




A novel strategy for manufacturing of the main insulation of high-voltage rotating machines is presented.
 Moritz Scholl, Nicolas Vogel, and Steffen LangThe developed process is based on established electrostatic powder coating equipment. Using complete automation enables the precise and reproducible application of homogeneous powder coating layers. Individual layers can be stacked by process repetitions to achieve a desired layer thickness.
Moritz Scholl, Nicolas Vogel, and Steffen LangThe developed process is based on established electrostatic powder coating equipment. Using complete automation enables the precise and reproducible application of homogeneous powder coating layers. Individual layers can be stacked by process repetitions to achieve a desired layer thickness.
This coating strategy alters the particle deposition process by introducing additional capillary bridges that significantly increase powder adhesion. A systematic parameter study is performed to provide process–structure relations connecting various process parameters with the resultant coating thickness and homogeneity. The parameters of the developed coating process are iteratively improved to maximize coating homogeneity and minimize defect density, the most critical parameters in high-voltage insulation applications.
The obtained powder coatings with a target thickness of 1.5 mm are subjected to electrical testing to examine the partial discharge activity as a key criterion for a functional insulating coating. The measurements reveal no significant partial discharge activity up to an electric field strength of 10 kV mm−1, demonstrating that this novel strategy for the production of the main insulation of high-voltage rotating equipment surpasses the state-of-the-art process in terms of partial discharge activity.
1 Introduction
High-voltage rotating machines are central to the generation and use of electrical energy and are found in any large wind turbine, water turbine, or, in general, in any type of rotating electric power generator or electric motor. Therefore, such machines are essential for the shift toward a sustainable energy supply. A key objective in the development of such high-voltage rotating machines is the increase in power density. In the past, the energy density could be increased mainly by reducing the thickness of the main insulation.[1, 2] The main insulation is the component that separates the copper conductors from the grounded stator core.[3] Its failure usually causes a short circuit, rendering the motor or generator inoperable.[4] Therefore, the insulation is essential for the regular operation of motors and generators.[1]
Simultaneously, market competition promotes cost-efficient manufacturing processes. Currently established manufacturing processes of electrical insulation systems of rotating high-voltage machines consist of several steps. Often, the copper conductors are first wrapped with a mica insulating tape by winding machines.[1, 3, 5] These wrapped conductors are then impregnated with a resin and cured (VPI or GVPI process) or, if resin-containing tapes are used (resin-rich process), merely cured.[1] Typical insulations consist of composites combining mica surrounded by thermosetting epoxy resins.[1] Both the manufacturing processes and the involved material combinations have been used and improved for decades.[3] Therefore, a major part of the optimization potential has already been exhausted.[1]
In this manuscript, a highly automated, powder-based coating process is developed with the intent to automate, streamline, and improve the production of the main insulation of high-voltage rotating machines. To this end, the established electrostatic powder coating process is adapted and automated in order to investigate the additive manufacturing of the main insulation in a controllable and highly reproducible, layer-by-layer fashion. Such powder-based processes, which typically operate by an electrostatic adhesion of particles, are well established and widely used in the paint industry.[6, 7] While powder-based coatings have been demonstrated for low-voltage electrical motors and bus bars, to date, electrostatic powder coating processes have not been adopted for creating the main insulation of high-voltage rotating machines.[8-10]
The established electrostatic powder coating process operates as follows: powder particles are charged by a powder coating gun and accelerated toward an electrically grounded substrate by an air flow. The particles adhere on the substrate surface and form a uniform porous particle layer due to electrostatic forces. After powder application, the particles are cured. Various curing methods exist.[7, 11, 12] However, the most widely used method is thermal curing.[6] Once the coating is cured, the coating process is complete.[6] Existing studies on the utilization of powder coatings for insulation of rotating electrical machines use low-voltage machines[13] or use a different coating method to create the insulation (e.g., fluidized bed powder coating).[14, 15]
In this article, it is demonstrated that powder coating processes enable the formation of insulating layers able to operate under high-voltage conditions. The key to this successful application is the automation of the process with the goal to reproducibly deposit coatings with low defect density and a homogeneous thickness. For this purpose, a standard, commercially available powder coating was used as the coating material and an automated coating robot based on conventional electrostatic powder coating equipment was installed (details in Experimental Section). The research focused on a systematic parameter study leading to coatings with the desired properties. Since many thermosetting powder coatings in the coating industry and current insulation systems of rotating electrical machines are based on epoxy resins, an epoxy resin-based powder coating was employed to produce insulations on tubular copper substrates as test specimens.[1, 6]
The deposited multilayer coatings were optimized toward high uniformity, using thickness measurement scans along the longitudinal axis and the circumference of each cylindrical specimen. From these line scans, the average coating thickness, the absolute standard deviation, and the relative standard deviation of the coating thickness were calculated.
Finally, the performance of the obtained coatings was investigated in partial discharge measurements to assess their functionality as high-voltage insulating materials and compared with state-of-the-art insulation.
2 Results and Discussion
2.1 Experimental Setup
The powder coating was applied with an automated coating machine to obtain reproducible results. The powder coating setup consists mainly of the components shown in Figure 1a and the components mentioned in the Experimental Section.
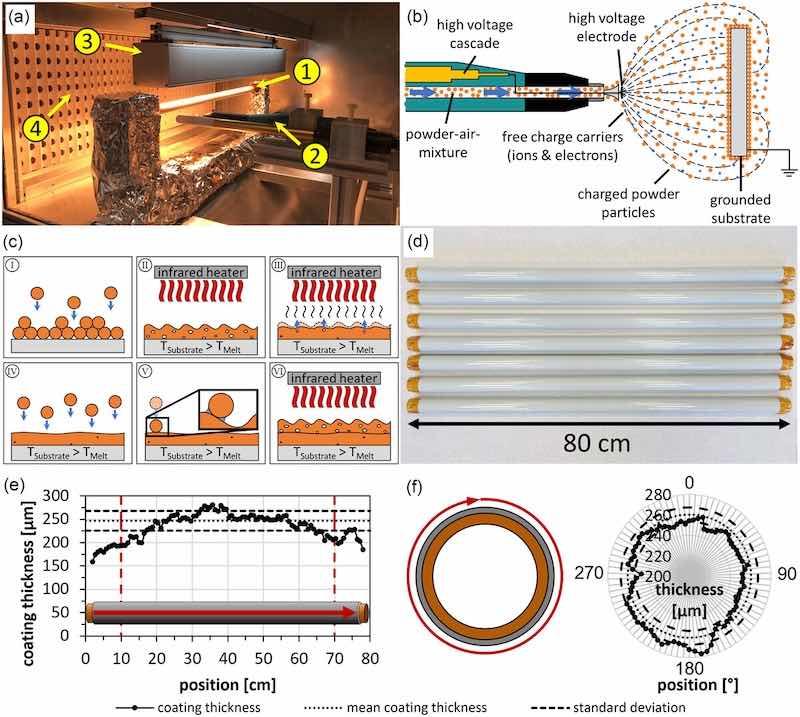 Figure 1: Automated powder coating for high-voltage insulations. a) photography of the coating robot (only the inside of the powder coating chamber is shown): 1. copper specimen with applied powder coating, 2. Corona-charged powder gun system, 3. infrared heater, 4. air and excess particles extraction system; b) schematic illustration of the electrostatic powder coating application method used: the powder coating–air mixture is charged by ion bombardment of charged particles from the corona discharge and transported toward the substrate. Due to the electrostatic interactions, the charged particles adhere to the surface of the grounded substrate; c) proposed processes during powder coating application and curing; d) representative photographs of powder-coated and cured copper substrates with a layer thickness of about 1.5 mm; e) exemplary thickness distribution of a specimen generated with the initial process parameters in axial direction; f) exemplary thickness distribution of a specimen generated with the initial parameters in radial direction.
