




The process of 5S can be systematically applied to ones plating shop as easily as it applies to Boeing Aircraft or Daimler Chrysler.
In fact, the opportunity for this type of workplace improvement in a traditional plating shop may be far greater given the corrosive nature of our work and its impact on the plant. Using the techniques of sort, shine, set-in-order, standardize and sustain, the 5S process can transform an otherwise dismal plating line into a safer, more efficient line that operators will take pride in keeping clean and maintained. An obvious side benefit is that the quality of the product produced will inevitably improve. As a result, the employees win, management wins, and the customer wins.
Introduction: Why 5S?
 Milt Stevenson Jr.In his 1997 book, Management Mess-Ups: 57 Pitfalls You Can Avoid (and Stories of Those Who Didn’t), Mark Eppler cites mess-up # 50 as failure to tidy up the physical environment. Tidy is defined in the dictionary as neat and orderly and Eppler encourages business to “tidy up their act” in order to attract and retain customers.
Milt Stevenson Jr.In his 1997 book, Management Mess-Ups: 57 Pitfalls You Can Avoid (and Stories of Those Who Didn’t), Mark Eppler cites mess-up # 50 as failure to tidy up the physical environment. Tidy is defined in the dictionary as neat and orderly and Eppler encourages business to “tidy up their act” in order to attract and retain customers.
Eppler concludes, the physical state of the workplace is a powerful nonverbal statement of your company’s standards and the appearance of your office and plant is a quality statement.
While attending a recent workshop on Visual Factory Management, the attendees were asked to identify persons that visit your facility and would be favorably influenced by a neat and orderly workplace. Besides the obvious (employees, management, and customers), the list grew more and more persuasive: prospective employees, potential customers, suppliers, auditors, regulators. See Table 1 for the entire list. Over the course of time, there are literally hundreds of persons who visit our facilities and form an initial impression of our quality and performance based on the physical state of our workplace.
What opinion do these persons arrive at when they visit your shop? I would venture to say that the perception most people have of a plating shop is not one to proud of. As an industry, we’ve not emphasized the importance of keeping our shops tidy. On the contrary, we’ve become so laxed that many of the seniors, lifetime platers, are of the opinion that since we are plating shops, we have to be dirty. However, progressive manufacturers who have adopted the concepts of total quality management, predictive maintenance and lean manufacturing have discovered that building these continuous improvement programs on top of a sound 5S tidiness program, results in improved program performance and sustainability.
 As a plating shop, there are other compelling reasons for undertaking a 5S campaign. Our industry has a reputation as an environmentally risky business that has led to the public perception that we operate with callous disregard for our environment. If we are lax in our housekeeping, we only serve to perpetuate this perception. Annually we have an environmental audit performed; their reports always some aspect of poor housekeeping.
As a plating shop, there are other compelling reasons for undertaking a 5S campaign. Our industry has a reputation as an environmentally risky business that has led to the public perception that we operate with callous disregard for our environment. If we are lax in our housekeeping, we only serve to perpetuate this perception. Annually we have an environmental audit performed; their reports always some aspect of poor housekeeping.
Table 1: Whose Interested in Plant Cleanliness?
INTERNAL: Employees, Management, Facility / Plant Engr., Scheduling, Purchasing, Materials Manager, Internal Auditors, Safety, Medical and Security
EXTERNAL: Customers, Auditors, Regulators, Contractors, Visitors/Community, Suppliers / Vendors, Off-Site Managers, Potential Employees, Insurance Agents, Politicians, Media.
What is 5S?
 Between electrical, plumbing and steam supplies plating shops require organization of maintenance suppliesI’ve seen many English translations of the 5S’s, but fact is that the concept is totally Japanese: seiri, seiton, seiso, seiketsu, shitsuke. Roughly translated, these stand for sort, set in order, shine, standardize, and sustain. In Gemba Kaizen, the author refers to the westernized version of 5S as the 5C’s: clear out, configure, clean and check, conform, and custom and practice (Imai, p. 64).
