




As anodized aluminum components are increasingly deployed in high-power optical and precision industrial systems operating in non-vacuum environments, their outgassing behavior has emerged as a critical material reliability concern.
 Aravindh Sadhanandham and Rajendran Prabakaran.In contamination-sensitive optical assemblies, released volatiles can accumulate on nearby surfaces, leading to haze formation, scattering, and progressive optical degradation. The porous anodic oxide layer retains water, hydrogen, dyes, and processing residues that are released under thermal, photonic, and environmental stresses typical of industrial operation. While most qualification data remain vacuum-centric, equivalent evaluation frameworks for ambient environments are limited. This review analyzes surface-driven desorption mechanisms relevant to non-vacuum systems and provides practical guidance for material and process engineers by evaluating mitigation strategies across the anodizing process chain, including fine-grain substrate selection, controlled anodizing with nickel acetate sealing, post-bake stabilization, and alternative dense coatings such as electroless nickel, sol–gel films, and Acktar. The analysis underscores the need for non-vacuum-specific qualification standards to support reliable material selection and long-term system performance.
Aravindh Sadhanandham and Rajendran Prabakaran.In contamination-sensitive optical assemblies, released volatiles can accumulate on nearby surfaces, leading to haze formation, scattering, and progressive optical degradation. The porous anodic oxide layer retains water, hydrogen, dyes, and processing residues that are released under thermal, photonic, and environmental stresses typical of industrial operation. While most qualification data remain vacuum-centric, equivalent evaluation frameworks for ambient environments are limited. This review analyzes surface-driven desorption mechanisms relevant to non-vacuum systems and provides practical guidance for material and process engineers by evaluating mitigation strategies across the anodizing process chain, including fine-grain substrate selection, controlled anodizing with nickel acetate sealing, post-bake stabilization, and alternative dense coatings such as electroless nickel, sol–gel films, and Acktar. The analysis underscores the need for non-vacuum-specific qualification standards to support reliable material selection and long-term system performance.
Original title: Surface-Driven Outgassing Mechanisms in Anodized Aluminum Under Non-Vacuum Conditions: Material Considerations and Mitigation Strategies
1. Introduction
High-power optical systems are increasingly deployed in non-vacuum industrial environments, including semiconductor manufacturing, precision metrology, and laser processing [1,2,3]. While ambient operation simplifies system integration and reduces infrastructure complexity, it introduces significant contamination risks associated with material outgassing [4]. Volatile release from structural materials can lead to the formation of contamination films on optical surfaces, resulting in degradation of optical performance, including increased scattering [5].
Aluminum is widely used in optical mounts and structural assemblies due to its low density, machinability, and favorable thermal properties. In high-vacuum systems, metals such as bare aluminum are often preferred because of their relatively low intrinsic outgassing characteristics [6]. However, under ambient conditions, aluminum requires surface protection to prevent corrosion, and anodizing is widely employed for this purpose [7]. In contamination-sensitive optical and laser-processing systems, the motivation for anodizing extends beyond corrosion protection. Black anodized coatings are widely used to suppress stray light, reduce internal reflections, and improve optical absorption within beamline components, optical baffles, sensor housings, and laser-processing chambers. These optical functionalities are closely related to the porous morphology of anodic oxide layers, which enables dye incorporation and light-trapping behavior. However, the same porous structure can also retain moisture, processing residues, and volatile species originating from sealing treatments, dyes, electrolytes, or environmental exposure. Under thermal loading or photon exposure, these retained species may desorb and contribute to localized contamination within optical assemblies [8]. Unlike vacuum systems with active pumping, non-vacuum environments allow released volatiles to accumulate within enclosed optical assemblies, increasing the likelihood of haze formation and long-term optical degradation.
Despite extensive research on aluminum outgassing in aerospace and vacuum applications [8,9,10], systematic evaluation of anodized aluminum behavior under non-vacuum operational environments remains limited. Most qualification methodologies rely on vacuum-based metrics that do not account for humidity-mediated adsorption–desorption equilibria or long-term atmospheric exposure. This review addresses this gap by critically examining surface-driven outgassing mechanisms in anodized aluminum and evaluating mitigation strategies across the material and anodizing process chain. The objective is to establish a structured framework for contamination risk reduction in non-vacuum optical systems and to identify research directions necessary for developing standardized qualification protocols.
Table 1 summarizes key studies related to material outgassing and anodized aluminum surface behavior. Early investigations primarily established the fundamental mechanisms of gas desorption and identified dominant outgassing species such as water vapor and hydrogen. Subsequent studies introduced standardized screening approaches for contamination-sensitive materials and examined the structural characteristics of anodized aluminum oxide layers. However, most existing research focuses on vacuum environments or general material characterization, with limited attention to the outgassing behavior of anodized aluminum under non-vacuum in other words ambient operating conditions. This highlights the need for a focused assessment of anodized aluminum outgassing mechanisms and their implications for contamination-sensitive systems.
Table 1. Summary of the key studies related to material outgassing and anodized aluminum surface behavior.
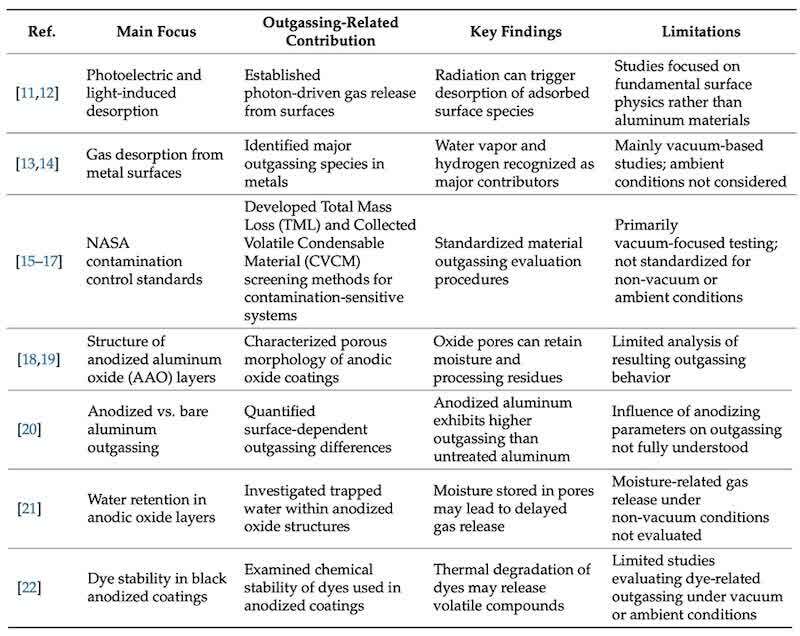
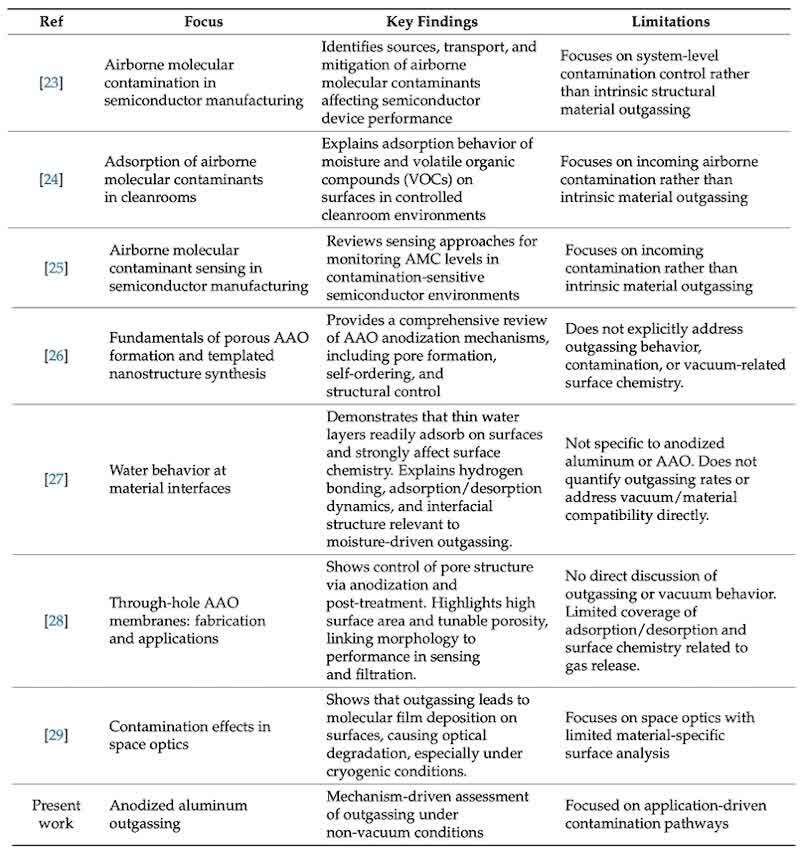