Figure 1: Automated powder coating for high-voltage insulations. a) photography of the coating robot (only the inside of the powder coating chamber is shown): 1. copper specimen with applied powder coating, 2. Corona-charged powder gun system, 3. infrared heater, 4. air and excess particles extraction system; b) schematic illustration of the electrostatic powder coating application method used: the powder coating–air mixture is charged by ion bombardment of charged particles from the corona discharge and transported toward the substrate. Due to the electrostatic interactions, the charged particles adhere to the surface of the grounded substrate; c) proposed processes during powder coating application and curing; d) representative photographs of powder-coated and cured copper substrates with a layer thickness of about 1.5 mm; e) exemplary thickness distribution of a specimen generated with the initial process parameters in axial direction; f) exemplary thickness distribution of a specimen generated with the initial parameters in radial direction.
The centerpiece of the coating system is a commercially available MS topcoater elite 1 powder coating equipment from MS Oberflächentechnik AG. The powder coating is applied to electrically ground copper substrates by electrostatic powder coating with this experimental setup.
The electrostatic powder coating process is schematically illustrated in Figure 1b.[6, 16] The powder particles are transported by an air flow to the end of the powder coating gun, where they are charged by a corona discharge. The underlying charging mechanism is called ion bombardment, since the corona discharge initially generates charged air ions, which in turn collide with the powder particles, thus charging the particles.[6, 17] These charged powder particles are ejected toward the grounded substrate, where they adhere on the surface of the substrate due to electrostatic attractions.[6]
For the coating of the entire outer surface of the specimens, the copper substrates (item 1 in Figure 1a) are continuously rotated along their longitudinal axis. The powder coating gun (item 2 in Figure 1a) is then moved along the longitudinal axis and the powder particles are applied by an air flow and electrostatic interactions. The powder is charged by a corona discharge and deposited to an electrically grounded substrate to induce adhesion.[6] After the deposition process, the powder coating is thermally cured by heating the coated substrate with an infrared radiator (item 3 in Figure 1a).
The motion of the charged powder coating particles can be influenced by a combination of electrostatic and aerodynamic forces.[18] These forces are in turn critically affected by the applied process parameters such as nozzle distance, gun voltage, or pneumatic parameters, which necessitates a systematic parameter study to optimize the produced coatings.
In contrast to typical electrostatic powder coating processes,[6, 7] in the presented approach, the powder is deposited at elevated temperatures and in multiple cycles, which affects the mechanism of the coating process and, subsequently, the resulting coating thickness and its uniformity. The modified coating mechanism is illustrated in Figure 1c. First, a conventional electrostatic powder coating step takes place, in which the charged particles adhere electrostatically on the grounded substrate (Figure 1c, I).[6] Afterward, the substrate is heated by infrared radiation to the desired curing temperature. This curing temperature is significantly higher than the softening or melting temperature (TSubstrate > TMelt) of the untreated powder coating, causing the individual particles to coalesce (Figure 1c, II).[16, 19] Besides the coalescence, the elevated temperature further causes surface leveling, degassing, and curing of powder coating (Figure 1c, III).[20, 21] After powder application and curing, the next powder coating layer is applied directly on top of the previously applied powder coating. The surface temperature of the established coating can be adjusted to influence the adhesion of the powder particles of the subsequent powder coating layer, providing an additional process parameter that needs to be optimized to obtain homogeneous coatings. This surface temperature is termed the application temperature and is the temperature of the substrate surface or of the previously applied powder coating during powder coating application, respectively. Subsequent powder coating layers are repeatedly applied and cured until the desired thickness is achieved (Figure 1c, IV). This process design has important consequences for powder adhesion. Instead of an electrostatic attraction which governs conventional electrostatic powder coating processes, the predominant mechanism for all subsequent coating layers in this case is based on the formation of liquid bridges (Figure 1c, V). The powder particles reaching the substrate collide with the molten and partially cured underlying coating layer, causing adhesion via capillary bridges, rapid heat exchange, and immediate melting. For the final step, a heating and curing cycle of the most recently applied powder coating layer is performed to homogenize the coating (Figure 1c, VI).
By repeatedly applying and curing the powder coating, in principle, any desired coating thickness can be achieved. Within the scope of this study, a homogeneous coating thickness of 1.5 mm was targeted as the insulation thickness, since this insulation thickness is typically used in our laboratory for high-voltage insulations manufactured according to the state of the art, and test specimens from other researchers also feature a comparable layer thickness.[22, 23] This allows the results of the powder coating-based high-voltage insulation to be compared with existing data. Figure 1d depicts a set of powder-coated samples produced with this experimental setup and the process described with an average thickness of 1.5 mm to showcase the macroscopic uniformity.
2.2 Coating Evaluation and Optimization Strategy
In the following, the target characteristics used for the evaluation of the experiments are defined. The evaluation and the optimization of the process parameters was consistently performed with respect to the average layer thickness of the powder coating and its uniformity.
In literature, the transfer efficiency or the first pass transfer efficiency is often used to evaluate powder coatings.[18, 24, 25] The transfer efficiency is defined as the ratio of the mass of powder deposited on the substrate to the mass of powder ejected.[18, 24-26] However, for the fundamental development of the coating process and the parameter optimization, the coating thickness and its uniformity are more relevant than the total yield.[18, 27, 28] Therefore, emphasis was primarily placed on the standard deviation of the coating thickness as the measure for coating homogeneity, which is required for the application as high-voltage insulation. By repeatedly applying and curing multiple homogeneous powder coating layers, the targeted coating thickness of 1.5 mm was achieved without adversely affecting the uniformity of the multilayer coating, resulting in a high uniformity of the final coating. Furthermore, process parameters which yield thicker coating layers with similar homogeneity were additionally prioritized, as they minimize the number of coating steps and thus the total process time to achieve the final coating thickness.
To quantify the coating thickness, a magnetic-inductive measurement method was used as a nondestructive method (details in Experimental Section).[29, 30] The device operates by generating eddy currents in the base metal underneath the coating by means of a high-frequency electromagnetic field. These induced currents lead to a change in the electromagnetic field and therefore result in a change in the amplitude of the test coil impedance. The induced eddy current density is a function of the distance between the generating coil and the surface of the base metal. Consequently, this change in impedance can be used as a measure of the thickness of the coating on the conductor.[30]
The coating thickness of the specimens was measured in axial and radial direction after the specimens cooled to room temperature. For axial measurements, a line scan was performed along the longitudinal axis of the specimens. Radial measurements were conducted in the center of the samples. Figure 1e,f shows exemplary measured thicknesses of a powder-coated specimen in axial (Figure 1e) and radial measuring direction (Figure 1f). The measured values of the axial and radial measurements are plotted as a function of the measuring probe position. From these measurements, the mean coating thickness and the standard deviation were determined and consequently used for the process optimization. To exclude measurement bias in the vicinity of the specimen holder, the calculated average thickness and standard deviation are based exclusively on the measurements in the interval from 10 to 70 cm (Figure 1e).
This approach allows the characterization of each coated substrate by the mean coating thickness and the standard deviation in axial and radial direction. In addition to these absolute values, the corresponding relative values related to the mean coating thickness were also calculated (see Table S1, Supporting Information). The relative characteristic values enable the comparison of experiments conducted with different process parameters with regard to their uniformity.
