




In simple terms, phosphating involves placing a metal — usually iron, zinc, or aluminum — in an acidified solution of phosphate ions.
 Milt Stevenson Jr.Typical phosphoric acid baths also contain metal ions (zinc or manganese), an oxidant such as nitrites and/or chlorates, and accelerators such as nickel-fluorides, too, if the bath is applied to aluminum. Phosphating has a wide range of uses and a history that stretches back to the early 1900s when Thomas Caslett first produced phosphoric acid baths in Great Britain.
Milt Stevenson Jr.Typical phosphoric acid baths also contain metal ions (zinc or manganese), an oxidant such as nitrites and/or chlorates, and accelerators such as nickel-fluorides, too, if the bath is applied to aluminum. Phosphating has a wide range of uses and a history that stretches back to the early 1900s when Thomas Caslett first produced phosphoric acid baths in Great Britain.
Which Bath is Best?
Selecting the right phosphate for a particular application requires experience and technical know-how. For instance, consider a few basic phosphate properties and characteristics:
- All phosphates form a nonconductive surface that enhances a part's corrosion resistance.
- Zinc phosphate films "smooth" irregular surfaces, thereby reducing the amount of paint required for full coverage.
- Calcium-modified zinc phosphates have superior resistance to detergents and are widely used to pretreat the metal cabinets of dishwashers, dryers, and other appliances.
- Manganese phosphate is relatively porous, which allows it to retain lubricants or preservatives.
- Depending on conditions, all phosphates protect against rust, making them useful when parts require quick but mild rust protection.
Phosphating resembles other "conversion coating" processes (like black oxide, chromating, and passivation) in one basic way: final processing results depend greatly upon alloy, heat treatment, specific cleaning procedures, and of course, the chemistry of the bath. If incoming parts are rusty, scaled, or nitrided, or if they have high hardness, the finisher may have to mechanically clean the parts by glass bead, sandblast, or some other process. The process bath may have to be modified as well.
Keeping Dimensions Exact
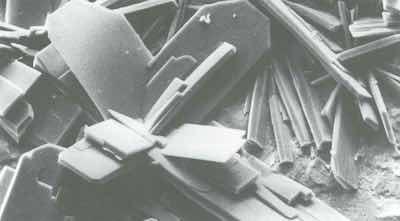 Heavyzinc phosphate (approximately 800x) provides a surface useful in rustproofing, drawing, and forming.Phosphate thicknesses can run from negligible to .0005 in. thick. This wide range of thicknesses can have a pronounced effect on the critical dimensions of parts.
Heavyzinc phosphate (approximately 800x) provides a surface useful in rustproofing, drawing, and forming.Phosphate thicknesses can run from negligible to .0005 in. thick. This wide range of thicknesses can have a pronounced effect on the critical dimensions of parts.
Phosphate coatings are generally specified with limits for coating weight and salt spray resistance without regard to thickness. However, this can be problematic for parts with tolerances below .001 inch. An obvious, immediate problem is that if the phosphate is too thick and heavy, the part's dimensions change significantly.
Another problem arises if the part is later stripped and reworked. This is because phosphating, like anodizing, consumes some of the base metal that it coats, and when it is stripped, the result is a dimensional loss beyond the original coating thickness.
When the thickness is crucial, the processor can adjust the coating weight to control dimensional build-up. Coating weight is determined by weighing a coated panel, stripping it, and then reweighing it.
Acidic pretreatments tend to make the phosphate coatings heavy, coarse, and grainy-in a word, thicker. On the other hand, proprietary grain refiners or surface conditioners used just prior to phosphating usually cause thin, dense phosphates. This may or may not be acceptable since coarse, grainy coatings respond poorly to salt spray testing, and thin, dense coatings often fall short of minimum coating weight requirements. (Heavy phosphate deposits are crushable and friable, too; when subjected to wear, they can slide or be compacted or removed.)
From a design standpoint, then, it's important to determine if dimensions must be held before or after the phosphating process, and it's important to state this explicitly in the print or purchase order.
Adding More Steps
Anoplate currently runs all main phosphate baths. The bulk of our phosphate processing falls in the military sector, which makes heavy use of manganese phosphate in accordance with DOD-P-16232. This segment of our phosphate market offers a good example of how detailed and complicated phosphating can be today.
Many military phosphating specifications now require more than just the phosphate bath. They also require complex preproduction qualifications, fully detailed written process procedures, bath analysis every two hours, daily salt spray testing, and precise measurements for coating weight. In fact, Class 2 coatings even specify a 90-minute salt spray test before the application of a preservative, plus a 24-hour test afterward, all in addition to the determination of the coating weight for the oil.
This type of phosphating is no simple "dip" process. It is a complex form of surface finishing that is best left to professionals who have the training, the sophistication, and the processing facilities that are equal to the task.
Milt Stevenson Jr. is Vice President and Chief Environmental Officer at Anoplate in Syracuse, New York. His father founded Anoplate in 1960, operating in a 104,000-square-foot facility. Milt is an active member of the finishing industry and its association and was named an NASF Fellow in 2019 for his lifelong work and dedication to the industry. Visit www.Anoplate.com.