Table 2 summarizes relevant review studies on outgassing, contamination, and surface chemistry, highlighting their key findings and limitations in relation to anodized aluminum outgassing. Existing reviews have addressed material outgassing, airborne molecular contamination, adsorption–desorption behavior of oxide surfaces, and contamination effects in optical systems. While these studies provide valuable insights into fundamental mechanisms and system-level contamination pathways, they do not specifically examine the outgassing behavior of anodized aluminum under non-vacuum, application-driven conditions. In particular, the combined effects of porous anodic oxide structure, moisture interaction, and intrinsic material-driven contamination pathways remain insufficiently addressed in the literature. The present work addresses this gap through a mechanism-based assessment focused on anodized aluminum under non-vacuum, application-relevant conditions. By integrating anodization process fundamentals with adsorption–desorption mechanisms and system-level contamination considerations, this review offers a practical engineering perspective beyond conventional vacuum-based analyses.
Table 2. Summary of review studies on anodized aluminum, including outgassing behavior and related surface effects.
2. Fundamentals of Pore Formation and Adsorption in Anodized Aluminum
2.1. Pore Formation Mechanism in Anodized Aluminum
Anodization of aluminum results in the formation of a porous oxide layer through a coupled process of field-assisted oxide growth and localized electrochemical dissolution at the oxide–electrolyte interface. Under an applied electric field, aluminum is oxidized at the metal–oxide interface to form alumina, while simultaneous dissolution at the oxide surface leads to the development of a self-organized nanoporous structure consisting of vertically aligned cylindrical pores separated by a thin, dense barrier layer adjacent to the substrate [30,31]. This dynamic balance between oxide formation and dissolution governs the initiation and steady-state growth of pores.
The morphology of the anodic oxide—including pore diameter, interpore spacing, and oxide thickness—is strongly dependent on anodization parameters such as applied voltage, electrolyte composition, temperature, and processing time [30,32]. In general, higher anodizing voltages increase pore spacing and diameter, while electrolyte chemistry and temperature influence dissolution kinetics and pore-widening behavior. The resulting structure exhibits a high specific surface area and an interconnected pore network, making it particularly sensitive to process variations and local material heterogeneities.
Recent studies have extended classical models of pore formation by incorporating additional phenomena such as ionic and electronic current contributions, viscous flow of the oxide, and localized stress-driven deformation mechanisms, which collectively influence pore nucleation, ordering, and growth kinetics [31,33]. Furthermore, microstructural features in the aluminum substrate, including intermetallic phases and grain boundary heterogeneities, can disrupt pore ordering and lead to localized defects or non-uniform porosity [32]. These structural variations are critical, as they directly impact the accessibility and connectivity of the pore network.
2.2. Pore Structure and Surface Chemistry: Implications for Adsorption
The porous anodic alumina layer formed during anodization is inherently hydrophilic, characterized by a high density of surface hydroxyl (–OH) groups that promote the adsorption of water molecules and other polar species. The combination of nanoscale confinement, high surface area, and surface chemistry creates favorable conditions for the retention of moisture and volatile contaminants within the pore structure [26,32].
Adsorption within anodized layers occurs through multiple mechanisms, including physisorption on pore walls, capillary condensation within nanoscale pores under ambient humidity conditions, and chemical interactions between adsorbates and hydroxylated alumina surfaces. Due to the confined geometry of the pore network, even moderate environmental humidity can lead to significant moisture uptake, with retained species distributed throughout the depth of the oxide layer.
In sealed or partially sealed anodized films, residual moisture and process-related species may become entrapped within the pore network, forming a dynamic reservoir of volatile species. The effectiveness of sealing treatments—such as hot water or nickel acetate sealing—plays a critical role in modifying pore accessibility and reducing transport pathways [7,34]. However, incomplete or non-uniform sealing can result in localized regions where adsorbates remain trapped, increasing the likelihood of subsequent release under thermal or environmental stimuli.
In addition to pore diameter and spacing, pore depth and total porosity are important structural parameters that influence adsorption capacity [35]. Pore depth is directly related to oxide thickness and is governed by anodization process conditions [35]. Deeper pore structures, combined with higher porosity, increase the effective volume available for moisture and volatile retention. As a result, these parameters can significantly influence desorption kinetics and contamination behavior, particularly under non-vacuum conditions where retained species are not actively removed.
2.3. Linkage to Outgassing and Non-Vacuum Contamination Behavior
The structural and surface-chemical characteristics of anodized aluminum directly govern its behavior as a source of outgassing and contamination, particularly in non-vacuum environments. The porous oxide layer acts as a reservoir for moisture and volatile species, which can be released through diffusion, desorption, or thermally activated processes. Unlike vacuum systems—where desorption is primarily surface-limited—non-vacuum environments introduce additional factors such as humidity cycling, permeation, and re-adsorption, which significantly influence contamination dynamics [31,34].
Moreover, structural features such as pore geometry, barrier layer integrity, and microcrack formation provide pathways for the transport of trapped species from the bulk of the anodic layer to the external surface. These effects may be further amplified under thermal cycling conditions due to the mismatch in thermal expansion between aluminum and alumina, leading to stress-induced transport and enhanced release of adsorbed species.
While the fundamental mechanisms of pore formation and adsorption are well established, their implications for non-vacuum contamination—particularly in optical and semiconductor systems—remain comparatively underexplored. This highlights the importance of considering anodized aluminum not only as a structural or protective coating but also as a functional contributor to contamination risk, thereby motivating the process-chain-level mitigation strategies discussed in subsequent sections. Importantly, such behavior is not limited to poorly processed coatings but can also arise in well-controlled industrial anodizing systems due to inherent porosity and environmental exposure effects.