Between electrical, plumbing and steam supplies plating shops require organization of maintenance suppliesI’ve seen many English translations of the 5S’s, but fact is that the concept is totally Japanese: seiri, seiton, seiso, seiketsu, shitsuke. Roughly translated, these stand for sort, set in order, shine, standardize, and sustain. In Gemba Kaizen, the author refers to the westernized version of 5S as the 5C’s: clear out, configure, clean and check, conform, and custom and practice (Imai, p. 64).
Regardless of what it’s translated as, the process is common sense and grass roots with powerful results. It doesn’t mean learning the latest management theory, in fact, most of our mothers tried to instill a bit of 5S in us early on. Those early lessons should have served notice to us that harping on our shortcomings doesn’t get much accomplished. Remember your mother yelling at you to clean your room? Chances are it didn’t get done without the threat of physical harm (i.e. spanking) or loss of some cherished privilege (e.g. TV, dessert, etc.). Modern child psychology has taught us that if you want your children to keep their rooms clean, you have to set up a structure for it to happen systematically. A recent article in Family Life, How to Organize Your Child, was nothing more than 5S for your 5-year old. It extolled the benefits of planning and managing their supplies and spaces for work and play. 5S has a place at home as well.
Boeing, Daimler Chrysler, Ford and Sikorsky have all adopted 5S programs in one form or another. The 20 Keys approach to improvements in the workplace states that the 5S program lays the foundation for success in all improvement activities (Kobayashi, p. 9). The following table lists some of the benefits of 5S.
Table 2: What are some benefits of 5S?
-
reduced handling and efficient flow of customer product
-
employee productivity is enhanced
-
fewer tripping and slipping accidents in clutter-free and spill-free work areas
-
decreased fire hazards
-
lower exposure to corrosive and hazardous chemicals
-
better control of racks, tools and materials
-
more efficient equipment cleanup and maintenance
-
improved health due to better hygienic conditions
-
floorspace is reduced and better utilized
-
reduced property damage by improved preventive maintenance
-
less janitorial work
-
improved worker morale
So what’s so hard about housekeeping? Isn’t it just common sense? Why doesn’t it just happen? These are all the questions that are bound to pop up in the initial stages of a 5S or similar program. The simple fact of the matter is that in many shops, housekeeping is always the other guy’s job or it’s not assigned to anyone in particular. If no one is accountable for it, one should understand why it doesn’t get done. As one author on the subject put it, the difficult things are easy, but the easy things elude you ( Osada, p.2 ).
Anyone who has been through 5S or is educated in the process will insist that 5S isn’t housekeeping. It’s easy to see why one would envision it as such and this is a dangerous perception. We actually had one co-worker who told us, if I wanted to do housework, I’d stay home! 5S entails housekeeping, but it’s a whole lot more. Don’t fall into the trap that it’s glorified housekeeping; the workers will become disenchanted, the process will fall dramatically short of creating a neat, orderly workplace, and the effort will never be sustained.
The beauty of 5S is that done right it’s orderly, systematic, and sustainable. There are 5 clear stages to its implementation, however, every author or consultant on the subject has their own buzz words for the 5 steps. The Japanese terms have been more or less translated to English ‘S’ words other non-S translations to categorize the 5 stages of activity. While several variations appear in literature, for the balance of this paper I’ll use those from Hirano’s book: sort, set in order, shine, standardization and sustain.
Implementation of 5S
 “A place for everything and everything in its place.” 5S applies to the office (or home) as readily as the factory floor.Few managers or shop personnel would argue that 5S couldn’t do something for their shop. The problem comes in where do we start? We’ve neglected our shop floors for so long that it shouldn’t come as a surprise that your platers would be suspicious or even incredulous of management’s commitment to 5S. However, management’s commitment, while absolutely necessary, isn’t enough. Since 5S is a grass roots activity, it takes commitment by all.
“A place for everything and everything in its place.” 5S applies to the office (or home) as readily as the factory floor.Few managers or shop personnel would argue that 5S couldn’t do something for their shop. The problem comes in where do we start? We’ve neglected our shop floors for so long that it shouldn’t come as a surprise that your platers would be suspicious or even incredulous of management’s commitment to 5S. However, management’s commitment, while absolutely necessary, isn’t enough. Since 5S is a grass roots activity, it takes commitment by all.
