




When maximum flexibility and perfect coating quality are required, robots are the solution.
 Roman MlakarMulti-axis robots specially developed for the coating industry are equipped with modern powder application technology. Once programmed, the robots efficiently coat parts to the highest quality as if by magic.
Roman MlakarMulti-axis robots specially developed for the coating industry are equipped with modern powder application technology. Once programmed, the robots efficiently coat parts to the highest quality as if by magic.
The advantages of uniform and reproducible coating results, cost reduction through increased efficiency, optimization of labor costs, optimized throughput, easy adjustment and storage of various programs and safer as well as improved working conditions become obvious.
There is no doubt that in the future coating will increasingly give way to a flexible and efficient application processes using robots.
In this respect, it does not matter which coating concept is pursued. At the beginning of this century, manual coaters were traditionally replaced in manual systems for process stabilization, especially on stationary parts. In combination systems (oscillating axes supplemented with robot stations) with a running conveyor, the robot is used to replace or relieve the manual coater, for example to coat recurring inner product contours and edges. Automatic systems with a recurring part geometries, which run in 3-shift operation and coat fully automatically with several robots, form the stand-alone concept.
Higher Speeds of 5m/min
 The conveying speed tends to be in the low range up to 2m/min, but can also be operated at higher speeds of 5m/min depending on the complexity of the parts. Once the motion sequence is tailored to the object to be coated and programmed accordingly, robots ensure that the guns operate at the correct speed, inclination and position to achieve the required surface qualities with minimum powder consumption.
The conveying speed tends to be in the low range up to 2m/min, but can also be operated at higher speeds of 5m/min depending on the complexity of the parts. Once the motion sequence is tailored to the object to be coated and programmed accordingly, robots ensure that the guns operate at the correct speed, inclination and position to achieve the required surface qualities with minimum powder consumption.
Once defined, the programs can be called up on demand and the coating result is reproduced accordingly. Robots can be programmed in different ways. Depending on the robot manufacturer, different technologies are available for this purpose. However, despite their simplicity, the intuitive and comprehensible user interfaces require in-depth knowledge from the operator and familiarity with the coating process in order to exploit their full potential.
Many impressive, integrated robot solutions exist however in many cases these standard parts that are high in volume but low in variation. In the case where high product variation exists (typical of powder coating installations) then deeper analysis should be carried out to determine the best solution.
In order to select the correct robot to meet the application requirements, comprehensive analysis of the process must be carried out beforehand. Criteria including the part size and shape geometry will determine the reach requirements of the robot, production volumes are also considered, this will determine the number of robots and coating devices required. In addition consideration must be given to the conveyor system, continuous or stop-go as this will influence the application method. The method of programming, program transfer, color change, communication interfaces, security concept, assembly etc. result in a complex task. Moreover, the appropriate coating technology must be selected and the coating results must meet expectations.
Integrating Robots with a Coating Device
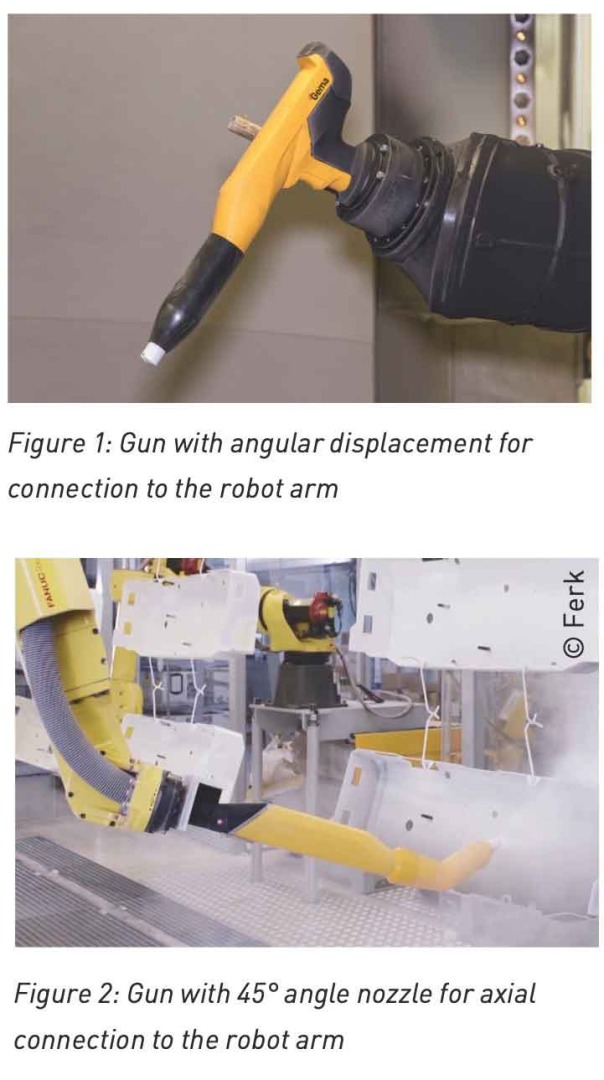
