




New barrels for electroplating have been developed and manufacturers of some of these newer designs have claimed significant improvements in drag-out losses by their new barrels.
 Frank AltmayerSince water consumption and waste generation are directly tied to dragout rate from processing solutions, it is clear that there is a need to produce a method of evaluating such barrels, so that the user minimizes pollution.
Frank AltmayerSince water consumption and waste generation are directly tied to dragout rate from processing solutions, it is clear that there is a need to produce a method of evaluating such barrels, so that the user minimizes pollution.
This study, funded by The Illinois Waste Management Resources Center produced a benchmark test that can be conducted to compare drag-out rates of plating barrels. The study used this test to compare two size ranges of plating barrels, small and large. For small barrels (6”x12”), testing showed that a reduction in dragout rate, as high as 48%, may be achieved. For large barrels (16”x36”), testing showed that a reduction as high as 44% may be obtained. Note: This article was originally produced in 2022.
Introduction
Barrel plating pre-dates the past century and is not significantly different today, in that a rotating cylinder with perforations for the purpose of allowing transfer of DC current and processing solution is still used today. However, there have been significant improvement claims in the technology of barrel plating, especially in the area of lowering drag-out rates and improving barrel plating efficiencies.
The American Electroplaters and Surface Finishers Society conducted a research project (AESF Research Project 34) on the Theory of Metal Distribution in Barrel2, but this study did not cover barrel designs. AESF Research Project 44 studied the optimization of barrel zinc plating solutions1. Stein, Teichman and Thompson4compared vibratory plating equipment with barrel plating equipment for nickel plating of small parts, and concluded that barrel plating was “more suitable” than vibratory systems for nickel plating of small batches of small sized parts. More recently, LaVine3 reported on a new barrel design incorporating a staggered cells and meshed walls to improve solution transfer and lower dragout rates. LaVine reported the new design could reduce drag-out rates in nickel plating solutions by 26%-49%, when compared to two “traditional” barrel designs. No details of the method of evaluations are given. Tremmel5 mentions ‘tapered slots” as part of a continuous plating system that is designed to replace conventional barrel plating equipment. Additional manufacturers lay claim to reduced drag-out rates6.
None of the above literature in our background search compared various barrel designs under identical conditions to yield comparative dragout rates and relate results to design parameters and barrel service life. The purpose of this study was to accomplish such a goal.
Barrel electroplating is commonly known to present a higher degree of trouble in recycle-recovery schemes and in wastewater treatment operations due to the high drag-out rates during barrel processing. The high drag-out rates are caused by a combination of high surface area loads and retained liquid on the barrel and superstructure. While little can be done about the part loading/surface area in any given barrel plating operation, there have been revised barrel designs that may result in lower dragout rates.
Complicating the issue of barrel design vs. drag-out reduction is the possibility that a given design may reduce drag-out rate, but will not provide long term service, as some of these designs utilize thin-wall construction, that may fracture over the life of the barrel, reducing productivity and decreasing the acceptability of alternate barrel designs by the industry.
This study intended to determine if significant reductions in drag-out can be achieved by replacing an existing barrel with a newer design.
The study was funded and conducted under the WMRC ADOP2T program which assists industry members in achieving goals in pollution prevention. The study was further sponsored by an individual metal finishing job shop, Northwestern Plating Works, located at 3136 S. Kolin Ave. Chicago IL. David Jacobs, President allowed us to utilize an actual barrel plating line to conduct our experiments, and provided us with an example of a “traditional” plating barrel that we could use in our study.
Letters of invitation were sent to all barrel manufacturers listed in Metal Finishing Guidebook and Directory. Of eight requests, three barrel manufacturers volunteered to supply us with barrels to include in the study (a fourth also volunteered, but was not included due to miscommunication between the sponsor plating company and the barrel manufacturer). Also: Advanced Plating Technology, Milwaukee WI, John Lindstedt, President; Reinewald Plating Company, Chicago IL, Ted Reinewald, President; and The Stutz Company, Gerry Stutz, added additional barrels for testing.
