








Five years ago, Microfinish owner Bill Stock found himself between the proverbial rock and hard place. To be specific, he found himself between a rock and hard-chrome place.
Microfinish needed to get out of hexavalent chromium plating completely, as the number of companies willing to underwrite insurance at their St. Louis facility was dwindling. Plus, they knew that changing over to trivalent chemistry would provide a safer work environment for their employees.
The trivalent chromium chemistry had been utilized at their facility for almost 30 years. However, the automotive industry still specified hex chrome for plating inserts for seat belts assemblies.
“We needed to get away from hexavalent chrome from a safety standpoint for our people, as well as to ensure our insurability,” Stock says. “Insurance companies didn’t want us to use hex chrome, and so we wanted to get hex chrome out of the building.”
The Battle to Make the Switch
 Like many electroplating operations, Microfinish had numerous conversations over the past decade with their customer about making the switch from hex to trivalent chemistry. Their main customer would attempt to move the change forward, and it usually fell on deaf ears when the message was delivered.
Like many electroplating operations, Microfinish had numerous conversations over the past decade with their customer about making the switch from hex to trivalent chemistry. Their main customer would attempt to move the change forward, and it usually fell on deaf ears when the message was delivered.
The Tier 1 supplier and the automotive manufacturer who uses the part in the car were very satisfied with the results they were getting from the hex chrome process, so why change?
“We started a more serious discourse about five years ago with our customer,” Stock says. “And then their customer started a dialogue with their customer a Tier I supplier, and then economic times got a little tough, people focused on immediate concerns and lost emphasis on this long-term issue.”
Facing the health and insurance challenges, Stock says that he and his management team began weighing the risks of keeping the hex process running or losing the customer altogether. He says they concluded that the risks outweighed the loss of business.
“It took us putting our foot down and saying, ‘We are going to get out of hex,’ to force them to listen to us,” Stock said. “All of us — we and our customer — had risks taking this approach. Our customer was amazingly supportive. We truly appreciated their support and that they valued us as a key supplier enough that they were willing to go to bat for us.”
The Need to Convince Three Entities
 Pat GleasonFounded in 1959, Microfinish is one of the rare finishing operations which offers numerous surface finishing processes. They specialize in zinc, nickel-chrome, and electroless nickel plating finishes. In addition, they e-coat, powder coat, vibratory finish, clean, burnish, deburr and blast.
Pat GleasonFounded in 1959, Microfinish is one of the rare finishing operations which offers numerous surface finishing processes. They specialize in zinc, nickel-chrome, and electroless nickel plating finishes. In addition, they e-coat, powder coat, vibratory finish, clean, burnish, deburr and blast.
They operate out of 250,000 square feet of space in four different plants around the St. Louis area, supplying coatings to nine different automotive companies, as well as leaders in the home appliance, heavy equipment, electrical, lawn and garden, and communication industries.
As the switch to trivalent became inevitable, now came the even harder part of convincing the other two entities — the Tier 1 customer and finally the automotive manufacturer — to change their specification to allow the change from hexavalent to trivalent chrome going forward.
The biggest push-back from the OEMs to go along with a hex to tri switch was a cosmetic issue: hexavalent has a blue tint, and trivalent imparts more of a silvery look to the surface.
“It’s not much of a difference, but the coloration of the part was the number one reason the design engineers didn’t want to change,” Stock says. “The salt spray test, the wearability, as well as the Taber testing, were actually better than with hex.”
Utilizing a Formidable Chemical Partner
 Coventya's Doug Lay and Chad Flickinger helped Microfinish convince its customer, it's customer's customer, and the OEM to switch to trivalent chromium.Microfinish was going to need more help in the uphill battle, and — luckily for Stock and his team — they had a formidable chemical partner in Coventya that was willing to take on the almost insurmountable task of convincing all three entities to sign off on a change that had been in place for almost 60 years.
Coventya's Doug Lay and Chad Flickinger helped Microfinish convince its customer, it's customer's customer, and the OEM to switch to trivalent chromium.Microfinish was going to need more help in the uphill battle, and — luckily for Stock and his team — they had a formidable chemical partner in Coventya that was willing to take on the almost insurmountable task of convincing all three entities to sign off on a change that had been in place for almost 60 years.