A robot becomes a coating robot only with the integration of a coating device. Gema supplies not only the coating guns but also the individual mounting adapters for connection to the robot arm, these are compatible with most makes models of robot available. Gema delivers also different solutions for the signaling communication between robot control and coating guns, thereby ensuring precise starting and stopping of the coating process.
In addition, the data exchange of coating parameters via modern industrial bus systems is also covered. The optimal connection of the guns to the robot also includes a 3D file of the guns used in order to provide the robot integrator with the information required to determine the Tool Center Point (TCP). TCP in robotics refers to the last element of the kinematic chain (stringing together all moving parts and joints of the robot). It is the decisive point for which the positioning requirements apply; in the case of coating robots, therefore, the point at which the powder emerges, the nozzle.
In robotic applications, it is imperative that the objects are suspended absolutely precisely and optimally in the desired position on the conveyor so that the sequence program together with the powder coating, delivers reproducible results. Depending on the manufacturer, the repeatability of the robot ranges from +/0.05 to 2 mm.
In order to run the coating programs in automatic mode, an encoder which records the conveyor speed and synchronizes it with the sequential program must be installed especially for the robot. In general, the objects are coated in stationary or continuous operation. Ideally, a generated program should adapt to the conveyor speed.
Furthermore, it should be noted that the use of robots is subject to safety guidelines. The directive RL 2014/34 EU (designated to the European Union) for use in potentially explosive atmosphere also applies to the coating industry.
Products For Robot Coating
 Gema offers an extensive portfolio of application devices for robots that covers a variety of products and combinations. Guns are suitable for organic or enamel powder and can be used with pump or injector technology. All coating guns for use with robots are based on the latest gun technology available from Gema.
Gema offers an extensive portfolio of application devices for robots that covers a variety of products and combinations. Guns are suitable for organic or enamel powder and can be used with pump or injector technology. All coating guns for use with robots are based on the latest gun technology available from Gema.
They impress with their robustness, coating quality, a large selection of nozzles and are an important key to mastering complex coating requirements. The high transfer efficiency, i.e. how much powder sticks to the component to be coated, from this new generation of guns significantly increases the productivity of the system and the low weight is also suitable for robots with a low payload. The advantages of professional coating equipment must be used for any robot-supporting coating task. Particularly in stand-alone systems without subsequent manual coating, unreliability of devices can cause serious concern. Qualitative and reliable coating devices combined with the advantages of a robot ultimately lead to success.
In today’s market, most robots have an internal installation (Figure 3) of hose-, pneumatic and power lines. This means that they are guided centrally within the robot arm (hollow wrist robot).
This gives the robot complete mobility. Collisions between objects and the hose installation do not have to be taken into account during programming and thus allow to move close to the contour and enter into cavities. Possible color contamination during color change applications is also avoided through easier cleaning of the outer robot surfaces.
An adapter tailored to the robot arm connects the guns to the robot, whereby the gun flanges can be removed, making the connection maintenance-friendly. (Figure 4)
The guns are supplied with powder either by the OptiSpray application pump or by the classic OptiFlow powder injector.