As with any new initiative, it’s easiest to implement by starting with a multi- discipline, cross-functional team. Involve veterans; they often know what’s wrong and long for ways to implement meaningful change. Involve new personnel, they offer a fresh, unbiased viewpoint and don’t harbor a it’ll never work here attitude. In our business, it’s critical that such a team includes someone to voice safety and environmental perspectives, as well. Management must not only be represented, but also deeply involved as an equal, non- domineering team member. One of the most critical functions to involve is that of facility engineering or maintenance. 5S inevitably involves projects which require not only their sweat, but their brainpower as well.
Getting Started
 Start small such as ones individual work station.So Team 5S is formed; now what? The old adage of how do you eat an elephant applies here. Don’t try to take too big a bite, you’ll only gag! Start small; choose a defined area of the plant, perhaps a single department, process line or work cell. Start in an area where you’re assured of success. Early on the key is to gain momentum and let the team savor a quick victory.
Start small such as ones individual work station.So Team 5S is formed; now what? The old adage of how do you eat an elephant applies here. Don’t try to take too big a bite, you’ll only gag! Start small; choose a defined area of the plant, perhaps a single department, process line or work cell. Start in an area where you’re assured of success. Early on the key is to gain momentum and let the team savor a quick victory.
A second suggestion, the more visible the area, the more likely you are to get early buy-in. Choose a department or cell that has a high activity level and interaction among departments. Our 5S- implementation team chose the Final Inspection area. Every department, management included, interacts in the area and it has a great deal of customer visibility as well.
For various reasons, however, our initial foray into 5S implementation was rocky. What the team envisioned as an easy, quick victory became a black eye. Here are a couple of lessons learned:
- While the truck drivers have their desks in the area, we didn’t seek their input (they were on the road when we met). As a result, a small refridgerator was obsoleted since those attending infrequently, if ever, used it. LESSON: Even if they are in the area only an hour a day, they have insight and ownership.
- Similarly, the inspectors questioned why we needed 2 microscopes for examining product; they never used it. The team red tagged one and had it moved out of the department. Turned out that their manager and shop personnel use it for specific jobs and tasks on a regular basis. LESSON: Even if they don’t work in the area at all, other stakeholders may have to be consulted before dispostioning apparently surplus equipment or tools.
- The team dove in eager to get started without a plan of attack. Some people led; others watched. The inspection personnel told the team what they wanted and the team responded to their every wish. LESSON: The implementation team needs training before they dive in. Hire a consultant or group study a book on the subject. Also, have plan of attack before charging the enemy. Everyone involved should have a role with defined responsibilities and estimated completion dates.
While we’d suffered a black eye, we weren’t defeated. In defeat we had an opportunity to learn valuable lessons. When customers heard about what we were attempting to undertake, some of them were well into their own 5S implementation. One of them, Schweizer Aircraft was willing to provide training to our team. When Boeing introduced the concept to them, it was Boeing personnel who not only trained them but rolled up their sleeves and got dirty.
It was reassuring to our team to know that our customers and their customers were undertaking the same program and they too had some early bruises. Equally important was the fact that one of our customers was interested in our achieving 5S success. Most importantly, we learned that 5S is a systematic process with discrete steps to be followed. In essence, stick to the tried and tested process. The Nike approach, just do it, doesn’t work!
Train
Before conducting a 5S session in any area, make sure everyone is on the same page. Train those in the area on what the process is ( and isn’t ). Make sure they understand the sequence and schedule for events. If you don’t want them to be just observers, they have to understand what’s expected of them.
A useful tool for this is Productivity Press’s 5S for Operators: 5 Pillars of the Visual Workplace. This 100-page book is written in layman’s terms and offers a great overview on the subject with plenty of tables, charts and photos. As always, there is a veritable plethora of consultants out there willing to train you on 5S. Some of them are actually quite good.