The intent of our study was not to create a “competition” between barrel manufacturers to see who could lay claim to the lowest dragout rate and therefore we do not identify which company manufactured which barrel.
This study had the following goals:
- We wished to relate performance in dragout reduction (or lack thereof) to specific design parameters, so that future barrel designs might incorporate the better ideas.
- We also wanted to provide guidance to metal finishers as to barrel designs that would allow them to reduce dragout rates.
- Our last goal was to begin the establishment of a “benchmarking” system that could be used to determine if a metal finisher was using barrel plating equipment that was above average in reducing pollution loading.
Barrel Descriptions
A total of eight (8) different plating barrels were evaluated in this study. To keep the comparisons as fair as possible, we separated the barrels into two size groups. Of the eight barrels evaluated, four were small barrels (six inch diameter) and four were large barrels (14 to 16 inch diameters). The following are descriptions of each barrel tested, any unique features in the barrel that may affect dragout, and the estimated cost of the barrel.
1. Small Barrels Evaluated
Barrel Design-1
- Description of Barrel: Barrel one is a 6” x 12” hexagonal plating barrel with replaceable mesh sides. Mesh sides have slots measuring 0.010” x 0.150” with approximately 384 slots per panel and 6 panels per side Slots are tapered slightly and are larger on the outside of the barrel then on the inside.
- Unique Feature(s): Vertical Drive Shaft, Replaceable Mesh Side Panels, Variable Speed Drive System
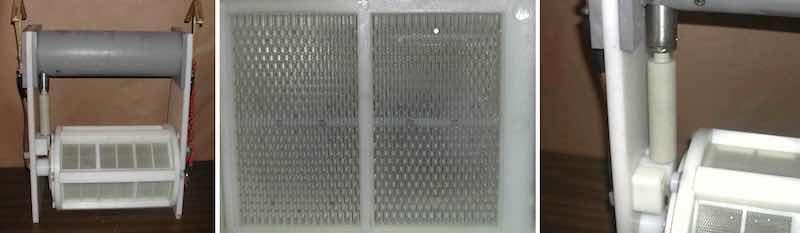 Fig. 1: Small barrel design #1.
Fig. 1: Small barrel design #1.
Barrel Design-2
- Description of Barrel: Barrel is a 6” x 12” round corrugated plating barrel with round holes. Holes are 3/32” in diameter and there are approximately 36 holes per square inch. The corrugated barrel provides more holes for drainage than a standard round barrel with the same dimensions.
- Unique Feature(s): Corrugated sidewalls, Gear driven on only one side.
 Fig. 2: Small barrel design #2.
Fig. 2: Small barrel design #2.
Barrel Design-3
- Description of Barrel: Barrel is a 6” x 12” octagonal plating barrel. The sides of the barrel are ribbed on the outside and have holes between the ribs. This barrel has square holes 0.100” x 0.100” with approximately 30 holes per square inch.
- Unique Feature(s): Ribbed walls increase strength while allowing areas with holes to be made thin. Gear driven on both sides for better distribution of torque. However, the teeth on the gears are a large source of dragout. Square holes help break surface tension of solutions to allow better drainage.
 Fig. 3: Small barrel design #3.
Fig. 3: Small barrel design #3.
Barrel Design-4
- Description of Barrel: Barrel is a 6” x 12” round plating barrel with a finely woven mesh sides. The sides of the barrel are ribbed and covered in a woven plastic mesh. This barrel is gear driven on one end but the drive mechanism can be placed on either end of the barrel.
- Unique Feature(s): Woven mesh sides will retain all sizes of parts. The ribbed sides provide added strength. Gear driven on only one side.
 Fig. 4: Small barrel design #4.
Fig. 4: Small barrel design #4.
2. Large Barrels Evaluated
Barrel Design-5
- Description of Barrel: Barrel is a 16” x 36” hexagonal plating barrel. This barrel has 1⁄4” round holes and has approximately 695 holes per side. The barrel is mounted on a frame and is belt driven.
