




Deposit pitting is likely the most troubling defect that can be experienced when plating hard chrome.
 This defect is a very common and frequently reoccurring problem. It can be caused by any one or several factors, sometimes combined, resulting in frustration and additional cost to the plating operation.
This defect is a very common and frequently reoccurring problem. It can be caused by any one or several factors, sometimes combined, resulting in frustration and additional cost to the plating operation.
Pitting seems to occur more frequently in certain base metal conditions, and it happens more frequently in re-worked parts than with new ones. Pitting is more likely with heavier deposits where the pits become larger and more noticeable, although it can also occur on deposits less than 0.0005” thick.
Deposit pitting is more frequent on reworked and rebuilt parts because of the changes made to the base metal that affect the optimum reverse etching time. Sometimes stripping and replating can solve a pitting issue, but this is not always the case and certainly isn’t guaranteed.
Finding the cause of pitting is sometimes a challenge because of its many possible causes.
Our purpose here is to present the potential reasons for hard chrome pitting and provide some preventative measures and remedies.
We found that inspection under a green light shows pits and other surface abnormalities that aren’t visible under a white light. Ideally, each plated part should be inspected for surface defects under a green light prior to any stop-off or fixturing. This is especially true for reworked parts that have been repaired.
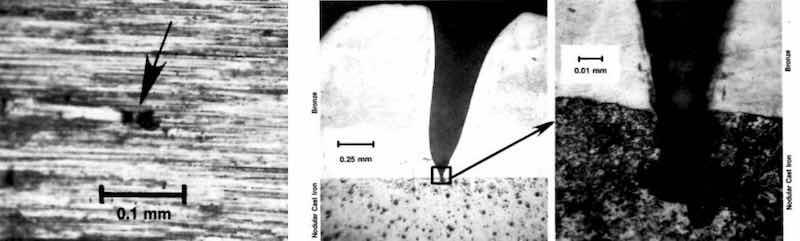 At left, Surface Pit Photomicrograph and at right, Pit Cross-Section Photomicrograph.
At left, Surface Pit Photomicrograph and at right, Pit Cross-Section Photomicrograph.
Potential Causes of Pitting
Chrome deposit pitting can be caused by any number of factors, sometimes several in combination with each other. These pitting causes and their remedies are not listed in any order of influence, so each should be investigated separately. BP stands for before plate and AP stands for after plate in the data below.
Inadequate Pre-Plate Finishing: Before plate (BP), grinding, polishing, or blasting can leave microscopic surface debris that must be completely removed prior to plating. The most detrimental is abusive surface finishing operations such as grinding, where excessive pressure is used without adequate cooling or lubrication. This tends to embed that surface debris, such as microscopic slivers, onto the surface, where it becomes undetectable. Subsequent polishing operations often do not completely remove those slivers. They then ‘stand up’ facing the anode during reverse etching and end up getting plated over, causing roughness in the deposit. The grinding or polishing operations that follow break off those nodules, resulting in the deposit pits.
The solution to this problem is using adequate cooling during grinding while applying low pressure on the final passes. And a belt lubricant should be used during the polishing operation. In addition, for manual operations the part should be hand scrubbed with DuraPrep just prior to the reversing step. When done properly, DuraPrep scrubbing Removes the last traces of surface debris resulting in a superior chrome deposit.
Over–Under Reverse Etching: Check the proper reverse etching times for the base metal and hardness being plated. Reverse etching causes small slivers from grinding & polishing to stand up and face the anode. Proper etch times remove these slivers, providing a smooth finish for plating. If not etched long enough, these slivers will plate over, causing a nodule that will later break off during finishing, causing a pit. Over-etching can damage the base metal and bring carbon to the surface, which also causes pits. Refer to a reverse etch time chart to determine the best reversing time for the base metal being plated and its surface hardness.
Improper Fume Suppressant Used: The use of fume suppressants was believed to cause pitting, and in some cases, this can be true if a non-permanent type is used. It has been proven though that using a high quality-permanent fume suppressant will not in itself cause pitting. Base metal pitting does not occur just because a permanent fume suppressant is being used.