Doug Lay, Director of Technical Marketing at Coventya, says that they had seen before firsthand the challenges that Microfinish was having with its customer in accepting trivalent, especially with the color variation issue.
“Acceptance has been slow at first, but due to environmental and worker safety, the color difference is now being accepted,” Lay says. “Along with new technologies or adjustment to prior chemistry, the consistency of color — as well as the hexavalent chrome-like appearance — has opened the eyes of designers to the use of deposits from chrome trivalent electrolytes. Today, the only remaining concern is ‘How does the wear performance of trivalent chrome deposits compare to chrome 6 deposits?’”
To show the Microfinish customer that the trivalent held up just as good — and sometimes even better — to hexavalent, Coventya wanted to gauge how the deposits would compare by using a Taber wear lab test (per ASTM B 504-90 update 2007) since it best mimics the performance of abrasion wear that can also be evaluated in a lab environment.
Educating OEMs on the Benefits of Trivalent Chrome
Chad Flickinger, Distributor Manager at Coventya, says he and Lay — along with Coventya President Mike Kelley and Conventya’s Sean Bustard — all worked to educate Microfinish’s customer and their OEM about the nuances of the benefits of trivalent chrome.
“The people who work every day in the finishing industry know what the true benefits of switching are all about,” Flickinger says. “But the engineers and the people that are responsible for writing the specs — and those adhering to the specs — the farthest thing from any education that they had ever had definitely didn’t have anything to do with electroplating. It really became a matter of educating them so when called upon so they could sell it vertically.”
In fact, during initial testing done by Coventya on the seat belt parts, there were some issues with meeting certain specs, but Lay says it wasn’t the process that turned out to be the issue, but rather the material.
“We had to show them from a metallurgical standpoint that it really wasn’t a problem with the deposit,” Lay says. “It had more to do with the way they were manufacturing their part.”
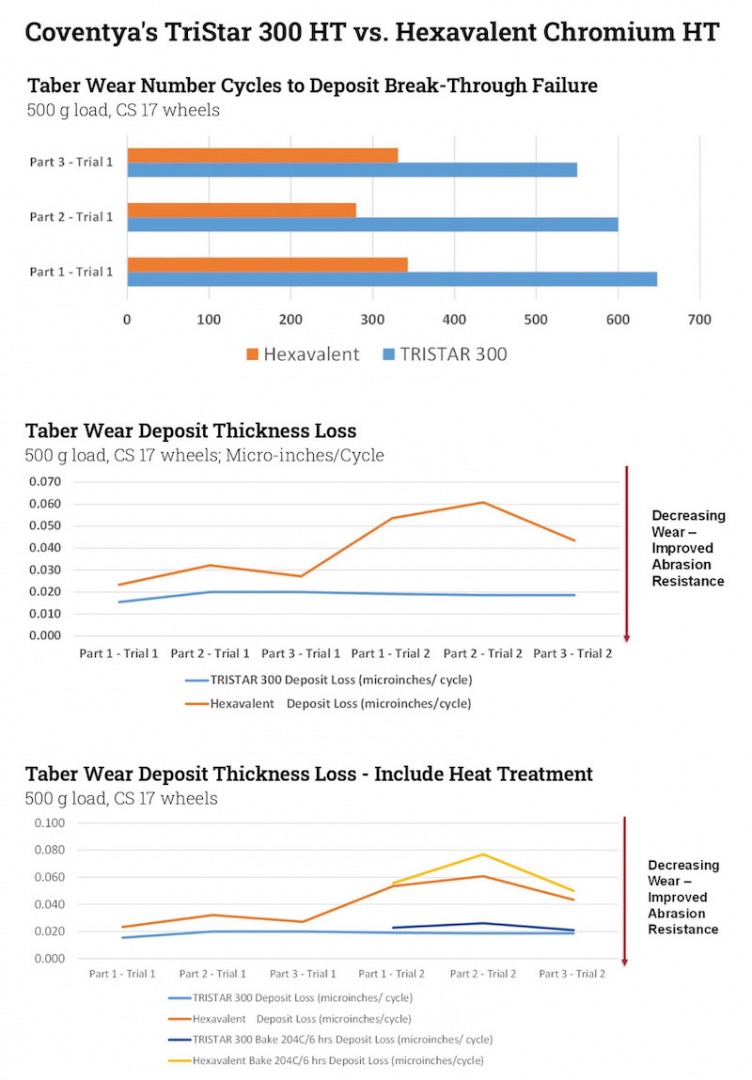
On two separate production occasions three months apart, three sets of steel Taber wear panels were processed through Coventya’s TriStar 300 process as well as through the existing hexavalent process.