3. Outgassing Methods and Analysis
Outgassing is the release of volatile substances from the surface or internal structure of a material, triggered by thermal, mechanical, chemical, or radiative stimuli. In non-vacuum optical systems, outgassing can deposit contaminants on sensitive surfaces, causing optical degradation and reliability issues [9]. As discussed in Section 2, the porous anodic oxide structure facilitates the adsorption and retention of moisture, organic species, and process-related residues. The release of these retained species under operational conditions forms the basis of outgassing behavior. Understanding the main outgassing mechanisms (thermal, hydrogen diffusion, mechanical, etc.) is therefore crucial for controlling contamination.
3.1. Surface Desorption
Surface desorption refers to the release of physically adsorbed water vapor and organic molecules from anodized aluminum surfaces, particularly Type II and Type III coatings. As discussed in Section 2, retained moisture can desorb upon heating, contributing to early-stage outgassing and potential optical contamination [36].
Experimental studies have indicated that the desorption of water typically becomes substantial in the range of about 50–80 °C, with organic contaminants becoming significant above 100 °C. Lee et al. [37] quantified desorption-induced surface stress on AAO microcantilevers, reporting early-stage surface stress per mass slopes of 5.96 N/m·ng at 80% relative humidity (RH) and 4.57 N/m·ng at 1% RH, demonstrating that both moisture content and pore structure strongly influence adsorption–desorption behavior and the resulting surface response.
These results indicate that higher ambient humidity increases the amount of adsorbed moisture and subsequent desorption under thermal activation. However, under steady ambient conditions (e.g., RH of 30%–60%), adsorption–desorption processes may approach equilibrium and may not immediately result in significant contamination. In practical systems, moisture-related effects become more relevant under transient conditions, such as exposure to ambient humidity followed by drying or purging, where retained moisture within anodized pores can be released gradually and delay the attainment of low-humidity or controlled environmental conditions. In addition, Ogawa et al. [38] showed that bakeout significantly reduces surface moisture and lowers outgassing by several orders of magnitude. Proper sealing further limits surface desorption by reducing pore accessibility and retained moisture. Together, sealing and bakeout are effective strategies for mitigating moisture-related contamination in non-vacuum and semi-controlled environments.
3.2. Hydrogen Diffusion
Under ambient conditions, residual hydrogen in anodized aluminum diffuses outward; environmental factors such as humidity and pressure can influence its release and contribute to contamination risk, especially at elevated temperatures or over long durations. Foundational studies established the diffusion and mobility of hydrogen in metals, highlighting its role in permeation phenomena [14]. NASA RP-1124 compiles outgassing characteristics for materials used in contamination-sensitive systems and highlights the importance of thermal pretreatment for reducing residual gas release [17]. While these data provide valuable insight into intrinsic material outgassing behavior, they are primarily derived from vacuum-based systems. In ambient or semi-controlled environments, the impact of released species may differ, as they can persist, re-adsorb, or accumulate rather than being actively removed. Therefore, caution is required when applying vacuum-based contamination data to non-vacuum systems.
During anodization, oxide growth occurs at the anode, while hydrogen evolution takes place at the cathode. Direct migration of hydrogen ions through the barrier layer into the aluminum substrate is not a dominant mechanism. However, hydrogen-related species may still be present within the material due to prior processing or environmental exposure. Sealing processes, such as hot water or nickel acetate sealing, hydrate the oxide layer through the formation of boehmite (AlOOH), introducing bound water within the porous structure. Under ambient conditions, this retained moisture can be released through surface dehydration, while hydrogen present within the material may gradually diffuse over time [38]. These processes contribute to outgassing and are further influenced by humidity in non-vacuum environments.
Boehmite dehydration occurs progressively at elevated temperatures, typically becoming significant above ~200 °C, depending on the oxide morphology and sealing chemistry [20]. This process primarily releases water vapor from hydrated oxide species within the sealed porous layer. This surface-level release is often rapid and can be mitigated through appropriate bakeout procedures.
In addition, bulk hydrogen diffusion occurs when hydrogen atoms trapped deeper within the aluminum substrate or at the oxide–metal interface migrate outward over time, particularly at elevated temperatures (as illustrated schematically in Figure 1). Governed by Sievert’s law, this diffusion is slower and more persistent, posing long-term contamination risks even after bakeout [14]. This is particularly relevant in thermally cycled or enclosed systems, where hydrogen accumulation can affect optical cleanliness and pressure stability. The previous study showed that hydrogen transport in metals is strongly temperature-dependent and governed by diffusion kinetics [14], with retained hydrogen gradually migrating through the material over time. This behavior supports the presence of delayed outgassing in enclosed or contamination-sensitive systems, particularly under elevated temperature conditions. This risk can be mitigated by minimizing hydrogen uptake during anodization, using low-hydration sealing methods such as nickel acetate sealing, and limiting exposure to elevated temperatures.
![Figure 1. Anodized alumina pore structure showing hydrogen atom locations and the two primary outgassing pathways: (a) surface dehydration and (b) bulk hydrogen diffusion from beneath the barrier layer [39].](/images/images/whitepapers/outgassinganodize/1.jpg) Figure 1. Anodized alumina pore structure showing hydrogen atom locations and the two primary outgassing pathways: (a) surface dehydration and (b) bulk hydrogen diffusion from beneath the barrier layer [39].
Figure 1. Anodized alumina pore structure showing hydrogen atom locations and the two primary outgassing pathways: (a) surface dehydration and (b) bulk hydrogen diffusion from beneath the barrier layer [39].
3.3. Thermal Decomposition
The thermal decomposition of anodized aluminum occurs at elevated temperatures and involves the breakdown of hydrated oxide species and organic residues retained within the porous anodic layer, releasing volatile contaminants such as water vapor, hydrocarbons, and aldehydes. The finish type, unsealed, sealed, or dyed, strongly influences both the rate and composition of outgassing. Organic dyes are particularly unstable and decompose at relatively low temperatures, increasing contamination risk. Accordingly, NASA and ESA [16,40,41] identify organic dyed anodized coatings as potential contamination risks due to hydrocarbon and aldehyde release, recommending bakeout, dry gas purging, and avoidance of dyed anodize near optics unless fully sealed and qualified.
Luo et al. [20] experimentally confirmed that thermally driven water release is substantially higher in anodized aluminum and originates primarily from sealing induced hydrated alumina within the porous oxide layer. The same study showed that hydrocarbon species were observed predominantly in anodized and dyed samples, indicating thermal decomposition of retained organic dyes. Thermal stability varies significantly with coating condition and retained species. Initial desorption of physically adsorbed moisture occurs at relatively low temperatures (~50–120 °C), while more strongly bound water and organic residues begin to evolve at intermediate temperatures (~120–200 °C). At higher temperatures (>200 °C), dehydration of hydrated alumina phases within sealed anodic layers leads to sustained release of water vapor and associated contaminants. Dyed anodized coatings may additionally contribute hydrocarbon species due to thermal degradation of retained organic dyes, whereas dense coatings such as electroless nickel and sol–gel films exhibit comparatively higher thermal stability. Optimized sealing and post anodization bakeout are therefore essential for minimizing thermally induced outgassing in optical systems operating in warm or enclosed environments.
3.4. Photon-Induced Contamination
Photon-Induced Desorption (PID) is a non-thermal process in which photons interact with surface-bound species, causing their release [13]. Unlike thermal outgassing, PID depends on photon energy rather than temperature; photons can break molecular bonds or excite electrons, leading to the desorption of molecules, ions, or gases. This mechanism is critical for optical systems exposed to ultraviolet (UV) or laser radiation.