Part Not Adequately Preheated: Preheat parts in the reverse etch or plating bath long enough so that they are up to bath temperature before reverse etching and plating. Massive parts will take obviously longer to preheat.
 Pits and other Defects on Plated Ring.Carbon Smut on Part: Carbon brought to the surface by over-reversing will cause pitting and other plating problems, such as peeling and poor adhesion. Again, refer to a reversing time chart for the base metal involved. Always inspect for dark or black surface smut after reverse etching. Re-polish, clean, and scrub with Dura Prep if any sign of after-etch carbon is found. A shorter reversing time should be used on the re-plate cycle.
Pits and other Defects on Plated Ring.Carbon Smut on Part: Carbon brought to the surface by over-reversing will cause pitting and other plating problems, such as peeling and poor adhesion. Again, refer to a reversing time chart for the base metal involved. Always inspect for dark or black surface smut after reverse etching. Re-polish, clean, and scrub with Dura Prep if any sign of after-etch carbon is found. A shorter reversing time should be used on the re-plate cycle.
Improper Repair Spot on Part: Check BP repairs for proper application. In most cases these will be of a different alloy and hardness, or the surrounding area has been annealed from the welding heat. Modify the reverse etching times as needed. Blasting and liquid honing may help with this. And, it is recommended that all rework and small-lot parts be hand scrubbed using Dura Prep on a ScotchBrite pad. This step alone often results in substantially less pitting and other difficulties.
Magnetized Substrate: Any iron particles or filings in the bath will be drawn to the part during the plating process. These get plated over creating nodules that break off during AP grinding or polishing which then caused the AP pits. Test the part with a manometer (or two paper clips slid together) before plating to determine if the part is magnetized. If so, then that part should be demagnetized before reversing and plating. The bath should be filtered to remove any iron particles that may be present.
Bath Chemistry Imbalance or Contaminants Too High: The chrome bath needs to operate within a desired range of ingredients and impurities. In some cases, a high sulfate level (and improper ratio) will cause pitting. High impurity levels (particularly trivalent, iron, and copper) are another cause of pitting. Ideally, the Total Contaminant Lever (TCL) of the bath will be below a 7.2 level. If a bath imbalance or high contaminant level is suspected, we recommend that a bath sample be sent to Plating Resources for a complete analysis and recommendation.
The use of CR-3 Reducer will help greatly in lowering the trivalent and chloride impurities while dummying the bath. We recommend against using porous pots because tests indicate they are not useful in removing impurities. Dummying with CR-3 Reducer is much more efficient and cost effective.
The effects of high iron and copper impurities may be lessened with a one-time addition of Dura-76 Additive. This tends to chelate these tramp metals, rendering them less active in the plating process. Dura-76 can be added to any chrome plating bath except those containing high levels of fluoride.
Organic Contamination in Bath: Certain oils and organics can break down in the bath and form a surface scum. This scum will stick to the parts when they enter the plating tank and will cause pitting. This scum can also form from oils left on the parts being plated, a breakdown of floating poly balls, degradation of the tank linings, or the use of a non-permanent fume suppressant. Eliminate the cause and skim the bath to remove the floating scum. These organics also create excess trivalent, which should be dummied out using CR-3 Reducer.
Foreign Debris in Bath: Particles from anode sludge, barium sludge from sulfate treatments, polishing grit, or iron filings that are in the plating tank can cause pitting. In these cases, the bath should be filtered sufficiently to remove them.
Horizontal Cathode Surface: Foreign debris can settle onto part surfaces that are oriented horizontally. In these cases, the bath should be filtered, and the fixtures changed so those parts are plated at an angle.
Rectifier Defect: Blown diodes, ripple too high, or single phasing can also cause pitting, although this is less common than the other potential causes mentioned. If suspected, the rectifier should be checked for its output, 3-phasing, and optimum sine wave by a qualified electronics expert using an oscilloscope.