Table S1: Absolute and relative characteristic values calculated from the non-destructive axial coating thickness measurement for the evaluation and comparison of the powder coatings obtained.
| Characteristic values | Absolute [µm] | Relative [%] |
| mean coating thickness | 246.8 | ------- |
| min. coating thickness | 196.0 | 20.6 |
| max. coating thickness | 287.0 | 16.3 |
| Δ coating thickness | 91.0 | 36.9 |
| standard deviation | 21.1 | 8.6 |
2.3 Characterization of the Powder Coating
A commercially available hybrid powder coating based on an epoxy/polyester blend of the Drylac Series 09 (Drylac 009/70 210 RAL 7035) from TIGER Coatings GmbH & Co. KG was used to fabricate the coatings. In this chapter, the commercial powder is characterized in detail, as it is known that the powder characteristics play a critical role in the coating process.[31, 32]
Particle size distributions were determined using laser diffraction as described in the Experimental Section. Six samples were taken from different powder coating containers and analyzed. Figure 2 shows the particle size distributions (1) and a microscope image (2) of a sample of the Drylac 009/70 210 RAL 7035. The distribution density curve in Figure 2a shows a unimodal and uniform particle size distribution. The peaks of the particle size distribution of the six samples were in the range of 33–48 μm. The particle sizes ranged on average from 14.0 ± 0.6 μm (d10) to 71.4 ± 1.9 μm (d90). The mean value of the median (d50) was located at 35.9 ± 1.1 μm.
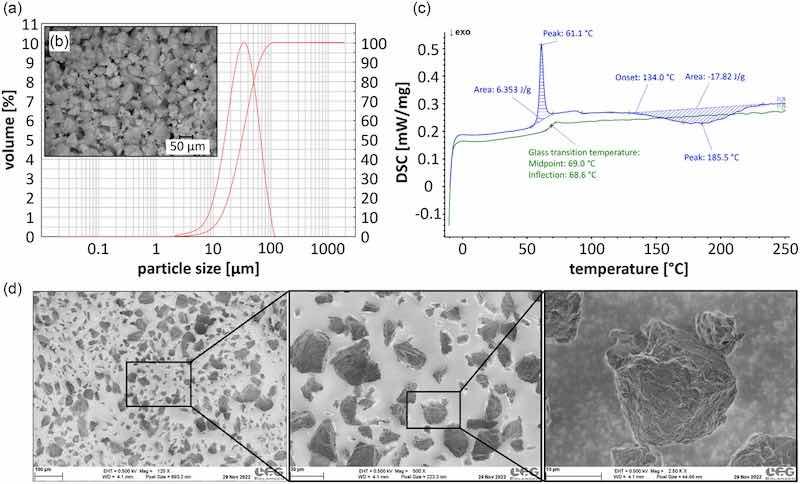 Figure 2: Characterization of the powder used for the coating process. a) particle size measurements, b) microscope image, c) DSC measurement and d) SEM images with 125×, 500× and 2500× magnification of the uncured powder coating.
Figure 2: Characterization of the powder used for the coating process. a) particle size measurements, b) microscope image, c) DSC measurement and d) SEM images with 125×, 500× and 2500× magnification of the uncured powder coating.
Figure 2c shows the differential scanning calorimetry (DSC) signal of a measurement in the range from −10 to 200 °C. The measurements were performed as described in the Experimental Section. Detailed DSC investigations on eight samples revealed an average melting peak at 60.4 ± 0.4 °C. The mean value of the onset of the exothermic crosslinking reaction occurring during the first heating was at 136.3 ± 2.0 °C. The curing reaction had a reaction peak at 183.9 ± 1.3 °C. No additional curing reactions were detected during the second heating process. The glass transition temperature of cured resin was determined to be 68.7 ± 0.1 °C.
Apart from the particle size distribution and the thermal curing properties, the particle shape can also affect the coating process. Representative scanning electron microscopy (SEM) images of the uncured powder coating are shown in Figure 2d in ascending magnifications from 125× up to 2500×. The images in Figure 2b,d show angular, irregularly shaped particles with an average particle size of 35.9 ± 1.1 μm. The rough surface of the particles can be attributed to comminution effects of the production process. In addition, the density of the untreated powder coating particles was measured with a gas pycnometer to be 1.5139 ± 0.0009 g cm−3.
2.4 Process Parameter Study
The process parameters responsible for powder coating application were systematically investigated to identify conditions to obtain uniform coatings, following an iterative strategy. The selected process parameter was systematically varied, while all other parameters were maintained constant. The coating thicknesses and homogeneity of the obtained coatings were used as target characteristics.
2.4.1 Pneumatic Parameters
The conveying air pressure and the dosing air pressure are the two parameters that govern the shape of the spray cloud and the ejected powder coating mass flow. The conveyed powder coating quantity is largely determined by the conveying air. This air flow transports the powder coating from the storage container into the hose system and to the powder coating gun. The more conveying air, the more powder coating is ejected. The conveying air can be set within the range of 0.0–6.0 bar for the used powder coating equipment.[33]
The dosing air is added to the already aspirated powder coating–air mixture to increase the kinetic propulsion of the powder coating cloud at the expense of the particle concentration. The dosing air pressure can be varied between 0.0 and 6.0 bar. To achieve a low powder output, the manufacturer recommends a dosing air of 0.6–1.6 bar. Consequently, a lower dosing air pressure of 0.2–0.6 bar is recommended for larger powder mass flows.[33]
As the first parameters, both the conveying air pressure and the dosing air pressure were systematically varied, as shown in Figure 3a. A corona spray gun with a baffle plate nozzle with a diameter of 16 mm was used. The powder coating gun was moved at a constant nozzle distance of 15 cm parallel to the longitudinal axis of the continuously rotating substrates. The rotational speed of the substrates was 500 rpm. The linear axial velocity of the gun was 100 mm s−1. The gun voltage and gun current were set to the maximum possible values of 100 kV and 100 μA, respectively. After the powder coating was applied, the powder coating was heated to 180 °C by the infrared heater and cured at this temperature (curing temperature) for 1 min. The next layer of powder coating was then applied at a substrate temperature of 160 °C (application temperature). A total of five powder coating layers were applied to each specimen in this way. Figure 3b–e shows the experiments, evaluated by the coating thickness, coating homogeneity, and the relative standard deviation.
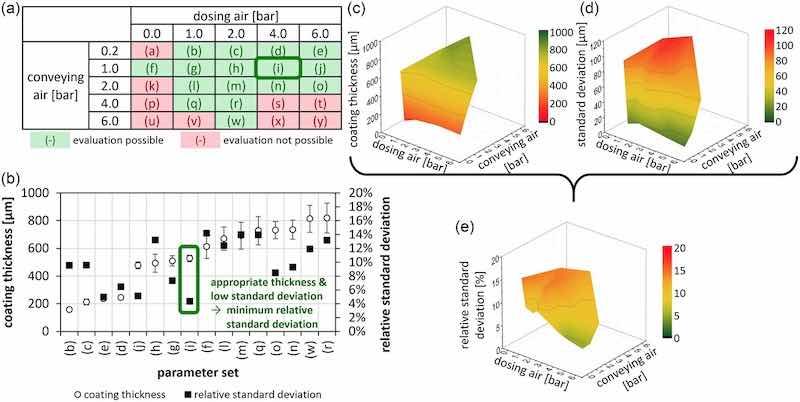 Figure 3: Investigation of the conveying and dosing air pressure of the powder coating system. a) matrix of the various combinations of conveying and dosing air pressure investigated: experiments for which no coating thickness measurements were possible are marked in red; successful experiments are highlighted in green; b) evaluation of the experiments: comparison of the mean coating thickness and the standard deviation in the axial direction as a function of the conveying and dosing air parameters; c) 3D plot of the layer thickness and d) the standard deviation as a function of the conveying and dosing air pressure; the combination of these two characteristic values (layer thickness and standard deviation) results in the relative standard deviation, which is depicted as a 3D plot in (e).