Photon-induced desorption is fundamentally related to photoelectric processes established by Millikan [11], and was later investigated in vacuum and accelerator environments by Winch [12] and Bernardini and Malter [13]. Photon-stimulated desorption has been widely observed in metallic systems under UV and laser exposure, with commonly observed desorbed species including H2, CO, CO2, CH4, and water vapor. Bernardini and Malter [13] demonstrated that PID from metallic surfaces under UV irradiation can result in the release of adsorbed gases such as H2, CO, and CO2, confirming that photon–surface interactions can drive non-thermal desorption processes. The photon energy (eV) influences the desorption from the metal surfaces. For example, 532 nm (2.33 eV) and 250 nm (4.96 eV) photons span below and above the work function of aluminum (~4.08 eV), enabling electron emission and some desorption processes. Although these principles have been established for metals, the specific thresholds for anodized aluminum require further investigation. The likelihood of desorption depends on both the photon energy and bond strength of the adsorbed species.
Surface interactions can be broadly classified as: (i) weak van der Waals interactions (<0.5 eV), (ii) moderate hydrogen bonding (~0.1–0.5 eV), and (iii) strong chemisorption (several eV), which require progressively higher excitation energies. The porous oxide layer of the anodized aluminum retains contaminants based on the electrolyte, surface charge, and sealing. The surface charge depends on the pH relative to the isoelectric point (IEP), which is neutral. Near the IEP, weak electrostatic forces allow photons to release surface-bound molecules, thereby increasing PID risk. The PID from anodized aluminum can occur through several mechanisms, as illustrated in Figure 2. These mechanisms include neutral molecule desorption, ion desorption through photon-stimulated electron excitation, and the release of gases trapped within the porous oxide structure. Neutral molecule desorption typically involves the release of weakly adsorbed species such as water vapor or hydrocarbons due to photon-induced bond disruption. Photon-stimulated desorption (PSD) represents another pathway in which photon-induced electronic excitation leads to the emission of charged particles or ions from the surface [42]. Additionally, gases that become trapped within the anodized pores during manufacturing or environmental exposure may be released when photon irradiation provides sufficient energy to overcome confinement within the porous structure.
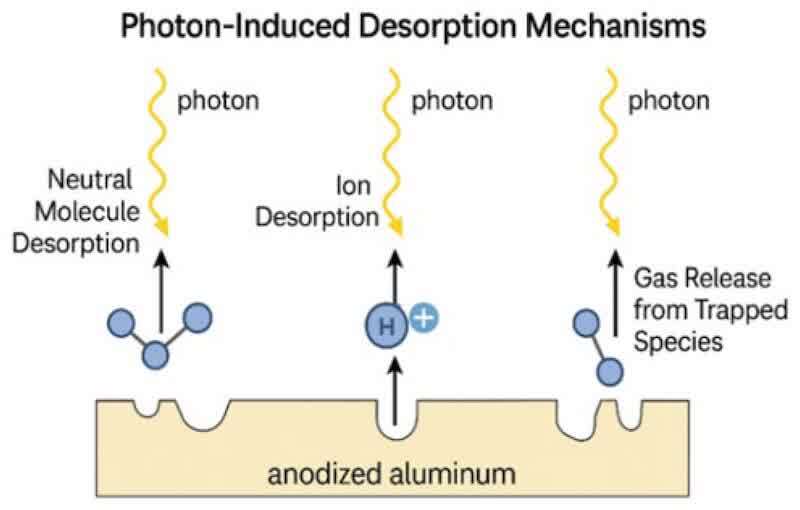 Figure 2. Illustration of PID mechanisms in anodized aluminum, showing neutral molecule desorption, ion desorption via photon-stimulated electron excitation, and gas release from trapped species.
Figure 2. Illustration of PID mechanisms in anodized aluminum, showing neutral molecule desorption, ion desorption via photon-stimulated electron excitation, and gas release from trapped species.
Several factors influence the magnitude of PID from anodized surfaces. Photon wavelength and energy are primary determinants, with UV and extreme UV radiation generally producing higher desorption yields [12,13]. Surface morphology also plays a significant role because porous surfaces can retain larger quantities of volatile species [26,43]. The presence of organic contaminants, including dyes or hydrocarbons introduced during fabrication, may further increase desorption yields [22]. Post-treatment processes such as sealing and thermal conditioning strongly affect the stability of the oxide layer and the amount of residual contamination [18,38]. For example, nickel acetate sealing is commonly used to reduce pore volume and limit the adsorption of volatile molecules.
To mitigate PID-related contamination in optical systems, several strategies can be implemented. Thermal bakeout procedures can remove residual volatiles prior to system operation [38]. Strict contamination control during fabrication and handling minimizes the introduction of organic residues [41]. Improved sealing treatments reduce pore volume and limit contaminant retention [18]. Additionally, optical system design can reduce contamination risks by avoiding direct line-of-sight between anodized components and sensitive optical surfaces. Mechanical shields or dielectric barrier coatings may also be applied to reduce migration of desorbed species toward optical elements. A comprehensive understanding of PID mechanisms in anodized aluminum is therefore essential for the design and operation of high-power optical systems in non-vacuum environments. By combining optimized anodizing processes, appropriate surface treatments, and contamination-aware system design, it is possible to significantly reduce PID-induced contamination and maintain long-term optical performance and reliability.
3.5. Electron-Stimulated Desorption
Electron-stimulated desorption (ESD) is a non-thermal process in which high-energy electrons induce the release of molecules bound to a material surface. Similar to PID, ESD is governed by electron–surface interactions rather than thermal effects. The desorption yield depends on electron energy, surface chemistry, and the nature of adsorbed or trapped species. Early observations of electron-induced gas release were reported in vacuum systems in the 1960s, particularly in studies of particle accelerator environments [13]. More recent experimental work has further quantified ESD behavior in metallic systems. Gao et al. [44] measured ESD yields from Ti–Zr–V coatings and reported the release of H2, CO, CO2, and CH4 under electron irradiation, demonstrating that electron–surface interactions can drive significant non-thermal gas release depending on surface condition and thermal history. While this study is not specific to anodized aluminum, it provides insight into the underlying ESD mechanisms relevant to surface-driven contamination processes. In contamination-sensitive systems, ESD can contribute to the release of adsorbed and trapped species under electron beam or plasma exposure, making surface condition and material selection critical for optical applications. Moisture outgassing from anodized aluminum further highlights the importance of retained species in surface-driven contamination processes [36].
3.6. Microcrack-Induced Transport and Implications for Outgassing
Microcrack formation in anodized aluminum occurs when internal stresses within the anodic oxide layer generate microscopic cracks that disrupt the structural continuity of the coating [20,30]. This behavior is primarily driven by the thermal expansion mismatch between aluminum and its oxide, with aluminum expanding approximately three times more than alumina, resulting in significant interfacial stresses during hot water sealing and subsequent thermal cycling.