- Unique Feature(s): Barrel is belt driven providing less surface area than a gear driven barrel.
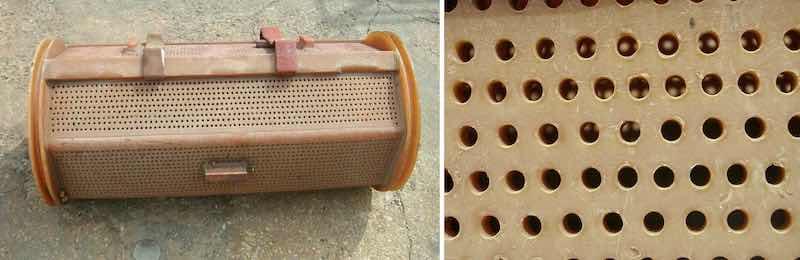 Fig. 5: Large barrel design #5.
Fig. 5: Large barrel design #5.
Barrel Design-6
- Description of Barrel: Barrel is a 14” x 36” hexagonal, belt driven plating barrel. This barrel has a unique hole design consisting of 3/32” round holes on the outside of the barrel with 0.220” square on the inside of the barrel walls tapered to the round external holes. There are approximately 16 holes per square inch.
- Unique Feature(s): Square to round hole design “funnels” the solution out of the barrel. Belt driven design reduces overall surface area.
 Fig. 6: Large barrel design #6.
Fig. 6: Large barrel design #6.
Barrel Design-7
- Description of Barrel: Barrel is a portable oblique plater designed to replace 16” x 36” horizontal plating barrels. This barrel has two (2) rotating baskets with 3/16” diameter round holes. There are approximately 10 holes per square inch. The baskets are set at an angle of about 45°.
- Unique Feature(s): Easier to load and unload manually or on an automated basis (no door), different baskets can be used in same frame improving versatility.
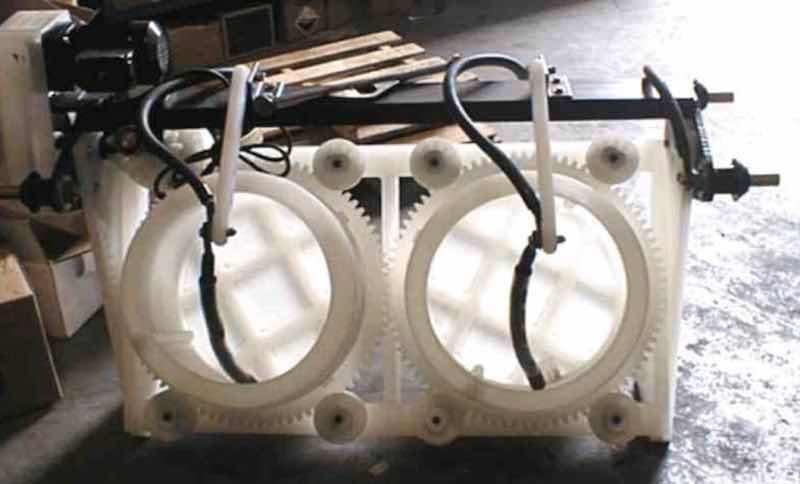 Fig. 7: Large barrel design #7.
Fig. 7: Large barrel design #7.
Barrel Design-8
- Description of Barrel: Barrel eight is a 14” x 36” hexagonal, gear driven plating barrel. This barrel has staggered 0.16” x 1.0” and 0.16” x 0.5” slots. There are approximately 572 slots per side.
- Unique Feature(s): Utilizes slots instead of holes. Irregular shape of slots prevents liquid from staying in opening.