If high-quality coating results are required over long periods of time, pump technology is the right answer to achieve constant and reproducible quality. Long hose lengths and bends in the robot arm have no impact on powder output. Pumps do not wear out due to powder abrasion and therefore do not change the amount of powder output over time. The pump technology is also characterized by an extremely precise and fast response, so that the powder output is started and stopped at the same time as the triggering.
The output quantity can also be adjusted with extreme precision. For maximum powder output, two such pumps can supply one gun and thus increase productivity. (Figure 5)
The more cost-effective injector, which is based on the simple Venturi principle, currently delivers constant powder output and thus consistent layer thicknesses on the components thanks to precise air flows. Enhanced and advanced injector geometries nowadays reduce wear considerably and allow wear parts to be replaced without tools within a few seconds, this combines ease of maintenance with reliable and consistent coating results. (Figure 6)
Guns and powder delivery (pumps and injectors) are available for applications with organic or enamel powder. The components for the application of enamel powder have been specially developed to counteract the abrasive character of this powder. (Figure 7 and 8).
Depending on the conveying speed or required area output, a single or dual gun configuration is required. Depending on part complexity and layer thickness requirements, an applicator covers an area of 0.5 to 1.5m2/min. An average area of 1m2/min can be considered as a dimensioning value. (Figure 9 and 10)
The robot requires correspondingly large booth openings for a large area of movement. This must be taken into account when designing the air balance of the booth. On the other hand, excellent coating results require uniformly smooth air flows in coating booths.
The MagicCylinder and MagicCompact booth series with the patented EquiFlow technology offer the ideal coating conditions and are also extremely suitable for quick color changes. A freely placeable gun blow-off supports the external cleaning of the gun and the robot arm. (Figure 11 and 12)
Communication Interface Between Robot And Gun
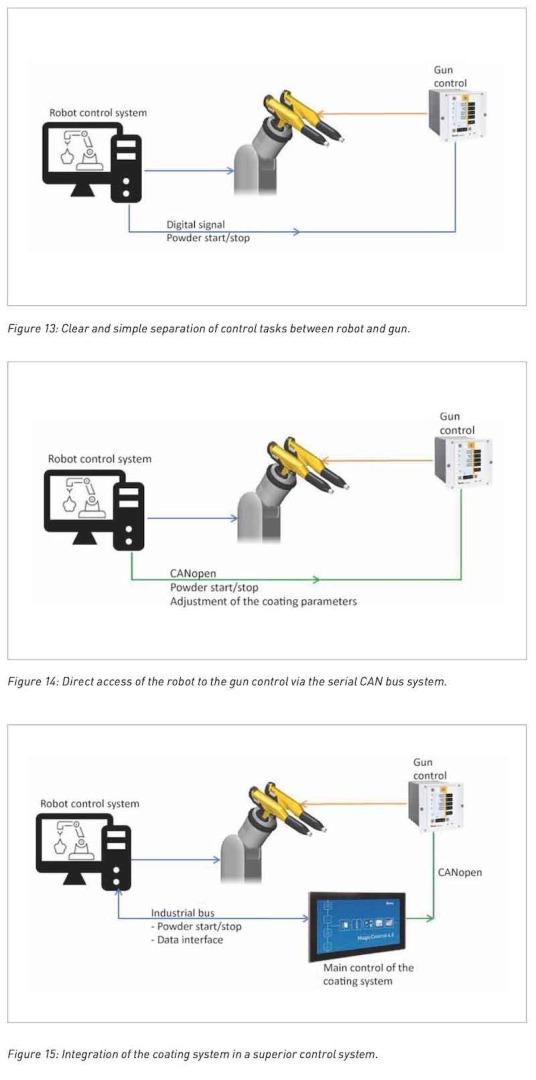 The primary task of a robot is to bring the coating device into position. The necessary movements are performed by a robot control. The coating technology with all its parameters and programs is controlled by a separate gun control unit. Therefore, an interface between the controls is necessary to synchronize movement and spraying.
The primary task of a robot is to bring the coating device into position. The necessary movements are performed by a robot control. The coating technology with all its parameters and programs is controlled by a separate gun control unit. Therefore, an interface between the controls is necessary to synchronize movement and spraying.