A NASA study (TM 104622) [45] reported that anodized samples thermally cycled between 25 and 115 °C for 100 h in vacuum exhibited sealing-dependent cracking behavior: hot water sealed black anodized samples showed severe microcracking and flaking, whereas unsealed clear anodized samples remained largely crack-free, and unsealed black anodized samples developed only a few isolated cracks without particulate contamination. Consistent with these observations, Luo et al. [20] identified microcracks and surface crazing in sealed anodic films using SEM, attributing crack formation to residual stresses introduced during boiling water sealing due to thermal expansion mismatch between the anodic oxide and the aluminum substrate. Together, these studies demonstrate that hot water sealing can significantly increase the susceptibility of anodized aluminum coatings to microcrack formation.
From a transport perspective, microcrack formation compromises the barrier integrity of the anodic oxide layer and introduces structural discontinuities that can expose internal pore networks [45]. Given the inherently porous nature of AAO and its capacity to retain moisture, hydrocarbons, and dye-related species [20], such discontinuities are expected to facilitate the release of retained species under thermal or environmental activation. In this context, microcracks do not directly generate outgassing but can enhance the transport of volatile species by reducing sealing effectiveness and increasing accessibility to internal storage sites.
Hot water sealing can induce thermal shock and tensile stress, particularly in thick coatings [45]. Dehydration of the anodic oxide under vacuum or low-humidity conditions can reverse stress states, with reported transitions from compressive stresses under ambient conditions to tensile stresses approaching ~100 MPa following prolonged vacuum exposure [45]. The relatively low fracture toughness of anodic oxides further exacerbates crack formation [20]. While these effects are well documented under vacuum conditions, their evolution and quantitative impact in non-vacuum environments remain less clearly established. Direct quantitative studies correlating microcrack formation with outgassing rates are limited. Therefore, the relationship described here is based on a mechanistic interpretation of porous storage, barrier degradation, and mass transport behavior. This highlights an important gap in current understanding of structure–transport relationships in anodized aluminum under non-vacuum conditions.
Based on these considerations, mitigation strategies that reduce residual stress and improve sealing stability—such as nickel acetate sealing, controlled anodizing conditions, post-anodization bakeout, and avoidance of organic dyes—are expected to reduce microcrack formation and the associated release of retained species, thereby improving contamination performance in sensitive non-vacuum optical systems.
3.7. Dynamic Contamination Reservoir
Unsealed or partially sealed anodized aluminum surfaces can act as dynamic contamination reservoirs. As discussed in Section 2, the porous anodic oxide structure enables retention of moisture and volatile compounds within the anodic layer [18,21]. These species can be absorbed during installation and operation and may later outgas, degrading optical performance. Although sealing reduces pore size through oxide hydration, complete closure is rarely achieved. Studies [7,18] confirm that residual porosity remains after sealing and can retain moisture, dye molecules, and organic species. Luo et al. [20] further observed that sealed anodic films can retain significant amounts of moisture and organic species within the pore structure, supporting their role as long-term reservoirs for volatile contaminants under environmental or thermal activation.
As a result, the anodic layer continues to function as a storage medium for volatile contaminants, which may be released during environmental or thermal activation. In application-relevant conditions, particularly in optical and semiconductor systems, such retained species can be released during purge cycles or system operation, contributing to delayed stabilization or localized contamination effects. Effective mitigation includes controlled anodization to produce uniform pore structures, sealing to reduce pore accessibility, and thermal bakeout procedures [46,47] to remove residual volatiles. Preventing microcrack formation during assembly and thermal cycling is also critical, as cracks can reopen sealed regions and create new contamination pathways.
3.8. Permeation-Induced Outgassing
Permeation is a slow process in which gases migrate through anodized aluminum via absorption into the porous oxide, diffusion, and release. In non-vacuum environments, ambient gases actively diffuse into the anodic layer, making permeation an additional concern with vacuum systems. Experimental studies [21,36,38], have shown that moisture and VOCs are retained and released slowly, particularly from unsealed or poorly sealed surfaces. Such behavior is commonly characterized in the literature using techniques such as quartz crystal microbalance and residual gas analysis. Thermal cycling accelerates this effect. Common contaminants include water vapor and VOCs. The risk depends on porosity, sealing quality, temperature, humidity, and cleanliness. Mitigation strategies include sealing with nickel acetate, baking, avoiding organic dyes, and utilizing dense alternative coatings like Acktar or Sol–gel [48,49].
3.9. Pressure-Driven Outgassing
Pressure-driven release associated with pressure gradients is well established in vacuum science literature [50]. In non-vacuum environments, pressure-driven outgassing can occur when trapped gases or volatiles in porous or micro-cracked anodized aluminum are released due to changes in ambient pressure [20,45]. Pressure differentials, such as those caused by altitude changes, purging cycles, or venting, can drive the release of contaminants and potentially lead to optical surface contamination. Residual porosity and microcracks can trap gases during manufacturing and environmental exposure. These gases may remain retained under steady pressure conditions; however, when external pressure decreases, the internal pore pressure may exceed ambient pressure, resulting in rapid release [50]. The previous study showed that gas transport in metals is strongly influenced by pressure gradients, with dissolved gases migrating toward regions of lower partial pressure [14]. These findings support pressure-driven release mechanisms under non-equilibrium conditions and highlight the relevance of pressure-gradient effects in porous or micro-cracked anodized aluminum. Unlike thermal or radiation-induced outgassing, this mechanism is primarily driven by pressure gradients rather than thermal or radiative activation. The rate and magnitude of release depend on pore geometry, sealing quality, and gas properties (e.g., compressibility). Pressure-driven outgassing can lead to transient contamination events, particularly during altitude changes or purging, and may increase risk in systems with frequent pressure cycling or inadequate venting. To limit this risk, it is important to specify low-porosity materials, ensure proper sealing and bakeout, incorporate controlled venting or pressure equalization, and avoid rapid depressurization.
3.10. Chemical and Electrochemical Reactions in Anodic Oxide
Chemical processes within anodized aluminum can contribute to the release of volatile species, particularly under humid, non-vacuum conditions, while electrochemical interactions may occur under specific localized conditions. During anodization, aluminum is treated in an acidic electrolyte to form a porous oxide layer, and even after rinsing and sealing, trace electrolyte ions and unreacted species can remain trapped within the oxide structure. Previous studies have reported the incorporation of electrolyte-derived species such as sulfate or phosphate ions within anodized aluminum coatings [26,51], as identified using surface-sensitive techniques such as synchrotron-based spectroscopy [42].
In the absence of a continuous electrolyte pathway and direct exposure of the metallic substrate, reactions within the anodic oxide are predominantly chemical in nature. Ambient moisture and oxygen can facilitate localized chemical interactions within the porous oxide, including hydration, dissolution–reprecipitation, and reactions at defect sites. For example, hydration of alumina can lead to the formation of boehmite-like phases, accompanied by structural changes and release of weakly bound species. Similarly, residual acidic species trapped within pores may promote localized oxide dissolution, resulting in gradual release of adsorbed or incorporated volatiles.
Localized electrochemical interactions may occur in partially sealed or defect-containing regions, particularly where moisture ingress enables transient ionic conduction and limited electrical connectivity. For instance, in the presence of residual electrolytes and moisture, micro-galvanic coupling between exposed aluminum and adjacent materials or inclusions may support localized redox reactions, potentially contributing to hydrogen evolution or release of ionic species. However, such effects are expected to be secondary compared to dominant surface and near-surface chemical processes. Hydrogen-related outgassing has been reported [38], although it is generally associated with surface reactions rather than sustained bulk electrochemical generation.