Once the targeted area is trained, they’re typically anxious to get started. Don’t delay getting started once you’ve wetted their appetite. Another approach is to train them on one activity at a time. For instance, train them in the sorting technique and immediately commence the sorting activity. After it’s initial set back in the Final Inspection area, Anoplate employed this technique with apparent success.
Sort
 In a job shop where we’re constantly making and storing customized racks and fixtures, there is a tendency to over accumulate. We had to learn and discipline ourselves that we can’t save everything we build.The first activity, sorting, is to remove all items from the workplace that are not needed for current production. Each shop will have to arrive at a definition of current; it will vary with the type of shop you are.
In a job shop where we’re constantly making and storing customized racks and fixtures, there is a tendency to over accumulate. We had to learn and discipline ourselves that we can’t save everything we build.The first activity, sorting, is to remove all items from the workplace that are not needed for current production. Each shop will have to arrive at a definition of current; it will vary with the type of shop you are.
For Anoplate, this usually comes down to racks and fixtures. As a job shop that specializes in short and medium run jobs, we make a lot of one time use jigs and infrequently used specialty racks. When we’re done with them, they hang from the rafters awaiting the next time that part number comes in. They never do and the racks just hang there, suspended in time.
Herein lies the crux of the problem in sorting, what Osada terms stratification management. Personnel must decide how important every item is and then move to keep critical use items close at hand as well as dispose of non-essential inventory.
For job shops such as Anoplate, this is especially tough. The temptation to save everything is omnipresent; you never know when another similar widget is going to come in. The minute we put a special fixture into long term storage or throw one away, we find ourselves needing it again (or so we’ve convinced ourselves). In reality, however, this is rarely the case.
One of the reason area personnel resist moving seemingly non-essential equipment, racks and such to storage is the fear that they may never see it again. Some other department will borrow it or someone less familiar with the item’s use will designate the item scrap. This is where the importance of red tagging and long-term storage enter the 5S program.
Red tags are used when the area is sorted through. When sorting, touch everything. Remember not only to include benches, but shelves, lockers, drawers, passageways, corners, walls, bulletin boards, closets, and sheds. These are the places that unneeded and unnecessary items are stowed. They make it difficult or impossible to find the stored items that need to be found. Personnel waste time looking for items they know exist but can’t put their hands on or, worse yet, they give up looking and order replacements. This only serves to squander precious financial resources and further contribute to the problem when they go to stow the now duplicate items.
Red tags serve to answer three questions:
- Is this item needed?
- If it is needed, is it needed in this quantity?
- If it is needed, does it need to be located here?
Typical information found on a Red Tag include:
- category or type of item
- item name or part number
- quantity of item for this tag
- reason item is being tagged
- department managing item
- date item was tagged
Once the defined department or area has been entirely red-tagged, the seemingly unnecessary items are gathered in a large open area where the all the personnel involved can congregate. An auction is conducted whereby each red- tagged item is dispositioned as needed, disposed of, relocated, or put back where the item was initially located.
