




Scott Hanson will give you a quick reason why Electro-Coatings of Texas has been using a one-component electroless nickel product for the past eight years or so.
“It’s idiot-proof,” says Hanson, Operations Manager for the Houston surface finisher. “You mix it with water, and that’s it. You heat it and go. You use it, and add back the same one component.”
That’s the story that Surface Technology’s Michael Feldstein has been explaining to other finishing operations around the country using its proprietary One-Plate electroless nickel solution, which is just that—a one-part EN component instead of the usual three parts.
Surface Technology, based in Ewing, New Jersey, has run its EN plating lines since 1973. However, it has become more widely known for developing plating chemistries that it sells to finishers worldwide.
One-Plate Electroless Nickel Component
 Electro-Coatings of Texas has sister shops in California and Iowa but so far only uses One-Plate at its Houston location. Surface Technology’s numerous products—engineered by Feldstein and his father, the late Dr. Nathan Feldstein—are licensed in probably dozens of other manufacturers' products. However, that is a trade secret, and Michael Feldstein isn’t talking.
Electro-Coatings of Texas has sister shops in California and Iowa but so far only uses One-Plate at its Houston location. Surface Technology’s numerous products—engineered by Feldstein and his father, the late Dr. Nathan Feldstein—are licensed in probably dozens of other manufacturers' products. However, that is a trade secret, and Michael Feldstein isn’t talking.
But Feldstein will talk about One-Plate, which he brought to the market about six years ago and has been singing its praises ever since.
“We are only focused on electroless nickel, and we're not involved in any other coatings or processes,” Feldstein says. “It's all based on electroless and composite nickel. We've been in business now for 51 years and going strong, and we've achieved that level of competency in electroless nickel because we are a plating shop.”
He says Surface Technology became EN experts because of some of the applications it was asked to perform more than 40 years ago, including composite EN with Teflon, diamond, boron nitride, silicon carbide, and other unique processes.
They became so knowledgeable about EN because they could not find the chemistry for those processes anywhere.
“We couldn't just buy off-the-shelf electroless nickel solutions from other suppliers,” Feldstein says. “They weren't properly adapted to work for composites with certain technical challenges, so we established our own formulations and conventional electroless nickel formulations.”
A Need to Simplify the EN Process
 Michael FeldsteinSurface Technology has spent decades working on different formulations and has seen a need to simplify the EN process, which used to require three separate components for bath makeup and replenishment. Through trials, research, and development phases, Feldstein and his technical team developed One-Plate over 10 years ago and began testing it with other platers nationwide.
Michael FeldsteinSurface Technology has spent decades working on different formulations and has seen a need to simplify the EN process, which used to require three separate components for bath makeup and replenishment. Through trials, research, and development phases, Feldstein and his technical team developed One-Plate over 10 years ago and began testing it with other platers nationwide.
The results were very pleasing, and the baths met the requirements of remaining consistent with the same hardness, corrosion, resistance protection, and appearance that normally come with the three-part component EN process.
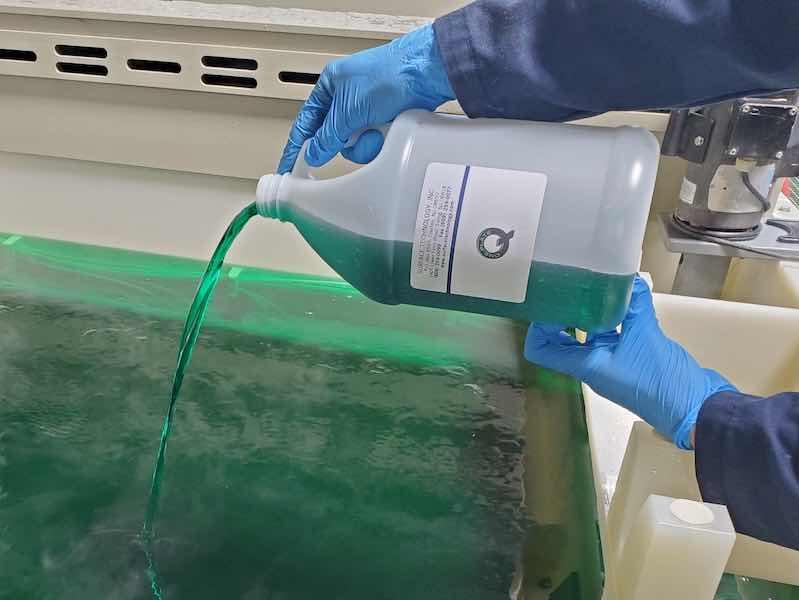
Feldstein says the key to One-Plate is how easy it is to operate the bath. It saves time, labor, and energy, and by keeping all bath ingredients in proper concentrations, the bath is more consistent and lasts longer.
“You make up the bath with this one component and the water,” he says. “You replenish with that exact same component until the end of the bath life.”
“It was idiot-proof, but it also had a real simplicity. Three-component systems work great, but you have a lot of different variables moving around. Unfortunately, nobody graduates Harvard and wants to work at a plating shop, so it helps simplify it for people who may not understand chemistry at a higher level.”
Electro-Coatings of Texas has sister shops in California and Iowa but so far only uses One-Plate at its Houston location. Peter Johanson, the General Manager of the Texas location, says the company's former president agreed to test the product for Surface Technology when it first came out more than six years ago.
“Michael approached us about trying it,” Johanson says. “He told us all that it could do for us, and we told him that we would prove it out in the tank for a year or so and then scale it up to using it for larger stuff.”