- Testing/Evaluation Procedure
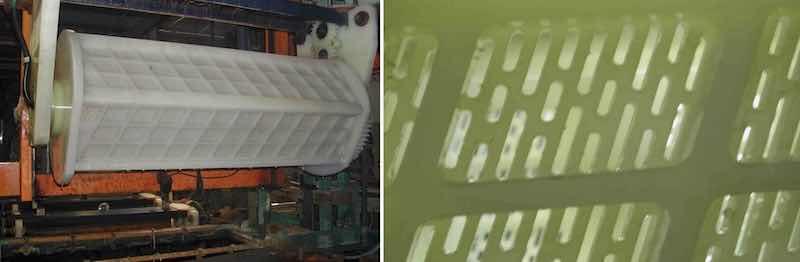 Fig. 8: Large barrel design #8.
Fig. 8: Large barrel design #8.
This section will discuss the methodologies used to determine dragout from the different barrels and barrel toughness.
Drag-Out Evaluation
The following equipment was used and conditions adhered to during the dragout evaluation:
- Single process tank made of polypropylene
- Single static rinse tank
- Manual barrel handling
- Process solution contained only metal salt (copper sulfate), acid and water (no rinse aid)
- Measured the increase in metal ion concentration in the rinse tank after each barrel load rinse.
- Barrels from volunteer manufacturers or metal finishers
Process Solution
The dragout evaluation was performed using a solution of copper sulfate, sulfuric acid and water. These ingredients were chosen to keep the process solution as simple and free of additional variables (such as wetters) as possible. This also allows an individual metal finisher to duplicate our experiment with his own equipment in order to compare his performance with the equipment tested here. The initial copper concentration in the copper sulfate solution ranged from 117.00 ppm to 846.00 ppm and is relatively unimportant to the results obtained, as long as the concentration of copper can be reliably measured in the rinse. Comparative tests conducted by others should use solutions of similar concentrations to minimize viscosity effects (from concentration differences).
Plating barrels tested were charged with 6 pounds of assorted stainless steel fasteners for the small barrels and 150 pounds of assorted stainless steel fasteners in the large barrels. The fasteners used were an equal mixture by weight of: 3/8” tapered hex washer head screws, 1” flat head Phillips screws and 1” slotted head cap screws. The exact same load of fasteners was used for each barrel evaluation.
A total of three (3) trials were performed on each plating barrel tested. The steps were:
- The copper sulfate solution was made up containing 117.00 to 846.00 ppm of copper.
- A second tank used to simulate a dead rinse was filled with tap water.
- A sample was collected from each tank prior to starting the test.
- The plating barrel to be tested was loaded with the proper amount of parts and then lowered into the copper sulfate solution.
- The barrel was rotated in the solution for thirty seconds and then removed from the tank.
- After being removed from the copper sulfate solution tank, the barrel was rotated 1-1⁄2 revolutions, stopped, and then allowed to drain for a total time of thirty seconds above the process tank.
- The plating barrel was then lowered into the rinse water and rotated for thirty seconds.
- The plating barrel was then removed from the rinse tank, rotated 1-1⁄2 revolutions above the rinse tank, and then allowed to drain for thirty seconds.
- After mixing the water in the rinse tank manually, a sample of the rinse tank was collected for use in determining the amount of dragout.
- Steps e through i were then repeated nine more times to conclude the trial.
- After all ten (10) runs were completed a final sample from the copper sulfate tank was taken to check if the amount of copper in the rinse tank matches the amount of copper removed from the copper sulfate tank.
After all ten runs were completed, the samples (thirteen (13) total) were analyzed for copper concentration using ICP (Inductively Coupled Plasma). The concentrations provided by the analyses were used to calculate the amount of solution dragged out by each respective barrel tested.
Result Summary
Summary of Drag-out Rates-Small Barrels
- Lowest Dragout Rate: 142.2 mL, 23.7 mL/lb. of parts
- Highest Dragout rate: 270.8 mL, 45.1 mL/lb. of parts
- Average of 4 Barrels: 200.35 mL, 33.4 mL/lb. of parts
Testing showed that a significant reduction in dragout rate can be achieved by replacing older design barrels with newer designs. A reduction as high as 48% may be obtained.