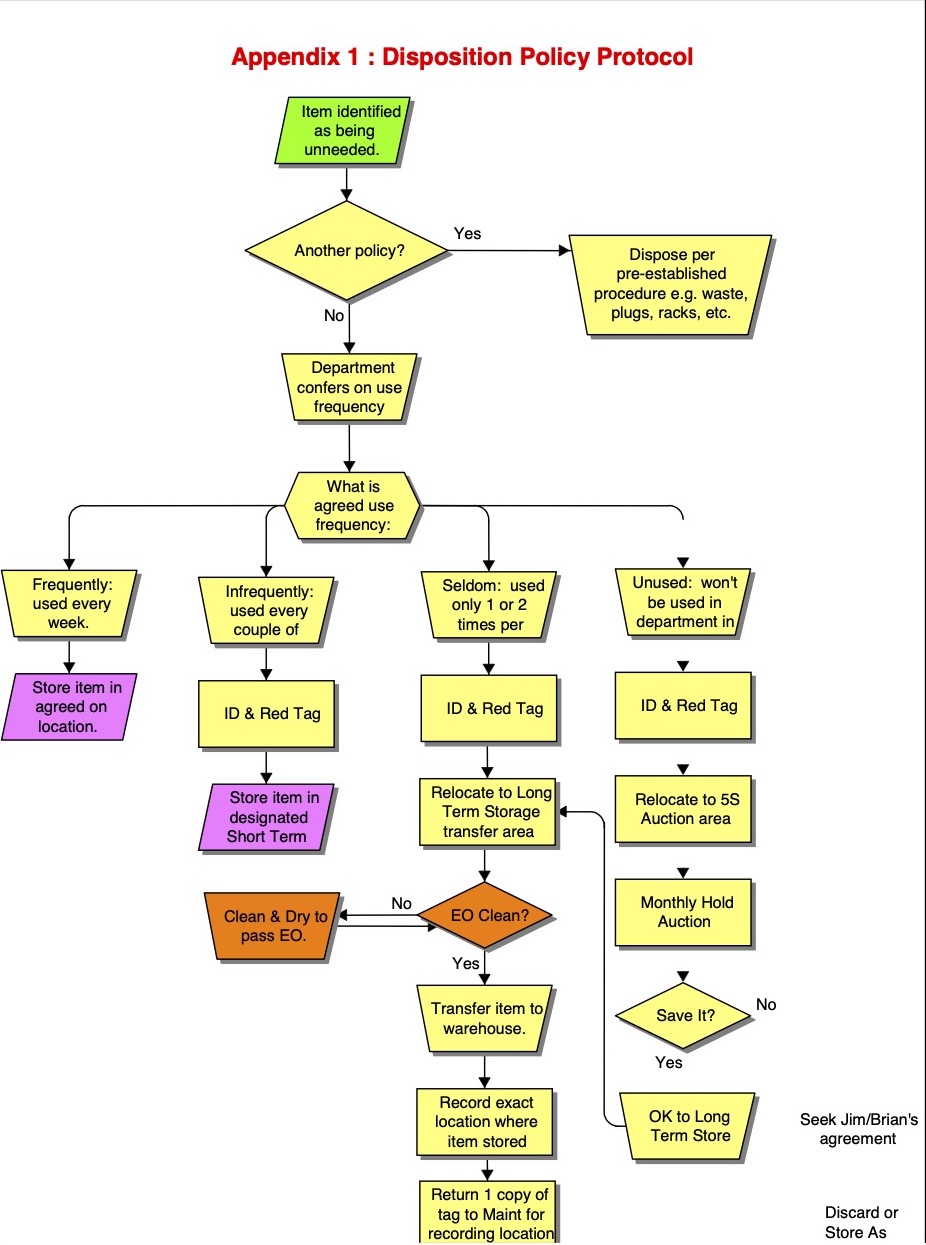
 When we didn’t have centralized storage for masking plugs and tape, everyone had their own stash which made work benches excessively cluttered and disorganized (not to mention need for excess inventory).The Red-Tag Holding Area is a hedge area where unneeded items can be held for a defined period of to see if the area can survive without the item. Anoplate’s set time period of time is 30-days. After this, other departments can lay claim to the item or the item can deemed disposable wherein employees are invited to take the item home or it is scrapped. This entire process is outlined in Anoplate’s Disposition Procedure shown in Appendix 1.
When we didn’t have centralized storage for masking plugs and tape, everyone had their own stash which made work benches excessively cluttered and disorganized (not to mention need for excess inventory).The Red-Tag Holding Area is a hedge area where unneeded items can be held for a defined period of to see if the area can survive without the item. Anoplate’s set time period of time is 30-days. After this, other departments can lay claim to the item or the item can deemed disposable wherein employees are invited to take the item home or it is scrapped. This entire process is outlined in Anoplate’s Disposition Procedure shown in Appendix 1.