In the simplest case, i.e. when there is a clear separation between robot and gun tasks, the robot control coordinates both the robot-side tasks and the timing of the coating start and stop commands, by means of a simple digital signal at the gun control. The latter manages the gun parameters and the stored gun-side programs. (Figure 13)
If the robot control (or an external control unit connected in addition) has a CanBus interface, the networking between robot and gun control takes place via the CANopen communication protocol.
As a result, the robot control can directly access the coating parameters or stored programs of the gun control. The necessary communication objects are part of the robot control. (Figure 14)
With a higher degree of automation, communication is bi-directional between the robot (or higher-level system control) and the Gema MagicControl control unit via a common industrial bus (Profinet, Ethernet etc.). Coating start and stop commands, gun-side programs, further information such as color acknowledgement are communicated and exchanged. (Figure 15)
In the future, the increasing digitalization and networked production as well as the approaches of industry 4.0 will generate further benefits for the user. In this context, it is important that the common communication programs are already integrated into the control systems today.
Programming Methods
 Depending on the robot manufacturer, workpiece shape, series size and quality requirements, various programming, editing and re-teaching methods are available for robots.
Depending on the robot manufacturer, workpiece shape, series size and quality requirements, various programming, editing and re-teaching methods are available for robots.
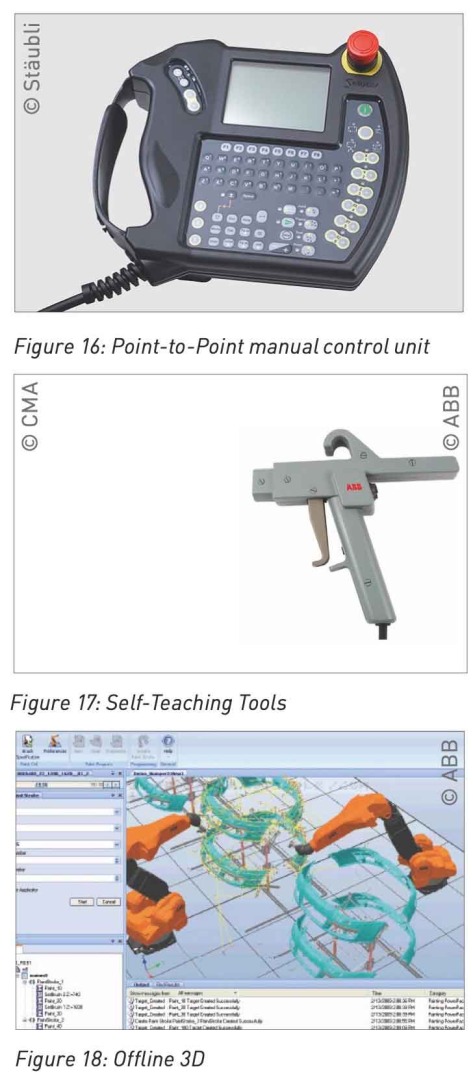
Point-to-Point (PTP) or Teach-In: Traditional programming via coordinates in space is done using the keyboard or by moving the robot arm to selected points on the component. Basic geometries (e.g. circles) simplify and support programming. For the operation and movement of the robot, an appropriate programming device such as joystick, coordinate input or intuitive gesture control is used, depending on the manufacturer. (Figure 16)
Self-Teaching: This process combines the manual skill of a coater with modern motion technology. The operator manually implements the motion sequence once by guiding the robot arm and simulating the desired coating sequence.
During the manual movement sequence, the motors of the robot mechanics are released and balanced by a compensation system so that the robot is easy to guide. A handling device is screwed to the robot to operate the robot. In another method, a device modeled on a classic manual coating gun records the manual painting movements and converts them into a robot coating program. A laser light visualizes the coating on the component. (Figure 17)
The robot can subsequently follow the stored motion sequence at an individual speed. The program can be further optimized or divided into sub-programs.