Figure 3: Investigation of the conveying and dosing air pressure of the powder coating system. a) matrix of the various combinations of conveying and dosing air pressure investigated: experiments for which no coating thickness measurements were possible are marked in red; successful experiments are highlighted in green; b) evaluation of the experiments: comparison of the mean coating thickness and the standard deviation in the axial direction as a function of the conveying and dosing air parameters; c) 3D plot of the layer thickness and d) the standard deviation as a function of the conveying and dosing air pressure; the combination of these two characteristic values (layer thickness and standard deviation) results in the relative standard deviation, which is depicted as a 3D plot in (e).
Figure 3b shows the determined coating thickness of the different parameters in ascending order from the lowest to the highest measured mean axial layer thickness (unfilled circles). The error bars represent the axial standard deviation. The relative axial standard deviations calculated from these values are shown as black squares. Figure 3c,d shows the mean axial coating thickness (c) and the axial standard deviation (d) as a function of the conveying and dosing air pressure in the form of 3D surface diagrams. The combination of these two characteristic values results in the relative axial standard deviation, shown as a 3D surface plot in Figure 3e. Figure 3c shows that the coating thickness increases with increasing conveying air pressure. For conventional electrostatic powder coating processes, it is generally reported in the literature that increasing the total air velocity promotes penetration of powder coating particles into recesses of the substrate, but also reduces the total amount of deposited powder coating as particles are blown off the substrate surface by the increased air velocity.[6, 28, 34] In contrast, low air velocities increase the degree of deposition, but the ability to coat cavities within the substrate can be negatively affected.[6] These considerations contradict the experimental findings, underlining that the powder deposition mechanism in the presented process deviates from a purely electrostatic process. In the developed automated powder deposition process, the powder particles collide with a substrate surface consisting of a liquefied polymer film at an elevated temperature, which significantly increases the powder adhesion (see Figure 1c).
Noteworthily, a study published on the conventional electrostatic powder coating processes also reported an increase in coating efficiency or, respectively, the powder coating thickness with increasing conveying air velocities.[28] In that case, a novel powder coating feed system was used, which breaks up the agglomerated coarse powder particles contained in the powder into individual particles. As a result, it can be assumed that the powder coating particles have a higher charge density and are therefore not blown off the substrate surface despite the increased air flow velocity.[28]
The increase of the dosing air pressure also has a positive effect on the applied coating thickness, albeit much less pronounced compared to the conveying air pressure. This effect is mainly observed at low conveying air pressures (parameter sets b – e) and at high conveying air pressures (parameter sets l – o & q – r). At a conveying air pressure between these ranges (parameter sets f – j), the dosing air pressure seemingly does not affect the coating thickness.
At a low conveying and dosing air pressure, the majority of the powder coating particles are not sufficiently accelerated to reach the grounded substrate. This effect can be reduced by increasing the dosing air pressure, which therefore positively contributes to the coating thickness. At high conveying air pressures, the large number of conveyed powder particles cannot be efficiently accelerated solely by the conveying air, so that a significant number of particles may not be sufficiently accelerated to reach the grounded substrate. Again, this effect can be mitigated by increasing the dosing air pressure, which dilutes the total particle concentration.[34] For conveying air pressures between these extremes, the total powder quantity and the kinetic energy of the individual particles are well balanced. Thus, most particles reach the substrate surface, where they efficiently stick due to the formation of liquid bridges and subsequent melting, so that the influence of the dosing air is negligible.
The relative axial standard deviation, extracted from the data of Figure 3c,d, is shown as a function of the dosing and conveying air pressure in Figure 3e. A low relative axial standard deviation can be achieved with a medium-to-low conveying air pressure and high dosing air pressure. However, this low relative standard deviation comes at the price of low axial layer thicknesses, thus requiring more coating cycles. Nevertheless, as can be seen from the graph in Figure 3b and the 3D plot in Figure 3e, a conveying air pressure of 1.0 bar and a dosing air pressure of 4.0 bar (parameter set (i), boxed in Figure 3b) combine high homogeneity (lowest relative standard deviation in the entire set) with a comparably large coating thickness. The parameters in set (i) are therefore best suited for the targeted homogeneous coatings. These experiments underline that the use of a substrate at an elevated temperature and multiple deposition of powder coating significantly affect the powder deposition process by increasing the adhesion of particles, allowing the use of higher conveying air pressures compared to conventional electrostatic powder coating processes. This difference, in turn, necessitates adjusting the relative ratios of conveying and dosing air pressures.
2.4.2 Coating Reproducibility
Automated processes have the advantage of higher reproducibility compared to (semi)manual processes typically used in the fabrication of high-voltage insulations.[1, 3, 5] The reproducibility of the automated powder deposition process was evaluated by comparing 20 powder coating experiments conducted at identical conditions using the best combination of pneumatic parameters (1.0 bar conveying air and 4.0 bar dosing air pressure). To achieve the targeted final coating thickness of 1.5 mm, a total of 13 powder coating layers were applied to each specimen in this way. Figure 4 shows the measured film properties in the form of boxplots.
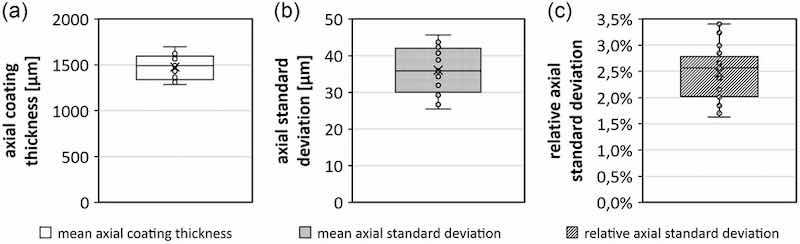 Figure 4: a) Mean axial powder coating thickness, b) axial standard deviation, and c) relative axial standard deviation of 20 powder-coated specimens; all specimens were prepared with identical experimental parameters.
Figure 4: a) Mean axial powder coating thickness, b) axial standard deviation, and c) relative axial standard deviation of 20 powder-coated specimens; all specimens were prepared with identical experimental parameters.
It is evident from the graphs in Figure 4 that the powder coating of electrically grounded copper substrates shows promising homogeneity and reproducibility. On average, an axial coating thickness of 1468.9 ± 29.5 μm (n = 20) with an axial standard deviation of 36.2 ± 1.5 μm was achieved, closely approximating the target value of 1.5 mm. This corresponds to a relative axial standard deviation of 2.5% ± 0.1%. The average axial coating thickness and the number of applied powder coating layers result in an average applied coating thickness per coating step of 113.0 μm. This is within the range of the typical maximum coating thickness of 100–200 μm for a single electrostatic powder coating application step.[6] However, significantly lower values are usually reported in the literature, again underlining the deviations of the developed process from a purely electrostatic powder adhesion.[11, 25, 27, 28, 34]
2.4.3 Gun Velocity
Next, the influence of the velocity of the powder coating gun relative to the substrate was investigated (Figure 5a). Five specimens were coated with the identified pneumatic parameters. The axial gun velocity, that is, the speed at which the gun moves along the substrate (Figure 1a), was varied between 20 and 100 mm s−1. The remaining parameters were identical to the previous experiments. The graphs in Figure 5 show the mean axial powder coating thickness (unfilled circles, left axis) with the associated axial standard deviation (error bars) and the relative axial standard deviation (black squares, right axis).