The Red-Tag Holding Area is a good place for management to observe the effectiveness and progress of the action. If every department is dispositioning the same type of equipment or material, the plant likely has too much inventory of identical items. Anoplate found this to be true of masking plugs. Every department had their own stash of various Polaris plugs, dunce caps and corks. We’ve centralized all such materials into Plug Alley greatly reducing in- department storage of such items and reducing the time needed to obtain such plugs. Where we thought we had 1,000 of any individual plug, we discovered we had tens of thousands when we consolidated all of the hidden treasure.
 Similarly, each bench had varying packaging materials such as tape, tissue paper, bags, and cardboard. Consolidating all these into a central area within each department freed up considerable bench area across the company.
Similarly, each bench had varying packaging materials such as tape, tissue paper, bags, and cardboard. Consolidating all these into a central area within each department freed up considerable bench area across the company.
Shine
Anoplate put its own twist on the process here. Text books often don’t reflect reality and customizing 5S to fit ones own organization should be anticipated. Wherein conventional 5S protocol called for set in order to follow sorting, our Anoplate’s Team 5S unanimously agreed that shine was needed before set in order. After sorting the necessary from the unnecessary, the department was uncluttered to the point where shining could be accomplished more easily.
Like the Boeing trainers at Schweizer rolling up their sleeves and getting dirty, managers must get involved here as an outward, readily visible sign of their commitment to the process. Even if they are donned in their suit and tie, a walk through with words of encouragement during the cleaning workshop goes a long way.
At Anoplate cleaning activities included painting of benches, file cabinets and benches to a consistent color, whitewashing of walls, scrubbing of floors (including beneath catwalks), adding or replacing lights to brighten the area, and vacuuming dust from overhead trusses and pipes.
We made our mistakes; early on we painted the bars used to hang racks used during racking. Not only did the rack hooks scrape the paint off, but we were getting paint chips on parts. One of the team members calculated the cost difference between using stainless pipe and the cost to protect the rust prone steel pipe using paint. The labor to paint was more than the added cost of using stainless steel. We were even able to electropolish the bars to give them an even better shine.