Current Interruption During Plating: Power failures can cause pitting if the current was disrupted long enough. In this situation there is no option other than stripping and replating the parts. An option would be to pull the part(s), polish them and then use the chrome-on-chrome activation procedure for replating with excellent adhesion.
 Small Pits Marked on Plated Rod.Stop-off Debris Left on Part: Check for stop off residue before plating as this too can be a source of pitting. After stop-off, the parts should be cleaned with a suitable solvent and then scrubbed using Dura Prep to ensure a super-clean surface that is ready to be plated.
Small Pits Marked on Plated Rod.Stop-off Debris Left on Part: Check for stop off residue before plating as this too can be a source of pitting. After stop-off, the parts should be cleaned with a suitable solvent and then scrubbed using Dura Prep to ensure a super-clean surface that is ready to be plated.
Inadequate Rinsing: Parts that are not rinsed adequately during the cleaning and activation steps leave chemical films on the parts that can cause pitting. Be sure that the parts are properly rinsed thoroughly after each step and the surface is water break free before plating.
Current Density Too Low: Too low a current density can possibly be a source of pitting. If this is suspected, then the current density should be increased to at least 2 ASI.
Hydrogen Gas not Escaping: Horizontal surfaces are prone to hydrogen gas entrapment. Plate at an angle if possible and increase the bath agitation to help remove the hydrogen gassing.
Anode Has Too Much Scale: Excessive anode scale can come loose and be attracted to the parts being plated. Scaled anodes should be wire brushed and then soak cleaned in AnoBest-104 to remove the scale and provide an active anode surface. The use of AnoBest-104 also helps keep the anodes active, which provides smoother deposits and increased plating speeds.
Anode Out of Circuit: The anodes used during reversing and plating should be checked for uniform gassing. Any abnormalities indicate an anode that is not making good contact with the bus bar. In these cases, the bus bar and the anode hook should be cleaned. Using clamps on the anode-buss connection may help.
The above list outlines the many potential causes of pitting in hard chrome deposits. Again, sometimes pitting is caused by a combination of these factors. This makes the platers job of eliminating them even more difficult. If the pitting is not because of the above factors then it is most surely caused by a base metal defect. However, by this time the plater has already invested considerable time and expense on that part. How they recover that cost may leave them with a dilemma.
Base Metal Deficiency
 Pits And Roughness on Plated Roll.In many cases, the pitting is caused partly or solely by the condition of the base metal surface. This is frequently the case for reworked or repaired parts plated by a job shop. For OEM’s this could be because of irregularities or defects in the alloy provided by the supplier. Poor metallurgy, improper repairs and/or imperfections in the alloy are more common than many thought. These imperfections can include surface oxides, non-metallic inclusions and microscopic pin holes & cracks that are invisible to the naked eye.
Pits And Roughness on Plated Roll.In many cases, the pitting is caused partly or solely by the condition of the base metal surface. This is frequently the case for reworked or repaired parts plated by a job shop. For OEM’s this could be because of irregularities or defects in the alloy provided by the supplier. Poor metallurgy, improper repairs and/or imperfections in the alloy are more common than many thought. These imperfections can include surface oxides, non-metallic inclusions and microscopic pin holes & cracks that are invisible to the naked eye.
Sometimes you may encounter parts that contain different base metals or have different hardness. This is especially true of reworked parts with welding repairs. These differences will cause issues with choosing the best reverse etching time to use.
Possible Remedies
The first step is trying to identify the cause of the pitting using a process of elimination of the potential causes outlined above. If there’s no apparent cause then the pitting is likely because of the base metal condition. This may be obvious when some parts pit while others don’t.
Modify the Reversing Time: Pitting and roughness can sometimes be prevented by changing the reverse etch time. Microscopic metal debris from grinding and polishing can “stand up” and face the anode during reversing. These micro-high current density areas cause additional chrome build-up on their tips, which results in a nodule that can later break off during grinding or polishing, thereby leaving a pit. Shorter etching times may prevent their ‘standing up’ while longer etch times may remove them completely. It’s interesting to note that some platers have succeeded in completely eliminating the reverse etch step. While this may have helped solve the problem, we question the degree of deposit adhesion received and the potential for peeling, especially after the part has been put into service. Therefore, we don’t recommend eliminating the reverse etch step.