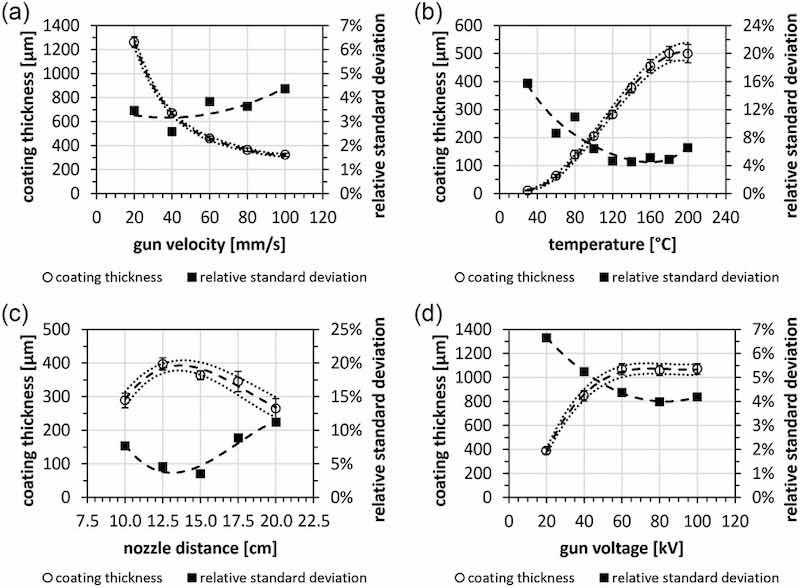 Figure 5: Variation of process parameters. Axial powder coating thickness (unfilled circles) and a) relative axial standard deviation (black squares) as a function of gun velocity, b) surface temperature, c) nozzle-to-substrate distance, and d) corona spray gun voltage; the dashed and dotted lines are to guide the eye; the dotted lines imply the upper and lower limits of the standard deviation of the layer thickness.
Figure 5: Variation of process parameters. Axial powder coating thickness (unfilled circles) and a) relative axial standard deviation (black squares) as a function of gun velocity, b) surface temperature, c) nozzle-to-substrate distance, and d) corona spray gun voltage; the dashed and dotted lines are to guide the eye; the dotted lines imply the upper and lower limits of the standard deviation of the layer thickness.
The layer thickness decreases with the increase in axial velocity of the powder coating gun from 1262 to 323 μm. Simultaneously, the relative axial standard deviation increases with the increasing gun velocity from 3.34% to 4.37%. With increasing gun velocity, the total mass of applied powder decreases, resulting in lower coating thicknesses, in agreement with literature.[34-36] Since the substrates rotate at a sufficiently high rotational speed, the homogeneity of the applied powder coating is relatively unaffected by the axial powder coating gun velocity, reflected by the relative standard deviations, which remain approximately constant. To achieve a large powder coating thickness with the lowest possible relative standard deviation, low axial powder coating gun velocities are clearly preferable. Therefore, an axial powder gun velocity of 40 mm s−1 was selected for the following experiments. This value agrees with reports from literature on conventional electrostatic powder coating processes, despite differences in the powder adhesion mechanism, which do not seem to affect the relationship between gun velocity and resultant coating thickness.[35]
2.4.4 Substrate Temperature
The substrate temperature is a key parameter in the developed process, since it directly influences the adhesion of the individual powder particles, the sintering of the formed layers, and thus the overall homogeneity of multilayer coatings. To investigate these temperature effects, the application temperature was gradually increased using the determined pneumatic parameters and a gun velocity of 40 mm s−1. Figure 5b shows that the coating thickness increases drastically with increasing surface temperature of the substrate, from 11 μm to maximum of 501 μm, reflecting the significant increase in particle adhesion via capillary bridges provided by the underlying liquid coating layer (Figure 1c).
As determined by differential scanning calorimetry (DSC), the used powder coating has a melting peak at 60.4 ± 0.4 °C (Figure 2c). This temperature coincides with the steep increase in coating thickness as it marks the transition from a conventional electrostatic process to the developed liquid-mediated process. Above this temperature, the coating thickness rises approximately linearly up to a temperature of 160 °C. From about 160 °C, the coating thickness does not significantly change anymore, since almost the entire ejected powder adheres to the substrate. In addition, the axial standard deviation increases above 160 °C surface temperature, due to the formation of a thick, flowable film of molten powder coating. The minimal viscosity of the powder coating melt decreases with increasing application temperature, before it finally increases again due to the onset of the crosslinking reaction.[20] This reduction of the minimum melt viscosity with increasing temperature facilitates the formation of surface irregularities.
The parabolic shape of the relative axial standard deviation results from the combination of the flattening curve of the axial powder coating thickness with the continuous increase of the axial standard deviation. The relative axial standard deviation decreases with increasing temperature from 15.78% and settles at 4%–6% at temperatures from 120 to 160 °C. At temperatures of 120–160 °C, a balance is achieved between a high average axial layer thickness and a low relative axial standard deviation.
A comparative study on fluidized bed coating of cylindrical metal surfaces demonstrated the same relationship between surface temperature and coating thickness.[37] An increase in surface temperature generally resulted in an increased coating thickness, regardless of the used coating material.[37, 38] This indicates that the developed process might be suitable for a variety of powder coatings and that similar adhesion mechanisms and film formation processes occur in both coating processes.
2.4.5 Nozzle Distance
The distance between the nozzle and the substrate is known to influence the resulting coating.[35] To investigate how the increased adhesion of the powder particles in the presented automated process affects this dependence, the nozzle distance was varied between 10.0 and 20.0 cm (Figure 5c). The coating thickness increases up to a nozzle distance of 12.5 cm and subsequently decreases again with increasing distance. The axial standard deviation is at a comparable level in the distance range from 10.0 to 15.0 cm and subsequently increases with nozzle distance. The combination of the axial layer thickness and the axial standard deviation results in a parabolic curve for the relative axial standard deviation.
The observed complex dependence of the coating thickness profile on the nozzle distance can be rationalized as follows. Due to the design of baffle plate nozzles, there are fewer powder particles in the center of the spray cloud than in the peripheral areas at small nozzle distances.[39, 40] With increasing distance, the spray cloud is homogenized, which results in an increase of the particle concentration in the center of the spray cloud that impacts on the substrate. Therefore, the powder coating film thickness applied to the substrate increases up to a nozzle distance of 12.5 cm. With further increase in the distance between the powder coating nozzle and the substrate, gravitational force begins to dominate, so that fewer powder coating particles reach the substrate.[18]
Numerical simulations indicate a homogenization of the gas velocity with increasing distance to the nozzle. Shah et al. calculated the gas velocity profiles in the baffle plate nozzle plane at different distances to the nozzle, which demonstrated that the influence of the nozzle on the gas flow can be compensated from about 15 cm.[41] In addition, the decrease in particle velocity with distance from the nozzle was demonstrated, accounting for the increasing dominance of gravitational force.[41] Karidkar et al. reported on parameter optimization of a powder spray process using the Taguchi method.[35] Again, a decrease in film thickness was observed with the increase in nozzle distance.[35] The agreement of the results of the developed method with the literature on conventional electrostatic powder deposition suggests that, despite the increased adhesion of the powder particles, the nozzle distance is still an important parameter to consider for successful layer deposition.