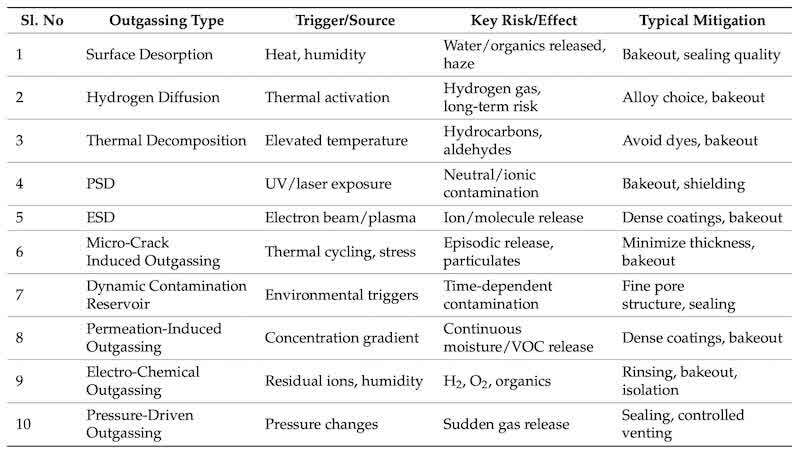
These mechanisms can contribute to delayed contamination phenomena such as haze formation, spectral distortion, and corrosion-related byproducts. For example, gradual release of ionic or reactive species can lead to thin-film residue formation on optical surfaces, while moisture-assisted reactions may accelerate localized corrosion or staining. To minimize such effects, high-purity anodization, thorough rinsing, optimized sealing, avoidance of dyed finishes, and post-process thermal conditioning are recommended. Additionally, minimizing galvanic coupling with dissimilar metals can reduce the likelihood of localized electrochemical activity. Species such as hydrocarbons, aldehydes, and ionic or neutral fragments, as summarized in Table 3, are commonly reported in the broader surface science literature for metals and oxide surfaces. However, direct experimental attribution of these species specifically to anodized aluminum systems remains limited in the cited studies [28], and further targeted investigation is warranted.
Table 3. Summary of the main types of outgassing in anodized aluminum, their triggers, risks, and typical mitigation strategies under non-vacuum conditions.
Finally, the comparison in Table 4 highlights the fundamental differences in contamination behavior between vacuum and non-vacuum environments, particularly when anodized aluminum surfaces are involved. Under vacuum conditions, bare aluminum is typically preferred due to its relatively low intrinsic outgassing and the presence of active pumping, which continuously removes released species. As a result, moisture influence, permeation, and electro-chemical activity remain minimal, leading to stable sealing layers and low contamination accumulation. In contrast, non-vacuum environments exhibit more complex behavior because the absence of active gas removal allows volatile species to accumulate and interact with ambient moisture. For anodized aluminum, the porous oxide structure readily absorbs atmospheric humidity and contaminants, which can subsequently be re-released through diffusion-driven or thermally induced outgassing mechanisms. This moisture interaction can gradually degrade the sealing layer and enhance electro-chemical reactions, especially in the presence of residual ions. Consequently, permeation and contaminant buildup become more pronounced in enclosed or poorly ventilated systems.
Table 4. Comparison of outgassing behaviour under vacuum and non-vacuum conditions.
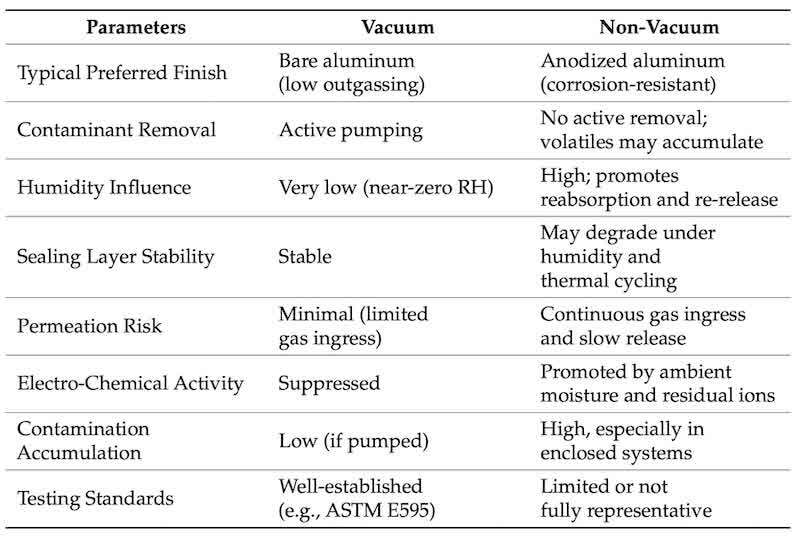
Another important limitation in non-vacuum conditions is the lack of well-established testing standards comparable to those used for vacuum systems, making the prediction and quantification of long-term contamination risks more challenging. Overall, the table emphasizes that anodized aluminum surfaces in non-vacuum environments are more susceptible to moisture-assisted outgassing and contamination accumulation, highlighting the need for improved surface treatments, sealing techniques, and more representative testing methodologies.
4. Outgassing Mitigation Strategies
4.1. Raw Material: Influence of Grain Structure on Pore Formation
The grain structure of aluminum influences anodic pore formation, uniformity, and sealing behavior [52,53], all of which are important for contamination control. Fine-grained aluminum substrates are generally associated with improved oxide uniformity due to reduced crystallographic heterogeneity; in practical engineering terms, this corresponds to specifying an ASTM E112 [54] grain size of Grade 6 or finer. However, finer grain structures also introduce a higher density of grain boundaries, which can locally affect pore initiation and growth.
More importantly, pore irregularities are strongly governed by microstructural heterogeneities such as intermetallic particles (IMPs) and eutectic phases, which can disrupt oxide growth, introduce defects, and promote localized dissolution. The size, distribution, and composition of these features often play a more dominant role in determining anodic oxide quality than grain size alone. While grain boundaries may contribute to local variations in pore development, their influence is generally secondary to that of intermetallic inclusions. These localized oxide defects and discontinuities may also influence contamination behavior by reducing sealing uniformity and creating preferential sites for moisture retention and adsorption–desorption processes within the anodic structure.
Studies in controlled or single-crystal systems have demonstrated that crystallographic orientation significantly influences anodization kinetics and pore geometry, including pore ordering and self-organization behavior [55,56,57]. However, in practical engineering applications involving polycrystalline aluminum alloys, direct control of crystallographic orientation and microstructural features is limited. The resulting anodic structure reflects the combined behavior of grains with varying orientations and local heterogeneities.
Therefore, anodizing performance and the resulting contamination-related behavior are governed by multiple interacting microstructural and process-related factors. In this context, specifying a refined grain structure (e.g., ASTM E112 Grade 6 or finer) represents a practical engineering measure that can support improved pore uniformity and sealing consistency. However, it should be considered a contributing factor rather than a sole control parameter, as alloy composition, intermetallic phases, surface preparation, and anodizing process conditions also play significant roles in determining the final oxide quality.