Another shortcoming of Anoplate’s implementation was that it didn’t consider the tanks and equipment. As a son of an old time plater, I’ve come to expect that plating shops have to have wet floors and plating salts in-between tanks. This notion is bogus and defeats everything 5S is trying to accomplish. This is similar to the message that Ted Mooney was trying to get across to those in attendance at last year’s AESF Empire State Regional. A quick synopsis of Ted’s Plating Shops For the 90’s and Beyond as it relates to 5S:
- plating shops must be dry
- plating shops must be clean
- plating shops must be bright
- plating shops must be colorful an innocent.
Cleanliness certainly applies to our lines.
Set in Order
 Once the area is well lighted, clean benches and uncluttered shelves and passageways with only the essential tools and equipment present, the process moves to setting everything in order. To play on another old adage, it’s a place for everything and everything in its place.
Once the area is well lighted, clean benches and uncluttered shelves and passageways with only the essential tools and equipment present, the process moves to setting everything in order. To play on another old adage, it’s a place for everything and everything in its place.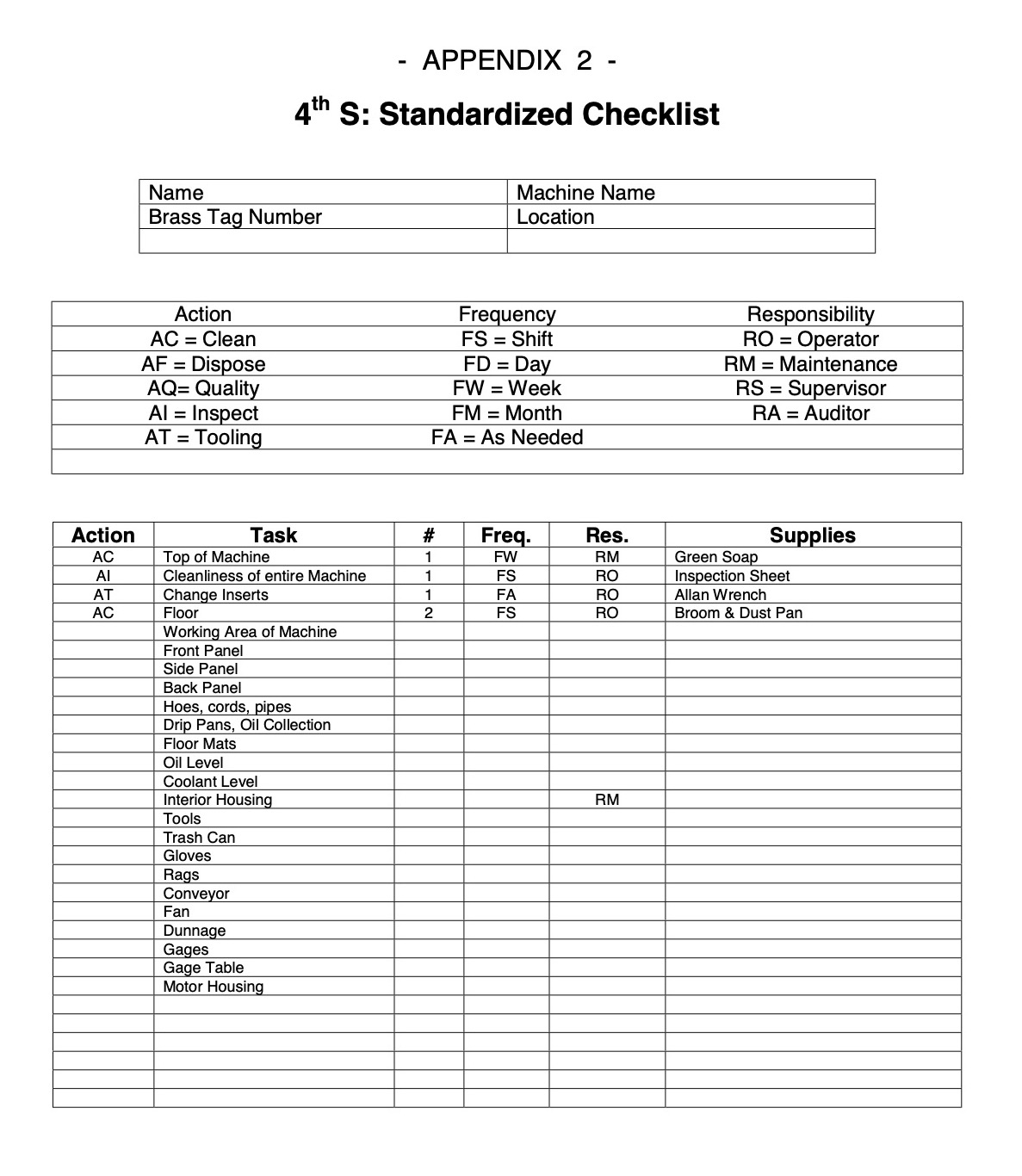
This is where visual systems and 5S overlap. It’s shadow boxing tools so everyone knows where to find the wire cutters or 1” micrometer. It’s taping a circle on the floor where the garbage can resides. It’s taping off the floor in front of the electrical panel so nothing is placed in front in compliance with OSHA regulations. Simple labels on shelves identify what type of work goes on which shelves.
Beyond simply visual management, it also entails placing each tool or piece of equipment such that it is in the most convenient location where waste of motion is eliminated and where motion is necessary, minimal ergonomic strain is involved. In summary, this component of 5S involves arranging items so they are easy to find, use and put away. Stealing a term from lean manufacturing, it entails elimination of muda (waste) or in other words, non-value added activities (Imai, p. 20).
Standardize
All right, the area is clean and only the necessary items and equipment are present. Now, how does one keep it that way? This is the maintenance step. It’s up to the personnel in the area, but whose going to check –up on them to ensure that they do? By standardizing, the temptation to slip back into their old ways is averted. This has to be done regularly; as part of ones regular duties and responsibilities.
To maintain sort, shine and set in order, these activities have to become everyday habits. A 3-step process is used to accomplish this:
- Decide who is responsible for activities necessary to maintain the first 3 S’s.
- Integrate first 3 S maintenance activities into regular work activities
- Continually check on how well the conditions are being maintained.