Skeptical of the One Component Claims
 Johanson says Electro-Coatings has years of experience running three-component systems, but the One-Plate process has many more advantages than using it.Hanson says they were all skeptical of the claims and took a wait-and-see approach.
Johanson says Electro-Coatings has years of experience running three-component systems, but the One-Plate process has many more advantages than using it.Hanson says they were all skeptical of the claims and took a wait-and-see approach.
“Of course, all of us are laughing at him,” he says. “But we agreed to put it in here as a trial. Because we have some of the largest tanks in the United States, we were thinking, ‘Yeah, we can make a 100-gallon tank, but let's do a 5,000-gallon tank and see what happens.’”
Skepticism quickly disappeared a few weeks after Electro-Coatings began running the trial, and they noticed they were getting some very good results from the one-component mixture. Soon, no one was laughing at their success or the ease of managing the process.
“We've been running it, and we phased out our other EN components, and we're running it completely ever since,” Hanson says.
Johanson says Electro-Coatings has years of experience running three-component systems, but the One-Plate process has many more advantages than using it.
“Larger tanks have a different set of weird issues,” he says. “And I think it was idiot-proof, but it also had a real simplicity. Three-component systems work great, but you have a lot of different variables moving around. Unfortunately, nobody graduates Harvard and wants to work at a plating shop, so it helps simplify it for people who may not understand chemistry at a higher level.”
In addition to the exceptionally large plating tanks at Electro-Coatings of Texas, the company has a wide array of capabilities, including composite coatings such as nickel with PTFE and nickel with silicon carbide.
Hanson says there were a few “hiccups” when they ran it many years ago when launching the line with One-Plate, but they corrected those fairly quickly.
“It's very complicated with three components. One-Plate is a really good plating bath, but you will also see massive benefits in not trying to juggle multiple components and run a composite. Overall, the complexity is reduced, and it is a major reduction.”
“One of our first One-Plate baths was plating really slow. We analyzed the bath and found it was at 100% nickel concentration but only had 17% hypophosphite concentration,” he says. “One of our guys was adding plain nickel sulfate to the bath, not the One-Plate single component. The amazing thing is that the bath still worked, and the coating looked great; it was just plating slowly. And after adding hypophosphite, the bath returned to the full high-speed plating rate.”
Reduction in Downtime
 “We run some composites with One-Plate, too, and getting the composites cranked up on makeup is much quicker than the old homebrews,” he says. “Probably the biggest saver was our downtime cranking up a new batch on the composites.”
“We run some composites with One-Plate, too, and getting the composites cranked up on makeup is much quicker than the old homebrews,” he says. “Probably the biggest saver was our downtime cranking up a new batch on the composites.”
Hanson says Electro-Coatings usually had three to seven days of downtime on a three-component EN formula.
“That's work in the back to get all the poison and whatnot out, and getting its operating parameters correct, and then to start plating again,” he says. “I can dump a bath today, and it will be up and running tomorrow in 24 hours.”
Johanson says he has been particularly impressed with how One-Plate works with composites. They use the most advanced version of EN-PTFE available, the One-Plate bath, and NiSlip PTFE dispersion made without PFAS by Surface Technology.
“Three components systems can turn into four or five if you have to adjust your hypo or pH with regular ammonia, and then you throw in a composite on top of that,” he says. “It's very complicated with three components. One-Plate is a really good plating bath, but you will also see massive benefits in not trying to juggle multiple components and run a composite. Overall, the complexity is reduced, and it is a major reduction.”
Feldstein says he has received positive feedback from almost every shop running One-Plate, which pertains to the ease of using the product. But Feldstein says that ease is exponential to shop owners.
‘What would you rather have? A car that's easy to fix, or a car that's not going to break down as often?’
“Simplicity is not so much a benefit by itself; it's what that simplicity does for the plating shop,” he says. “One-Plate as a single component avoids mistakes in a plating shop, and it's big and small mistakes.”
Avoiding Big and Small Mistakes
 Feldstein says a small mistake is when a shop goes to make up a new bath and thinks that they have a full drum of the makeup component and that they have three gallons left in the drum. He says they are out of business for a day or two or more, depending on what the supply chain looks like to get them a new drum.
Feldstein says a small mistake is when a shop goes to make up a new bath and thinks that they have a full drum of the makeup component and that they have three gallons left in the drum. He says they are out of business for a day or two or more, depending on what the supply chain looks like to get them a new drum.
Feldstein says it can also be big mistakes, such as using the wrong component.
“It's been years since I've gotten a call that I would routinely get, which is, ‘We made up a bath by accident with A and C, not A and B, the makeup component. What can we do?’”
Feldstein says the finishing industry is becoming more aware of One-Plate as additional distributors and shops add it to their process. It is already being used in plating shops in 31 countries.
He says he gets calls from shops asking if it’s possible to “fix” a One-Plate bath if the ingredients get out of balance. He explains that it is still possible to add separate ingredients like nickel, hypophosphite, stabilizers, etc., to the bath, but it’s almost never necessary, and he uses a familiar analogy to explain One-Plate.
“We ask shops, ‘What would you rather have? A car that's easy to fix, or a car that's not going to break down as often?’” Feldstein says. “And One-Plate is the car that won't break down as often, so you shouldn't have to fix it.”
Visit https://www.one-plate-en.com and https://www.electro-coatings.com.






