2.4.6 Gun Voltage
In conventional electrostatic powder coating processes, electrostatic forces dominate the particle adhesion and thus the film formation efficiency. Hence, the gun voltage used to charge the particles is of key importance for the control of the process.[25] In the presented process, the adhesion is mediated by capillary bridges and should therefore be less influenced by the charge of the particles. To investigate the influence of particle charge, the gun voltage was varied between 20 kV and the maximum value of 100 kV (Figure 5d). Surprisingly, the axial coating thickness increases continuously with the applied high voltage up to a value of 60 kV and subsequently levels. The axial standard deviation also slightly increases with the coating thickness, so that the relative axial standard deviation decreases with increasing powder coating gun voltage up to a voltage of 60 kV. Thereafter, the relative axial standard deviation remains at an approximately constant level, presumably due to charge saturation. Similar charge saturation effects are found in literature. For example, Dastoori et al. determined the influence of the gun voltage in a range from 30 to 80 kV and found a maximum in layer thickness at 50 kV. A further increase of the voltage did not cause an increase of the layer thickness.[42] These results show that despite the increased adhesion of particles, electrostatic charging significantly affects the deposition process, likely by influencing the transport of the particles toward the (grounded) substrate.
Table S2: Overview of process parameters used for coating tubular copper substrates for the electrical discharge measurements.
| Process parameters | Selected settings |
| charging method | Corona charging |
| nozzle geometry | baffle plate nozzle |
| nozzle diameter | 16 mm |
| powder coating application method | rotating substrate |
| curing temperature | 180 °C |
| curing time | 1 min. |
| coating direction | left → right → left |
| nozzle to substrate distance | 12.5 cm |
| application temperature | 160 °C |
| axial powder gun velocity | 40 mm s-1 |
| conveying air pressure | 1.0 bar |
| dosing air pressure | 4.0 bar |
| gun air pressure | 0.8 bar |
| gun voltage | 60 kV |
| gun current | 100 µA |
2.5 Quality Assessment of the Powder Coatings
Having investigated the process parameters affecting the multilayer deposition process, homogeneous coatings were prepared for quality analysis and electrical testing, using optimized values for the process parameters as specified in Table S2, Supporting Information. The average coating thickness of the specimens was 1369.3 μm in axial direction and 1408.4 μm in radial direction and thus close to the targeted value of 1500 μm. This coating thickness was achieved by 13 consecutive coating steps. Figure 6a,b exemplarily shows the homogeneity of the coating thickness in axial and radial direction. From these measurements, standard deviations of 25.5 μm in axial direction and 9.2 μm in radial direction were determined, corresponding to relative standard deviations of 1.9% and 0.6%. These values again underline the excellent uniformity of the coatings. Figure 6c shows a microscopy investigation of the cross section through a coated substrate. The image reveals a homogeneous coating without visible defects, pores, or interfacial imperfections. SEM images further confirm the high quality of the coating. The cross-sectional image shows a uniform, defect-free coating with a stable bond to the underlying copper substrate (Figure 6e). The top-view image reveals that the epoxy/polymer matrix fills the voids between filler particles and produces a uniform coating (Figure 6f).
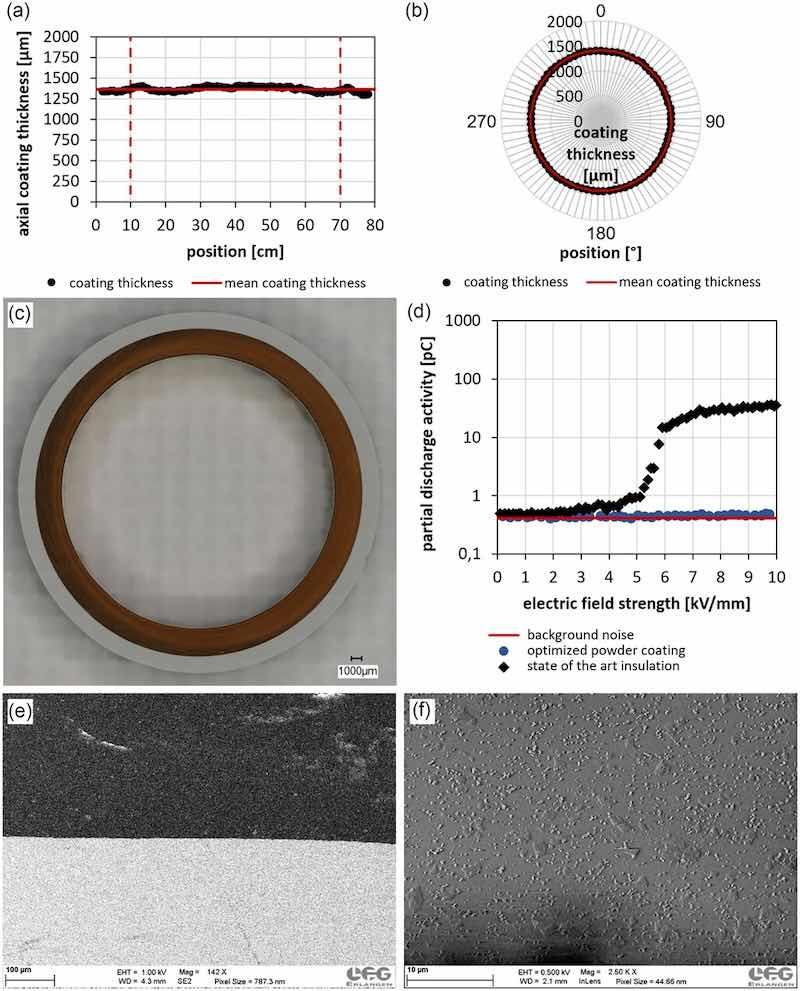 Figure 6: Characterization of the produced coatings. a) nondestructive coating thickness measurement in axial direction of a sample coated with the optimized process parameters; b) nondestructive coating thickness measurement in radial direction of a sample coated with the optimized process parameters; c) cross section through a copper substrate coated with an epoxy/polyester hybrid powder coating; no defects (pores, cracks, delamination, etc.) are observed within the coating; d) partial discharge measurements on a powder-coated copper substrates and comparison with state-of-the-art insulation: partial discharge measurements confirm the virtually defect-free powder coating observed by microscopy (c) and SEM (e,f); the powder coating possesses a significantly lower partial discharge activity than the state of the art; e) SEM image of a cross section of a powder-coated sample; no defects (pores, cracks, delamination, etc.) are observed within the coating; f) SEM image of the powder coating surface; no defects (pores, cracks, etc.) are apparent.
Figure 6: Characterization of the produced coatings. a) nondestructive coating thickness measurement in axial direction of a sample coated with the optimized process parameters; b) nondestructive coating thickness measurement in radial direction of a sample coated with the optimized process parameters; c) cross section through a copper substrate coated with an epoxy/polyester hybrid powder coating; no defects (pores, cracks, delamination, etc.) are observed within the coating; d) partial discharge measurements on a powder-coated copper substrates and comparison with state-of-the-art insulation: partial discharge measurements confirm the virtually defect-free powder coating observed by microscopy (c) and SEM (e,f); the powder coating possesses a significantly lower partial discharge activity than the state of the art; e) SEM image of a cross section of a powder-coated sample; no defects (pores, cracks, delamination, etc.) are observed within the coating; f) SEM image of the powder coating surface; no defects (pores, cracks, etc.) are apparent.