The 5S textbooks suggest a checklist, basically an on-going self-audit list to ensure activities are done to maintain the area in a clean, orderly state. An example of one of Anoplate’s checklists is shown in Appendix 2. Once again, visual standards are a snap to create with digital photos and software such as Microsoft’s Powerpoint.
Osada drives home the power of visual management in this regard, if you want the people in your plant to follow the rules, you have to devise tools that make the rules easy to follow (Osada, p. 139). He cites the example of Japanese mothers who place shoe diagrams near their doors so their children can more easily conform to the rule for shoes to be neatly placed at the door entrance. Establish a system that makes sense and let the workers police it.
Sustain
If everything has gone properly to this point, we’ve established standards and procedures to implement the first four of the 5S’s. However, the 5th S is the most critical for the program’s continued success and longevity. Perhaps Hirano states it best: you commit yourself to sustain a particular course of action because the rewards for keeping to the course of action are greater than the rewards for departing from it (Hriano, p. 104).
As anyone who has successfully dieted, if your revised eating behavior and exercise regimen don’t become habitual, you’ll soon find your weight creeping upward. 5S should directly lead to not only corporate rewards, such as improved efficiency and better quality, but personnel rewards, including safer workplace and improved morale, as well. The driving force for sustaining the process should be apparent to both management and workers.
The difficulty with this last ‘S’ is that unlike the others, it can’t be implemented. The commitment that it takes to sustain the program resides in people’s hearts and minds. It’s imperative that management establishes conditions that make it easier to implement the 5th S. This means providing time for 5S activities to occur. It means active encouragement, support for and participation in the activities. Lastly it means rewarding and recognizing those that make the effort a reality. As many Fortune 500 firms have discovered, as well as the Anoplates of the world, the 5S program has many rewards.
Milt Stevenson Jr. is Vice President and Chief Environmental Officer at Anoplate Corporation in Syracuse, New York. Visit https://www.anoplate.com. Eric Burghardt co-authored this paper when he was a 5S Team Leader at Anoplate Corp., Syracuse, NY.
References
1. Canadian Centre for Occupational Health & Safety. Workplace Housekeeping – Basic Guide. 5 June 1998. 14 Sept. 1999 < http:// www.ccohs.ca/oshanswers/hsprograms/house. html >.
2. Chu, Dr. Chao-Hsien. 5S for World Class Manufacturing. 26 Jan. 2000. < http:// global.ist.psu.edu/chu/wcm/5s/5s.html >.
3. Eppler, Mark. Management Mess-Ups: 57 Pitfalls You Can Avoid (and Stories of Those Who Didn’t). Franklin Lakes, NJ: Career Press, 1997.
4. Galsworth, Gwendolyn. Visual Systems: It’s All About Time. Dayton, OH: Quality Methods International, 1992.
5. Galsworth, Gwendolyn. Visual Systems: Harnessing the Power of a Visual Workplace. New York: American Management Association, 1997.
6. Hirano, Hiroyuki. 5 Pillars of the Visual Workplace. Portland, OR: Productivity Press, 1995.
7. Imai, Masaaki. Gemba Kaizen. New York: McGraw-Hill, 1997.
8. Kobayashi, Iwao. 20 Keys to Workplace Improvement. Portland, OR: Productivity Press, 1995.
9. Meyers, Wayne. The Schweizer “5S” Program for Workplace Improvement. Schweizer Aircraft Corporation. Elmira, NY. 8 June 1999.
10. Mooney, Ted. Plating Shops for the 90’s and Beyond. AESF Empire State Regional. Comfort Suites, Vernon, NY. 25 Sept. 1999.
11. Osada, Takashi. The 5 S’s: Five Keys to a Total Quality Environment. Tokyo: Asian Productivity Organization, 1991.
12. Vuko, Evelyn. How to Organize Your Child. Family Life Sept. 1999: 66--67.
13. Weston, Todd. The 5S Workshop. Anoplate Corporation. Syracuse, NY. 1 Nov. 1999.