Offline 3D: With this technique, the robot is programmed at the PC workstation. The programming software allows the import of the component to be coated as a 3D file. With the offline programming software, movements and spray paths can be created and simulated immediately. The powder application can be displayed graphically. (Figure 18). Other offline programming technologies such as interaction between programmer and 3D-objects by plugging in to virtual reality goggles or datagloves will find its way into automation in the future.
 Automatic Program Generation: This method is only suitable for flat parts and frame-shaped components such as windows, i.e. where the robot does not perform depth infeeds. Based on a 2D scan (light bar) of the component, the software generates the motion sequence during operation based on the recorded component geometry. No programming is therefore necessary. (Figure 19)
Automatic Program Generation: This method is only suitable for flat parts and frame-shaped components such as windows, i.e. where the robot does not perform depth infeeds. Based on a 2D scan (light bar) of the component, the software generates the motion sequence during operation based on the recorded component geometry. No programming is therefore necessary. (Figure 19)
Re-Teaching: There are often differences between the real production environment or the component to be coated and the programmed simulation. These errors must be corrected by so-called re-teaching. For this purpose, the programmed points are approached and, if necessary, manually repaired by means of the Teach-In method. Possible program corrections can also be carried out offline without interrupting production. In addition, the simulation can be processed and optimized on the PC with regard to cycle times and other aspects. Depending on the industry and manufacturing process, one or the other programming method can be considered. The answer to aspects such as the presence of 3D data, recurring or non-recurring small series, and justifiable programming effort per part or operator know-how already point the way.
Coating Robots
 Today’s common coating robots consist of 6 axes for reaching the coating surfaces as flexibly as possible. With a seventh axis, the complete robot moves on a linear axis close to the ground. Meanwhile, all well-known robot manufacturers offer models that are specially developed for the coating industry. For the user, these differ in programming methods, ranges of coverage and load capacity of the robot arm.
Today’s common coating robots consist of 6 axes for reaching the coating surfaces as flexibly as possible. With a seventh axis, the complete robot moves on a linear axis close to the ground. Meanwhile, all well-known robot manufacturers offer models that are specially developed for the coating industry. For the user, these differ in programming methods, ranges of coverage and load capacity of the robot arm.
A coating robot needs space. The robot arm must be able to move within the maximum usable range and the surrounding area of the robot must be protected from access for safety reasons. Not to forget the space required for the control system. One control cabinet per robot can be assumed.
Costs
At first glance, the procurement costs can appear deceptively low if the robot alone is evaluated. Required options such as hand-held control units or ATEX design, programming software and integration into the home IT structure as well as integration and training courses are further cost factors to be taken into consideration. Higher basic investments are required, but by automating a coating process, production output increases while costs and quality efforts decrease, which offers advantages over the years. Object variety, part geometry and throughput as well as quality requirements are decisive factors in the cost-benefit calculation.
Conclusion Robot Coating
In the future, the use of powder coating robots will not only increase in the field of current automation. Quality advantages, flexibility, reproducibility and thus cost-effectiveness of the coating process are the drivers for distribution. Volume markets with high and constant quality requirements are the typical users of robotic powder application. Nevertheless, the costs and benefits of such investments must be carefully weighed. There is no standard solution that covers the variety of applications. The individual product portfolio of the individual robot suppliers and integrators is too large; and much depends on the object to be coated.
The manufacturers of robots have found numerous ways to keep the programming effort low and thus justify the time invested in program generation in relation to repetitive coating orders for a certain part.
The most important role in robot coating continues to be played by the reliability and efficiency of the coating equipment. A high transfer efficiency of the sprayed powder, together with the advantages of the robot, simultaneously increases the overall coating performance. A uniform powder transport with a specifically applicable application technology characterizes the coating pattern and ultimately determines the quality. Thus, a versatile product portfolio of electrostatic coating equipment, packed with helpful features, is essential to integrate into any type of robot and to meet the coating needs of the customers.
Roman Mlakar is the New Products and Intellectual Property Manager at Gema Switzerland GmbH. Please visit https://www.gemapowdercoating.com





