Summary of Drag-out Rates-Large Barrels
- Lowest Dragout Rate: 1670 mL, 11.18 mL/lb of parts*
- Highest Dragout rate: 3881 mL, 25.9 mL/lb. of parts*
- Average of 4 Barrels: 2079 mL, 13.9 mL/lb. of parts
Testing showed that a significant reduction in dragout rate can be achieved by replacing older design barrels with newer designs. A reduction as high as 44% may be obtained*.
*This barrel was 14” x 36 vs. while the others were 16” x 36” (we were unable to obtain a 16 x 36 slotted barrel, as the manufacturer declined participation in this study). We have adjusted by the difference in area of a solid 14 x 36 cylinder vs a solid 16 x 36 cylinder (a factor of 1.3) the adjusted dragout rate of this barrel is as shown. The actual results obtained with the smaller barrel are shown in the table.
Discussion/Economics-Small Barrels
A plater using a plating barrel of similar size to those we evaluated should expect a dragout rate of less than 200 mL (33.4 mL/lb. of parts) when tested as described in this report for above average levels of pollution prevention.
Barrel 1
This performed very well in the dragout evaluation, dragging out an average of 147 ml per cycle. The low dragout rate may be attributed to several design features:
- A vertical drive shaft that reduces the size of the gear (and, consequently, the number of teeth on the gear).
- A very narrow side frame (approximately 7.5 inches compared to 10 inches for the other small barrels we evaluated)
- Unique gear positioning. We noticed that the more traditional gears tended to trap liquid between gear teeth.
- This barrel had a gear on only one side as compared to the others (gears on both sides).
All four of these design features reduced the amount of surface area of the barrel that comes in contact with the plating solution, thus reducing the amount of “wetted” area of the barrel and the amount of solution dragged out by the barrel itself.
The low dragout rate of Barrel 1 may also be attributed to the fact that the openings in the barrel are slots. As discovered while evaluating the large barrels, slots seem to be more efficient in draining solution than holes. Some barrel manufacturers claim that round holes tend to generate equal wall pressure and surface tension that causes the liquid to be entrapped within the holes.
Barrel 2
This barrel produced 270.8 mL (45.1 mL/lb. of parts) of dragout rate, yielding results that were significantly above the average of the four barrels. The higher drag-out rate may be attributed to the fact that this barrel had two, large gears that entrapped a significant amount of liquid. Also, the side frames were significantly wider than on Barrel 1 (10” x 10” vs. 7” x 10”). This barrel had an estimated 60 square inches more of surface area contacting the solution than Barrel 1.
Barrel 3
This barrel produced 241.4 mL (40.2 mL/lb. of parts) of dragout rate, yielding results that were significantly above the average of the four barrels. The higher drag-out rate may be attributed to the fact that this barrel had two, large gears that entrapped a significant amount of liquid. Also, the side frames were significantly wider than on Barrel 1 (10” x 10” vs. 7” x 10”). This barrel had an estimated 60 square inches more of surface area contacting the solution than Barrel 1.
Also, Barrel 2 was corrugated. Some think that the corrugated sides allow for an increased number of holes, thus, increasing drainage efficiency. The test data indicate otherwise.
Barrel 4
This barrel yielded dragout losses similar to Barrel 1, dragging out and average of 142 mL per use. This barrel had the identical frame and gears as Barrels 2 and 3. However, the barrel itself was constructed of a very fine, replaceable, woven mesh. Even with similar areas or wetted surface due to the large frame and the two large gears, this barrel outperformed drilled holes.
Economics-Small Barrels
The sponsor plating company for this project does not use barrels of this size. A metal finisher that uses such small barrels can consider the following options:
Option 1 Replacing Barrels En Masse: A newer design barrel costs about $1200 (2002 costs) and saves about 140 mL of processing solution in each process step (soak clean, electroclean, acid dip, electroplate, post plate dip) per run. Assuming 1,000 runs per barrel per year, and 5 processing steps, a total of 185 gallons of processing solution would be saved annually. The value of the processing solution saved, plus labor to make up the solution, cost of chemicals for waste treatment, and cost of disposal of hazardous waste would need to be $3.24/gallon for a two-year payback.
