turnovers.
Stephen Rudy CEFCleaners react with surface oils and grease, either by displacement or emulsification. Acids remove oxides, scales, and rust. Plating baths promote the deposition of preferred metals and alloys, providing unique grain refinement and varying brightness/leveling characteristics. Post finishes apply protective top coats, such as chromates or lacquers, in a special application to achieve and maintain required corrosion protection. These are examples of processes that, to varying extents, are depleted upon use, either by immersion or electrolytically, or drag out. An excellent example of the importance of process maintenance is electroless nickel (EN). As we know, EN is a disposable bath with a definite service life. Quality additives and pH control additions are key to achieving the goal of metal turnovers.
There are many other baths and processes that are similarly affected when in use. Appropriate replenishment is the critical factor in maintaining the desired operation of any process bath, be it surface activation, finishing, or post-finishing. This is typically accomplished by adding specified quantities of bath components. Individual salts, additives, or product concentrates may be needed to keep any system optimum.
The bath will perform with the desired effect, adhering to the prescribed operating parameters. Let us review some of the procedures that should contribute to the satisfactory performance of most baths.
Analysis
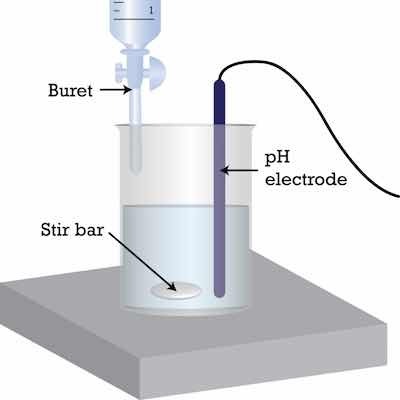 TitrationA titration analysis normally controls proprietary surface preparation baths and generic blends (cleaners and acids). The alkalinity or acidity is converted to a concentration of the proprietary product or additive. Maintenance additions are based on the requirement to re-establish the initial make-up or bath charge. This can be by adding a product concentrate or specific additive (e.g., caustic or acid). The goal is to maintain the operating bath close to its initial makeup, avoiding large deviations that would require large maintenance additions. Control of the bath close to initial makeup improves the overall quality of surface preparation, which minimizes rejects in these important steps.
TitrationA titration analysis normally controls proprietary surface preparation baths and generic blends (cleaners and acids). The alkalinity or acidity is converted to a concentration of the proprietary product or additive. Maintenance additions are based on the requirement to re-establish the initial make-up or bath charge. This can be by adding a product concentrate or specific additive (e.g., caustic or acid). The goal is to maintain the operating bath close to its initial makeup, avoiding large deviations that would require large maintenance additions. Control of the bath close to initial makeup improves the overall quality of surface preparation, which minimizes rejects in these important steps.
Routine analysis may confirm a fairly consistent consumption pattern. Therefore, additions can be made on a specified basis, such as by working shift.
Plating baths present a more complex analysis procedure. This can be separated into wet analysis, instrumental analysis, and plating testing. Chemical constituents of the bath (salts and additives) change on an ampere-hour basis. An appropriate schedule for the bath analysis is related to its production use, results of past checks, and vendor recommendations.
The wet analysis consists of determining the concentrations of bath components (such as metal, salts, acids, or bases, as well as certain plating additives) by titration. Instrumental analysis may include determining metal contaminants (atomic absorption), brighteners, and other plating additives (chemical separation and UV or visible spectrophotometric). Surface tension is used to measure the concentration of anti-pitting agents or fume suppressants using an appropriate tensiometer.
Hull cell testing provides a deposit profile by covering all the plating current densities, brightness, leveling, ductility, coverage, and throwing power. Deposit faults or defects may be confirmed by a lack of or excess of any constituents analyzed beforehand. Salts, brighteners, or other additives can initially be added to the Hull cell, confirming expected improvements, adjustments, or purification. This is especially critical when the desired additions or treatments are checked in the Hull cell volume (267 or 500 milliliters) before implementing them in a production plating tank.
Analysis and control of the plating bath is not as complicated or time-consuming as it may seem. Many plating shops maintain and operate a control lab. Suppliers of proprietary systems provide on-site technical assistance and the services of their regional labs.
Record Keeping
This is a very important segment for achieving the best analysis, observation, and maintenance results. Data obtained from actual analysis must be recorded in a dedicated lab notebook. We now have computer technology to transfer this information into a database.
Options of data entry into specialized programs provide instant calculations of analyzed items with required additions. Doing this regularly provides a technical history of the consumption of chemistries and helps control inventories of chemicals. Most metal finishing installations conform to an ISO certification, with many being NADCAP certified. In this regard, the lab notebook and computer data entry are critical to maintain certification.
Observation
 The quality or lack thereof in the surface preparation or plated finish can be readily seen. A problem in the appearance of the conditioned metal surface can help the observer focus on what process or portion of the cycle may be suspect.
The quality or lack thereof in the surface preparation or plated finish can be readily seen. A problem in the appearance of the conditioned metal surface can help the observer focus on what process or portion of the cycle may be suspect.
Water breaks may note poor cleaning or activation after rinsing. Surface smuts may be detected by wiping parts. Pitting may be due to cleaning (attacking base metal or under concentrated electrocleaner) or aggressive acid activation. Poor cleaning and surface smuts may result in brittleness or poor adhesion of the subsequent plating deposit, haze, or clouds. Plating defects occurring in the process bath may include brittleness, dullness, poor leveling, pitting, poor throw or coverage, off-color, roughness, or burning, to name some frequently encountered problems.
At worst, observed problems may be due to a combination of surface preparation and plating.
Maintenance
Proper maintenance includes analytical control, as was previously discussed. In some instances, maintenance additions can be factored into the production schedule. Properly spaced replenishments will keep concentrations closer to the desired operating range. This eliminates the problem of underconcentration severe enough to affect the finishing quality, followed by large corrective additions.
Automatic dispensing of plating additives by delivery through ampere-hour meters is an excellent replenishment and concentration maintenance method. Liquid cleaners also exhibit this benefit, dispensing product concentrate to maintain solution conductivity.
Stephen F. Rudy, CEF, is president of Chem Analytic and has written extensively about the finishing industry. Visit www.chemanalytic.com or call him at 917-604-5001.