4.2. Machining Stage: Influence of Surface Roughness on Anodization and Outgassing
Surface roughness significantly influences anodization quality and outgassing behavior by governing effective surface area, defect density, and volatile retention [20,38,58]. Experimental outgassing studies have shown that rougher aluminum surfaces exhibit higher gas release due to increased adsorption and desorption sites. Luo et al. [20] quantitatively demonstrated this dependence by comparing aluminum surfaces with Ra ≈ 0.8 µm and Ra ≈ 3.2 µm, showing that the rougher surfaces consistently produced higher outgassing rates under identical conditions, with the increase dominated by water vapor desorption over the full measurement period. This behavior is consistent with water dominated outgassing mechanisms in aluminum, where adsorption/desorption kinetics are strongly influenced by surface condition [59].
Independent vacuum studies further confirm that surface finishing routes significantly affect outgassing behavior. Ogawa et al. [38] showed that aluminum alloys processed with optimized mechanical finishing and chemical polishing exhibit lower outgassing rates than conventionally ground surfaces, and that bakeout is required to remove volatiles trapped by rougher surface morphologies. These findings indicate that minimizing surface roughness prior to anodization and applying post processing degassing steps are important for reducing residual outgassing in contamination sensitive applications.
Pretreatment methods such as chemical polishing and electropolishing improve anodic coating performance by reducing micro crevice density and promoting more uniform pore morphology, which enhances sealing effectiveness and reduces moisture retention in the anodic oxide layer [60]. Accordingly, smoother pre-anodization finishes are associated with reduced volatile release and improved coating integrity, supporting a conservative target of Ra ≈ 0.4 µm for contamination sensitive applications.
4.3. Anodization Process: Bath Parameters and Pore Morphology
Recent studies [26,35,61,62,63,64,65] indicate that anodic pore formation in sulfuric acid anodization is governed by a combination of electrochemical and chemical parameters, which influence different aspects of the oxide structure. The fundamental pore geometry, including barrier-layer thickness and interpore spacing associated with self-organized pore cell formation, is primarily controlled by the applied anode potential. In contrast, current density represents the electrochemical response of the anodizing system to the applied potential and contributes mainly to the total electrical charge transfer during oxide growth. The overall oxide layer thickness is therefore primarily determined by total charge transfer, which depends on current density, anodizing duration, and current efficiency. In contrast, pore diameter and overall porosity are largely governed by chemical dissolution processes occurring at the pore walls and oxide/electrolyte interface during exposure to the acidic electrolyte. Accordingly, acid concentration, electrolyte composition, bath temperature, exposure duration, and dissolution-modifying additives or inhibitors play dominant roles in controlling pore widening and final porosity development.
For instance, Figure 3 illustrates the evolution of surface morphology with increased anodizing time from 25 min to 45 min [61], reflecting the combined effects of oxide growth and pore-wall dissolution. These structural characteristics directly influence sealing effectiveness, moisture retention, and long-term adsorption/desorption behavior under non-vacuum operating conditions [62,64,65]. Although MIL-A-8625F [66] and NASA PRC-5006 [67] emphasize process control, they do not prescribe fixed parameter ranges, leaving process conditions largely vendor-specific. Studies by Lee & Park [26], Raffin et al. [61], and Sulka and Parkoła [35] provide recommended parameter ranges and correlations with pore structure, offering useful guidance for achieving controlled oxide morphology.
![Figure 3. Surface morphology of 2024 after anodizing in TSA for 25 min (a,b) and 45 min (c,d). Red arrows point out different surface morphologies [61].](/images/images/whitepapers/outgassinganodize/3.jpg) Figure 3. Surface morphology of 2024 after anodizing in TSA for 25 min (a,b) and 45 min (c,d). Red arrows point out different surface morphologies [61].
Figure 3. Surface morphology of 2024 after anodizing in TSA for 25 min (a,b) and 45 min (c,d). Red arrows point out different surface morphologies [61].
Under appropriately controlled anodizing conditions, a self-organized regime can be achieved, resulting in highly ordered, hexagonally arranged pore structures with uniform geometry. The degree of pore ordering is primarily governed by anodizing voltage, electrolyte composition, and temperature, which collectively control oxide growth stability and pore self-organization. Highly ordered AAO structures produced under such conditions are widely used as templates for the fabrication of nanowires, nanotubes, and nanodots in sensing, biosensing, and energy-related applications [55,56,57]. These applications highlight the critical role of process parameter control in achieving consistent pore geometry and structural uniformity.
Figure 4 and Table 5 summarize the pore diameter and interpore distance characteristics reported in studies on AAO formed via sulfuric acid anodizing. These parameters are critical for controlling porosity, sealing effectiveness, and outgassing behavior [18,62,68,69,70]. The corresponding sulfuric acid bath parameters including acid concentration, bath temperature, applied voltage, and current density are summarized in Table 6, highlighting the process–structure relationships that govern porosity evolution and contamination risk.
![Figure 4. Schematic representation of anodized aluminum oxide showing pore diameter (Dp), interpore distance (Dint), wall thickness, and the barrier layer interface [39].](/images/images/whitepapers/outgassinganodize/4.jpg) Figure 4. Schematic representation of anodized aluminum oxide showing pore diameter (Dp), interpore distance (Dint), wall thickness, and the barrier layer interface [39].
Figure 4. Schematic representation of anodized aluminum oxide showing pore diameter (Dp), interpore distance (Dint), wall thickness, and the barrier layer interface [39].
Table 5. Anodized Aluminum pore morphology: Typical pore morphology parameters for sulfuric acid anodized aluminum oxide, showing pore diameter, interpore spacing, porosity, and pore density.
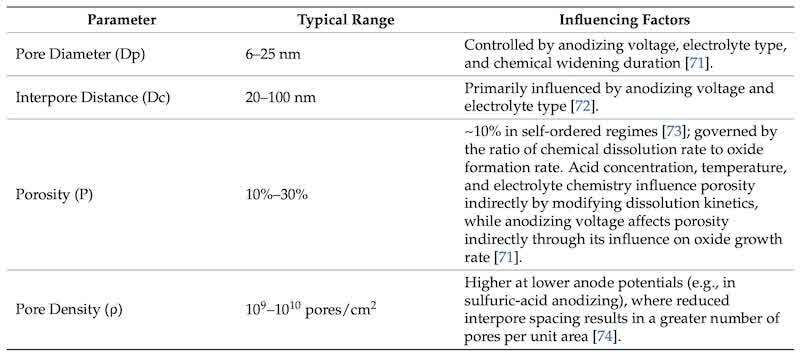
Table 6. Typical sulfuric acid anodizing process parameters for controlling pore structure, including acid concentration, bath temperature, current density, voltage, and agitation [26,35,51,61].
![Table 6. Typical sulfuric acid anodizing process parameters for controlling pore structure, including acid concentration, bath temperature, current density, voltage, and agitation [26,35,51,61].](/images/images/whitepapers/outgassinganodize/t6.jpg)
4.4. Sealing Stage: Nickel Acetate Sealing for Outgassing Control
Sealing reduces pore accessibility in the anodized layer but can introduce hydrated species that act as residual volatile reservoirs. Outgassing experiments by Luo et al. [20] showed that anodized aluminum exhibits water-vapor-dominated outgassing originating from hydrated products formed during sealing, indicating that hydration-based approaches such as hot water sealing can introduce moisture related contamination risk. Structural and electrochemical experiments by Hu et al. [18] further demonstrated that hot nickel acetate sealing provides effective pore filling and barrier performance, as it both fills anodic pores and deposits material at the air–oxide interface, whereas hot water sealing relies solely on hydration and may leave residual moisture in partially sealed pores.