Option 2 Replacing Barrels As They Are “Consumed”: Since there is either no cost difference between the newer slotted barrels and traditional designs, or because mesh wall barrels may actually be lower in cost than traditional units, it appears that instant cost savings can be realized by replacing traditional barrel designs with one of the newer ones (mesh wall or slotted), as the need to replace a barrel arises. The mesh walled barrels should be carefully evaluated for wall life. The mesh walled barrel design we tested was actually 20%-30% lower in cost vs. traditional designs and allowed for easy replacement of the mesh.
Discussion/Economics: Large Barrels
Barrel Number 5 (traditional design)
This barrel was in use by the sponsor plating company. The dragout loss per barrel was almost 2300 mL (15.3 mL/lb of parts); which was below the average performance for the four barrels tested.
Barrel Number 6 (the square to round holes)
This barrel was only 14” x 36”, yet it yielded the highest level of dragout in this evaluation, dragging out 2986 mL per cycle. If corrected for surface area (factor 1.3) to allow for a more accurate comparison with the 16 x 36 barrels, the dragout rate would be 3881 mL (25.87 mL/lb. of parts). In fairness, the holes in this barrel were too small for the parts that were plated. Larger holes would have been usable and would have resulted in better performance. If anything, the data reported confirm the importance of matching hole size to part size to reduce dragout and improve plating efficiency (a task often ignored by metal finishers).
Barrel 7 (the portable oblique barrel)
Test results for this barrel were based on only the first seven runs of the trial. Runs 8, 9, and 10 in all three trials showed significantly more dragout than the Runs 1-7 and the results, for unexplained reasons were highly erratic. We have therefore used the data from only the first 7 runs in each trial. Further investigation into the erratic results towards the end of each run is warranted, especially in light of the modified results being the second best over-all performance in dragout reduction. When the last three runs in each trail are deleted, this equipment yields similar results to the slotted barrel (after the slotted barrel results are adjusted for size differences).
The portable oblique plater yields lower levels of dragout because each basket has a curved wall that acts much like a “funnel” channeling trapped solution to a “low-point” in the curved basket wall where hydraulic pressure tends to build up, forcing more liquid through the holes than if the walls were horizontal as in a conventional barrel.
Barrel-8 (slotted holes barrel)
This was the best performing large barrel in our study, dragging out 1285 mL, 8.6 mL/lb. of parts (1670 mL, 11.2 mL/lb. of parts when adjusted for size difference).
Although the dwell time of each barrels evaluated was 30 seconds, test personnel noticed a significant difference in drain time. Water tended to “gush” out of this barrel in noticeably less time.
Economics-Large Barrels
The sponsor plating company for this project turns over approximately nine barrels per hour or approximately 18,720 barrels per year in a nine (9) station plating tank. Since the slotted barrel drags out approximately 0.6 liters per cycle less than their current barrels (slotted barrel results adjusted to simulate a 16” diameter barrel), the pilot plating company would save approximately 3100 gallons each of soak cleaner, electrocleaner, acid and electroplating solution each year. The metal finisher would have at least two options:
Option 1-Replacing All Barrels At One Time: Nine replacement slotted barrels would cost an estimated $21,600.00. Nine replacement portable oblique plating systems would cost about $18,000.00. For a two year payback, the total sum value of the processing solutions plus labor costs to produce the solutions, plus waste treatment and disposal of hazardous waste would need to be $3.32/3.48 per gallon (portable oblique system/slotted barrel), which is below the cost/value of most barrel plating solutions used in metal finishing. Based on the dragout evaluation results, the pilot plating company would save approximately 2700 gallons of process solutions per year using the portable oblique system versus the current plating barrel.
Option-2 Replacing Barrels As They Are “Consumed”: In this option the metal finisher would replace barrels that are damaged beyond repair with one of the new designs. The “cost” basis would then be the difference between the cost of the new design vs. a traditional barrel.