Glass Bead or Liquid Hone: In many cases, glass beading or liquid honing the plated surface prior to polishing is the only remedy. This extra step is useful in removing unseen surface debris, tenacious metal slivers, and inclusions from the part. Be sure to provide complete coverage of the surface when blasting.
DuraPrep Scrubbing: All low-production parts should be scrubbed with DuraPrep after fixturing and any stop-off application. Apply as a slurry with a mild abrasive pad such as Scotch-Brite using both longitudinal and circular motions. This step removes the microscopic debris that frequently causes pitting and roughness. After scrubbing, the part is rinsed and reverse-etched normally.
Increase the Dura Additive Concentration: In some cases, pitting can be overcome by increasing the Dura Additive level in the bath, especially if they are using the high-efficiency Dura-3000 Additive. The normal 3% level can be increased to 5-6%, and this sometimes helps eliminate or reduce the pitting tendency.
Wet Sanding: Wet sanding directly over the tank using a fine grit sandpaper has been used by some to help reduce or eliminate pitting. The part is raised after reversing and wet sanded using both a longitudinal and circular motion; the part is then rinsed and plated. This can also be done after 20-30 minutes of plating for thicker deposits. However, we don’t normally recommend this, except as a last resort; it’s messy and may add abrasives to the bath.
Plate – Polish – Plate: This may be useful for heavy build-up work, typically anything over 0.005”/side. Nothing is more frustrating (and costly) than plating a part for 15 hours only to have to strip, polish and re-plate it again, especially with no guarantee that it won’t also pit the next time. The technique is to clean, use a DuraPrep scrub, reverse-etch the part normally, and then apply about an hour or so of hard chrome. Then, remove it and polish the part using a fine abrasive. It’s then plated again using the chrome-on-chrome procedure to the desired finish size after first cleaning and DuraPrep scrubbing. For extremely heavy build-up work, this procedure may require several plate-polish-plate procedures to achieve a smooth deposit.
While this involves additional processing steps, it frequently eliminates pitting and roughness issues on reworked parts and is certainly less labor and time intensive than having to strip and re-plate the part.
Hydrogen-Induced Pitting: Pitting and blistering can occur during the post-plate grinding or baking procedure. AP baking is required in some specifications for parts having a high surface hardness or the potential for internal stresses. This default only appears after grinding or baking on parts that appeared perfectly fine after plating. This occurs because the heat generated from grinding or baking expands that hydrogen, which delaminates the chrome deposit, and it has nowhere else to escape.
This occurs because high-strength steels actually absorb some hydrogen during the first minutes of chrome plating. That hydrogen is trapped near the steel’s surface and under the chrome deposit. The remedy is to 1) bake the parts prior to plating, which limits the steel’s ability to absorb the hydrogen, and 2) apply a thin hard chrome deposit (not exceeding 0.0005”) and bake the part again. The two-step baking procedure allows the hydrogen to escape more easily without damaging the deposit. The part can then be replated to any thickness desired using the chrome-on-chrome procedure.
DOT Welding: In some cases, and if the specifications allow, parts that are plated and end up having a small number of pits can be repaired by using a DOT welding procedure to fill the pitted area(s). Either stainless steel dots or chrome nodules and trees can be used as the fill material using a special DOT welder. The welded pit is then filed or ground to match the surface and then polished. Done properly, the welded pit is undetectable and wears as well as the chrome deposit does. Contact us should you need the procedure, as this paper doesn’t provide enough space for a full outline of the requirements.
Eric Svenson Sr. is CEO of Plating Resources and a Master CEF and IUSF member. Visit www.Plating.com.Please contact Vicky at Vicky@Plating.com with any questions or if you wish to explore this topic further.