To assess the performance of the coatings produced by the automated coating setup, partial discharge measurements were performed, which are commonly used to evaluate the quality of electrical insulations.[1, 22, 43] The results of the partial discharge measurements are presented in Figure 6d and compared with the results of an insulation prepared according to the state of the art. The partial discharge measurement method tests the entire electrically contacted insulation volume and is sensitive to defects, such as pores or cracks, which will cause insulation failure due to material degradation from partial discharges.[22, 43] The partial discharge activity was measured for all 20 powder-coated samples prepared in the parameter study above (data shown in Figure S1, Supporting Information). Figure 6d shows the partial discharge activity as a function of the electric field strength for a powder-coated sample prepared by the automated powder deposition process (blue dots), a reference sample prepared by the state-of-the-art insulation process (substrate wrapped with mica tape and subsequent vacuum pressure impregnation and curing) used for high-voltage insulations (black squares), and the background noise of the measurement setup (solid red line). The comparison of the two samples shows that the powder coating insulation has a significantly lower partial discharge activity, which is only slightly above the background noise level of the measurement setup. Notably, the partial discharge inception voltage cannot be determined for typical powder coated specimens since no significant increase in partial discharges was measurable up to a field strength of 10 kV mm−1. In contrast, a significant increase in partial discharge activity can be seen in the conventional insulation starting from an electrical field strength of about 5 kV mm−1. This discharge activity is a distinct indication of defects within the insulation. These results underline the excellent homogeneity of the prepared powder-based coatings, which are virtually free of electrical active defects.
3 Conclusion
In this work, the feasibility of preparing the main insulation of high-voltage rotating machines by means of automated powder coating is demonstrated. The developed coating process combines electrostatic powder coating with fluidized bed powder coating since the powder particles are applied to substrates at elevated temperatures and thus adhere by a combination of electrostatic effects and capillary bridges. Importantly, the powder adhesion via such liquid bridges renders the process more applicable to different substrates, as only the first powder layer is deposited via conventional electrostatic adhesion, while all subsequent layers will adhere to a preformed layer of molten polymer resin. Therefore, the proposed insulation process can be transferred to a variety of materials as long as conductive substrate materials are used and the powder coating particles are capable of being electrically charged. Since this approach is intended for the production of high-voltage insulations, these conditions are always met.
The influences of all relevant process parameters on the resulting coating homogeneity were systematically investigated to identify suitable operating conditions. This detailed process analysis enabled the reproducible and accurate application of homogeneous layers with low relative axial standard deviations. By stacking multiple layers, it was possible to deposit coatings with tailored overall thicknesses and excellent uniformity of the entire multilayer coatings, allowing precise adjustment of any desired coating thickness. The virtual defect-free nature of the coatings, without any detectable interfaces between the individual applied powder coating layers, was furthermore confirmed by SEM images. Partial discharge measurements showed that these optimized multilayer coatings are essentially free of electrically active defects and outperform comparable coatings prepared by state-of-the-art processes. The ability to produce defect-free and homogeneous coatings with tunable thickness may open pathways to apply powder coating processes in other applications where the achievable coating thicknesses have been insufficient in the past. Furthermore, it was shown that it is feasible to produce the required coatings in an automated and reproducible manner, enabling the evaluation of various powder coating formulations and thus the focused development of suitable powder coatings.
4 Experimental Section
Powder Coating System
An MS topcoater elite 1 from MS Oberflächentechnik AG respectively Carlisle was utilized for powder coating. The powder coating system consisted of an MS topcase S4 control unit, a topcoat A4 automatic corona charging spray gun, and a MS TA 2010-400 automatic tribo charging powder spray gun. The entire automated coating plant was controlled by a Siemens PLC on which a self-developed control software runs. The curing of the applied powder coating was carried out by an IRE1121L infrared module from Optron GmbH. The temperature of the coated substrate was measured with a radiation pyrometer from Optron GmbH. An IN 810 pyrometer was used in combination with the CF4 optics.
Coating Process
A powder coating spray gun was used. The powder coating gun was moved at a constant nozzle distance parallel to the longitudinal axis of the continuously rotating substrates. During the movement of the powder coating gun, the powder coating was applied. After the powder coating was applied, the powder coating was heated by an infrared heater and cured. After curing the next layer of powder coating was applied.
Coating Thickness Measurements
Nondestructive coating thickness measurements of the coated copper substrates with round cross sections were performed using a coating thickness gauge from DeFelsko Corporation. The PosiTector Advanced handheld device was utilized in combination with a 6000 FNTS gauge head. The measurement system used the magnetic inductive method to measure coating thickness of nonmagnetic coatings on ferrous metals and the eddy current principle to measure nonconductive coatings on nonferrous metals.[29] For axial measurements, a line scan was executed along the longitudinal axis of the specimens. For this purpose, the measuring probe of the gauge was placed on the coated substrates and moved from the beginning to the end of the specimens. Radial measurements were conducted in the center of the samples at a distance of 400 mm from the beginning or end respectively. The measuring probe of the gauge was again placed on the surface of the coated copper substrates. The specimens were then rotated in radial direction and the coating thickness was measured along the circumference.
Microscopy
A Keyence VHX-6000 digital microscope was used to take optical images of the coatings and to check for defects within the powder coating.
Materials
An epoxy/polyester hybrid powder coating of the Drylac Series 09 (Drylac 009/70 210 RAL 7035) from TIGER Coatings GmbH & Co. KG was employed. The powder coating was applied to seamless drawn copper tubes made of CW024A according to the DIN EN 12 449 standard. The copper substrates had a length of 800 mm, an outer diameter of 30 mm, and a wall thickness of 2.5 mm.
Particle Size Measurements
Particle size distributions were determined by laser diffraction using a Mastersizer 2000 and a wet cell (Hydro 2000MU) for measurement in fluids. Both measuring instruments were from Malvern Instruments Ltd. The measuring range of this measuring system was 0.02–2000 μm. To measure the particle size, the powder coating was dispersed in water. For the determination of the/ particle size of the powder coatings, a refractive index of 1.541 was used for the powder and a refractive index of 1.33 for the water.
Differential Scanning Calorimetry
A DSC 204 F1 Phoenix from Netzsch GmbH & Co. KG was utilized for DSC measurements. Measurements were performed using disposable aluminum crucibles with pierced lids in nitrogen atmosphere with a purge gas flow of 20 mL min−1 and a sample mass of at least 5 mg. The temperature range of the measurement was from −10 to 250 °C. The heating rate was 10 K min−1. The powder coating samples were heated twice to the maximum temperature so that the glass transition temperature of the crosslinked powder coating could be determined during the second heating process.
Gas Pycnometry
The density of the powder coating was determined using an AccuPyc II gas pycnometer from Micromeritics GmbH. A powder coating sample mass of 0.5427 g was placed in the measurement cell. Helium was used as the analysis gas and ten measurement cycles were carried out to determine the density.
Partial Discharge Measurements
The partial discharge measurements were carried out on a TPP15 partial discharge test station from MPS Mess- & Prüfsysteme GmbH. The partial discharge test station consisted of a measuring cell, a partial discharge measuring device (type: TMG) and a control unit (type: STE).