For the slotted barrel, the difference in cost is approximately $900. If one of the nine barrels is replaced with the new design, it would save 344 gallons of processing solution per year. The total value of the saved processing solutions would need to be $1.31/gallon for a two year payback on the difference in cost between the two barrel designs.
For the portable oblique barrel, the difference in cost is $500 (cost of replacement of cylinder and gear for traditional barrel vs. cost of entire portable oblique barrel system). The total value of the processing solutions would then need to be $0.83 or less for a two year payback.
A metal finisher replacing only a portion of a set of barrels may be faced with varying plating efficiencies between the newer designs (tend to be higher in plating efficiency) and older designs. On manual lines, adjustments may be possible (the plater can remove the more efficient barrel sooner), but on automated lines, it would most probably be best to replace all barrels at one time.
The additional benefit of higher productivity with the new barrel designs was not part of this study and has therefore not been included in our economic analysis.
Conclusions
- We have developed a procedure for “benchmarking” barrels used in various metal finishing operations. This procedure is relatively easy to conduct and can be conducted by any metal finisher at reasonable effort and cost.
- We have demonstrated that there is a significant difference in dragout rate produced by different barrel designs, with newer designs reducing dragout rate almost 50%. Our results compare favorably with those reported by one barrel manufacturer4 who indicated that 26 to 49% reduction in dragout rate can be achieved by changing from a traditional barrel with drilled holes to one with a mesh pattern.
Recommendations
Based on this study we would recommend that any metal finisher utilizing traditional barrels evaluate the economics of changing over to one of the newer designs such as the portable oblique plating system or a newer design horizontal barrel incorporating either a mesh pattern or slots.
The portable oblique barrel is a radical departure from existing barrel plating technology, and may offer advantages in plating efficiency not realizable in traditional horizontal barrel systems. Careful evaluation for suitability is warranted, due to the radical design difference. The favorable cost comparison and significant reduction in dragout rate make this system desirable.
The slotted barrel appeared to us to be highly desirable in manual operations, where workers may not allow the barrel to drain fully. Since the slotted barrel appears to “gush” most of the liquid it will drain in the first few seconds, it would appear that this equipment would allow most of the dragout benefits, even when a worker impatiently moves a barrel to the next station prematurely.
We are aware that our study was limited in scope and that there are numerous other barrel designs that may offer even better results. The benchmarking procedure described in this report can be used to yield comparative data on any of these barrels.
References
- Casey, G. J. & Asher, R. K., “The Optimization of Barrel Zinc Plating Solutions”, AESF Research Project 44, Plating & Surface Finishing, August, 1979, page 51
- Craig Jr., S. E. & Harr, R. E., “A Theory of Metal Distribution During Barrel Plating”, AESF Research Project 34, Plating, June, 1973, page 617, December, 1973, page 1101.
- LaVine, Mark, “Choices”, Metal Finishing, August 1998, page 36
- Stein, Berl, Teichmann, Robert J. & Thompson, Peter L., “Mass Nickel Electroplating: Comparison Study”, Metal Finishing, July, 1992, page 42
- Tremmel, Peter H., “Alternative Methods of Barrel Plating”, Metal Finishing, March 1999, page 34
- Product Showcase: Barrel Plating, Metal Finishing, February, 1999, page 48
About the Authors
- Frank Altmayer, MSF, AESF Fellow, was president of Scientific Control Labs, Inc., in Chicago, IL, and also served as AESF technical director. He holds a BS in chemical engineering and a MS in metallurgy.
- Jeff Zak, P.E., is the president at Scientific Control Labs, Inc. He holds a BS in chemical engineering.
- Kevin Wasag, CEF, was the head metallurgist at Scientific Control Labs, Inc. He has a BS in metallurgy. He is Vice President, Technical Services, Aluminum Coil Anodizing Corporation and Trustee, Village of Crestwood, Illinois.
- Brian Cavanaugh, CEF, is a staff scientist at Scientific Control Labs, Inc. He has a BS in environmental science.






