Higher Thickness for Similar Plating Time with Trivalent Chrome
The results showed that the TriStar 300 system had higher thickness for a similar plating time compared to the hexavalent process.
In comparing the 9 to 12 micro-inch thickness range, TriStar 300 deposits provided two times the number of rotation cycles compared to the hexavalent deposits. On a comparative basis, looking at the thickness (deposit) micro-inches loss per Taber ware cycle metric — both as deposited and after a bake process — the TriStar 300 deposit data demonstrated superior performance to the hexavalent deposit.
“Utilizing the Taber wear apparatus represents a direct comparative test of one type of deposit to another given similar conditions,” Lay says. “For an application of seat belt buckle — and the requirement of repetitive insertion during use — the data indicated there should not be any detrimental impact of using the trivalent TriStar deposit for replacing hexavalent chrome deposits.”
Lay says they have worked with numerous customers in the conversion from hexavalent chrome to trivalent chrome, but automotive customers seem to be a tougher nut to crack unless specifications can be changed to allow the trivalent chrome process. He says exterior part changes have been harder to change because some are plated on plastic, which causes more aesthetic concerns.
“Many of the chair manufacturers have already gone to trivalent chrome because it covers better, and we’re not matching up parts as much,” Lay says.
Paramount Concern on Safety Parts
 Microfinish plated about 20 million seat belt buckle like this one each year.Flickinger added that, even though this was an interior part of a seat buckle assembly, there was still some concern on the Tiers and OEM.
Microfinish plated about 20 million seat belt buckle like this one each year.Flickinger added that, even though this was an interior part of a seat buckle assembly, there was still some concern on the Tiers and OEM.
“Because it’s a safety mechanism, there was probably a paramount concern on getting this right,” he says.
Stock says the 5-year run-up to getting approval for the change had many starts and stops, and the pandemic in 2020 was both a problem and a solution as many of the principles in the process were forced to meet via video calls instead of having to schedule face-to-face meetings.
“There were several times in this process that we hit a complete dead-end, and then everyone just had to kind of back up,” Stock says.
He says partnering with Coventya was the only way he could have managed the process because they brought in their metallurgical experts and offered data showing how trivalent chrome worked just as well.
A ‘Phenomenal Job’ in Testing and Support
 “I would say that Coventya didn’t just do a good job; they did a phenomenal job in their testing, reviewing the results and supporting us in this process,” Stock says.
“I would say that Coventya didn’t just do a good job; they did a phenomenal job in their testing, reviewing the results and supporting us in this process,” Stock says.
Since the Microfinish management team has been running trivalent chrome for more than 30 years, they were already set up for an immediate changeover. They can change their nickel line from hexavalent to trivalent chrome with the transfer of a tank.
“There wasn’t a horrendous expense to change over to trivalent chrome,” Stock said, “however tri costs more to run than the hex, but we had no choice. We’re willing to eat those costs because we knew we had to get away from hex chrome.”
Internally, Stock also had tremendous support and expertise from Pat Gleason, Operations Manager, and Dale Woodfin, Plant Manager. “Both have extensive knowledge of every aspect of the plating process. Their contributions were invaluable, as they weaved together, the process, assistance from our supplier, and brought the Tier 1 customer on board. I couldn’t have gotten this change through without their perseverance, dedication, and assistance,” Stock said.
“My team did a phenomenal job,” Stock says. “Pat and Dale did whatever was asked of them to try to get this changeover accomplished. They knew how important this product line is to our company and how important it was for us to stop plating with hexavalent chrome.”
When the hexavalent chrome line was finally shut down in early September, Stock and his team celebrated the accomplishment, as they knew it would have been a huge risk if they continued using hex chrome.
“This was a huge win for us, especially in the circumstances we had,” Stock says. “I’m glad we had people who are willing to work with us, and we could get everybody to talk online together, at one time. Our direct customer worked very hard for us with their Tier I supplier to get them to change.”






