The copper substrates used were completely coated with several layers of powder coating and cured. A 40 cm-long conductive coating (= outer corona protection) was applied to the center of this insulating powder coating layer. A high-resistance coating (= end corona protection) with a length of 11 cm and an overlap area of 1–2 cm to the previously applied conductive coating was then applied to both ends of this conductive coating. The outer corona protection established the electrical contact between the main insulation and the sheet metal package or the measuring instruments. The end corona protection reduced the potential difference at the interface between the outer corona protection and the main insulation. This prevented discharges on the surface of the main insulation. A continuous voltage increase with a ramped test voltage was used. The voltage was continuously increased from 0.2–0.3 kV s−1 to 15 kV. The measurements were performed at a test frequency of 50 Hz.
Scanning Electron Microscopy
A GeminiSEM 500 from Carl Zeiss AG was used to obtain the scanning electron microscope images.
Written by Moritz Scholl, Nicolas Vogel, and Steffen Lang. Scholl and Lang are with Siemens AG, Technology Department, Erlangen, Germany; Vogel is with Institute of Particle Technology (LFG), Friedrich–Alexander University Erlangen-Nürnberg, Erlangen, Germany.
References
1 G. C. Stone, I. Culbert, E. A. Boulter, H. Dhirani, Electrical Insulation For Rotating Machines, John Wiley & Sons, Inc., Hoboken, NJ, 2014.
2 F. T. Emery, M. Williams, in 2011 Electrical Insulation Conf. (EIC), IEEE, Piscataway, NJ 2011, pp. 175–179.
3 R. Hemmati, F. Wu, A. El-Refaie, in 2019 IEEE Int. Electric Machines and Drives Conf., IEEE, Piscataway, NJ 2019, pp. 2069–2076.
4 R. Brutsch, M. Tari, K. Frohlich, T. Weiers, R. Vogelsang, IEEE Electr. Insul. Mag. 2008, 24, 17.
5 G. C. Stone, G. H. Miller, IEEE Electr. Insul. Mag. 2013, 29, 45.
6 J. Pietschmann, Industrielle Pulverbeschichtung, Springer Fachmedien Wiesbaden, Wiesbaden 2019.
7 A. G. Bailey, J. Electrostat. 1998, 45, 85.
8 B. Hofmann, S. Kreitlein, M. Höcht, J. Franke, Annu. Rep. - Conf. Electric Insulation and Dielectric Phenomena, CEIDP 2016, December 2016, p. 303.
9 A. D. Callegaro, J. Guo, M. Eull, B. Danen, J. Gibson, M. Preindl, B. Bilgin, A. Emadi, IEEE Trans. Power Electron. 2018, 33, 2354.
10 C. Viswanatha, K. G. Rakesh, 2016 IEEE 6th Int. Conf. on Power Systems ICPS 2016, IEEE, Piscataway, NJ 2016, p. 1.
11 S. Wu, Polym. Plast. Technol. Eng. 1976, 7, 119.
12 J. F. Hughes, Electrostatic Powder Coating 1984.
13 B. Hofmann, B. Bickel, P. Brauer, M. Leder, J. Franke, 2016 6th Int. Electric Drives Production Conf. EDPC 2016 – Proc., Nuremberg, Germany 2016, p. 172.
14 M. R. Strucaly, in Proc. Electric Insulation Conf., IEEE, Piscataway, NJ 1970, pp. 419–423.
15 M. R. Strucaly, in Proc. Electrical Insulation Confe. and Electrical Manufacturing & Coil Winding Conf., Electr. Manuf. & Coil Winding Assoc, Chicago, IL, USA 1995, pp. 181–187.
16 L. K. Prasad, J. W. McGinity, R. O. Williams, Int. J. Pharm. 2016, 505, 289.
17 E. G. Kelly, D. J. Spottiswood, Miner. Eng. 1989, 2, 193.
18 Q. Ye, T. Steigleder, A. Scheibe, J. Domnick, J. Electrostat. 2002, 54, 189.
19 D. Sauer, M. Cerea, J. Dinunzio, J. McGinity, Int. J. Pharm. 2013, 457, 488.
20 P. Mischke, B. Strehmel, Filmbildung, Vincentz Network, Hannover, Germany 2018.
21 S. Luo, C. Gao, L. Cao, S. Yu, J. Yu, F. Dai, R. Sun, C.-P. Wong, in 2020 21st Int. Conf. on Electronic Packaging Technology, IEEE, Piscataway, NJ 2020, pp. 1–5.
22 H. Okamoto, M. Kanazashi, T. Tanaka, IEEE Trans. Power Appar. Syst. 1977, 96, 166.
23 T. Tanaka, Y. Ohki, M. Ochi, M. Harada, T. Imai, IEEE Trans. Dielectr. Electr. Insul. 2008, 15, 81.
24 R. A. Sims, M. K. Mazumder, X. Liu, J. R. Mountain, D. L. Wankum, P. Pettit, T. Chasser, IEEE Ind. Appl. Soc. 1997, 37, 1697.
25 Sampuran-Singh, B. C. O’Neill, A. W. Bright, J. Electrostat. 1978, 4, 325.
26 DIN Deutsches Institut für Normung e. V., DIN EN ISO 8130-14, 2019.
27 B. Siyahhan, M. Boldrini, S. Hauri, N. Reinke, G. Boiger, Int. J. Multiphys. 2018, 12, 373.
28 M. Matsui, T. Takahashi, T. Ito, IEEE Trans. Ind. Appl. 2009, 45, 606.
29 DeFelsko Corporation, PosiTector 6000 Coating Thickness Gages - Full Guide v. 7.7, 2017.
30 DIN Deutsches Institut für Normung e. V., DIN EN ISO 2360, 2017.
31 C. A. Thomas, H. Munday, B. T. Lobel, Y. Asaumi, S. Fujii, P. M. Ireland, E. J. Wanless, G. B. Webber, J. Phys. Chem. C 2020, 124, 26258.
32 P. M. Ireland, C. A. Thomas, B. T. Lobel, G. B. Webber, S. Fujii, E. J. Wanless, Front. Chem. 2018, 6, 280.
33 M. S. Oberflächentechnik, A. G. Betriebsanleitung, M. S. Topcoater Elite, B. Und, M. S. Topcoater, Elite 2B, 2015.
34 R. Ahmad, M. R. Ajer, Int. J. Automot. Mech. Eng. 2015, 11, 2622.
35 S. Karidkar, R. Mali, in Proc. Int. Conf. Commun. Signal Process. 2016 (ICP 2016), Atlantis Press, Paris, France, 2017, pp. 71–76.
36 A. D. Karaoglan, E. Ozden, Trans. IMF 2021, 99, 46.
37 K. C. Leong, G. Q. Lu, V. Rudolph, J. Mater. Process. Technol. 1999, 89–90, 354.
38 M. Barletta, G. Simone, V. Tagliaferri, J. Mater. Process. Technol. 2006, 178, 170.
39 U. Shah, J. Zhu, C. Zhang, J. H. Nother, Powder Technol. 2006, 164, 22.
40 X. Meng, H. Zhang, J. (Jesse) Zhu, Powder Technol. 2009, 195, 264.
41 U. Shah, C. Zhang, J. Zhu, F. Wang, R. Martinuzzi, Int. J. Multiphase Flow 2007, 33, 557.
42 K. Dastoori, B. Makin, J. Telford, J. Electrostat. 2001, 51–52, 545.
43 T. Tanaka, IEEE Trans. Electr. Insul. 1986, EI-21, 899.





