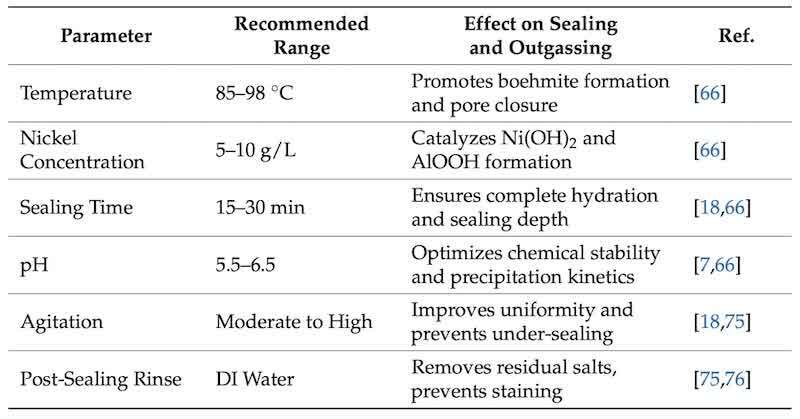
Nickel acetate sealing is typically performed at 85–98 °C for 15–30 min with 5–10 g/L nickel at pH 5.5–6.5 and is recognized by MIL A 8625F [66] and Hu et al. [18]. Post sealing rinsing, controlled drying, and agitation are recommended to enhance sealing uniformity and limit moisture retention. Quality assurance is typically verified through post sealing inspection and standardized seal quality testing. The recommended nickel acetate sealing parameters, including temperature, nickel concentration, pH, and post sealing rinse conditions, with corresponding effects on outgassing, are listed in Table 7.
Table 7. Recommended nickel acetate sealing parameters.
4.5. Post-Bakeout: Thermal Stabilization After Sealing
Post-bakeout is performed after anodizing and sealing to remove residual moisture and volatile species trapped in the oxide pores. Although not explicitly required by MIL-A -8625F [66] or ASTM B580 [77], post bakeout processes are widely used in aerospace and contamination-sensitive optical hardware [46]. NASA contamination-control guidance, including PRC 5006 [67], supports the use of bakeout procedures to reduce molecular contamination risk, and industry practices also commonly include post-anodization thermal stabilization. Results reported by Ogawa et al. [38], summarized in Table 8, show a significant reduction in outgassing rates following bakeout.
Table 8. Effect of post anodization bakeout on outgassing rates for different surface finish conditions [38].
![Table 8. Effect of post anodization bakeout on outgassing rates for different surface finish conditions [38].](/images/images/whitepapers/outgassinganodize/t8.jpg)
Bakeout temperatures are typically maintained below ~150 °C to prevent sealing layer degradation, with typical practice in the range of 100–120 °C for several hours in dry air or nitrogen. The exact parameters remain application-dependent, and many optics mount suppliers have adopted vacuum bakeout as a pre-shipment step to further reduce residual outgassing. ASTM E2900 [47] provides standardized procedures and acceptance criteria for evaluating outgassing performance and verifying the removal of volatile contaminants prior to hardware integration.
4.6. Cleaning Agents: Minimizing Outgassing in Optical Assemblies
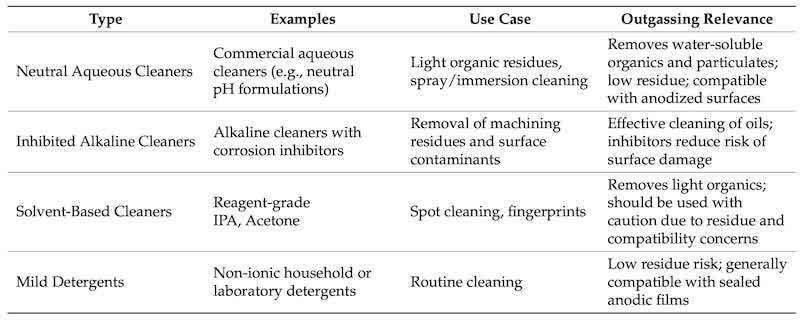
Effective cleaning is essential to limit outgassing from anodized aluminum in non-vacuum optical systems, and representative cleaning agents are listed in Table 9. Neutral aqueous and inhibited alkaline cleaners are commonly used to remove organic residues and particulates with minimal impact on sealed AAO morphology and integrity [18,19]. Avoid aggressive acids/strong alkalis, VOC rich solvents, and abrasives, which increase porosity, degrade sealing, or leave residues that elevate long term outgassing [38,76]. Mild detergents are acceptable for routine cleaning because of their low residue risk and compatibility with sealed anodic films [76].
Table 9. Recommended cleaning agents for anodized aluminum in optical assemblies, their applications, and relevance to outgassing control.
5. Alternate Surface Treatments for Aluminum
5.1. Inorganic Cobalt-Based Black Dye Anodizing
Anodization using inorganic black dyes provides a thermally stable black finish that has been developed for aerospace and contamination-sensitive applications [78]. Unlike conventional organic dyes, inorganic dye systems, commonly based on cobalt compounds, exhibit higher thermal stability and reduced formation of volatile degradation products that can contribute to contamination [22,40]. The process typically involves sulfuric acid anodization, followed by inorganic dye impregnation and sealing using hot water or nickel acetate, in accordance with standards such as ECSS-Q-ST-70-03C [40]. These coatings are widely used in spacecraft structures and optical assemblies, where both thermal stability and low contamination risk are critical. However, the process requires tight control of anodization, dyeing, and sealing conditions, and is often limited to qualified suppliers, which can restrict broader commercial availability.
5.2. Electroless Nickel Plating
Electroless nickel (EN) plating is commonly used as an alternative to anodized aluminum for contamination sensitive optical and opto mechanical hardware because the deposited Ni–P layer is dense, non-porous compared to AAO, and far less prone to trapping moisture or volatile residues. Glenair identifies electroless nickel plated hardware as preferred for spaceflight applications based on outgassing and contamination control considerations [79], and NASA Johnson Space Center lists PRC 5007 EN plating as an approved surface treatment process for flight hardware, including aluminum alloys used in precision opto mechanical structures [80]. High phosphorus electroless Ni–P coatings are widely applied to optical components such as mirrors, housings, and mounts due to their dimensional stability, chemical cleanliness, and compatibility with ultra-precision finishing processes [81,82]. A key limitation of standard EN coatings is their metallic and highly reflective surface, which may require secondary blackening or absorptive treatments for stray light sensitive optical systems.
5.3. Sol–Gel Ceramic/Hybrid Coatings
Sol–gel-derived ceramic and hybrid coatings provide dense, low-porosity barrier layers on aluminum and offer a practical alternative to anodized finishes where corrosion resistance and low contamination are critical [48,83]. Thim et al. [84] demonstrated that silica-based sol–gel films can be applied directly to untreated aluminum alloys as a potential alternative to anodizing while maintaining strong mechanical integrity and chemical durability. Sáenz et al. [85] further showed that hybrid silica–zirconia coatings on aerospace AlMgSi alloys provide excellent corrosion resistance and controlled water uptake, with properties consistent with favorable outgassing behavior, supporting their relevance for contamination-control requirements [41]. These findings indicate that sol–gel coatings are a promising option for high-cleanliness optical and aerospace applications, particularly where conventional anodized aluminum may present increased contamination risk.
5.4. Acktar Coating (Magic Black)
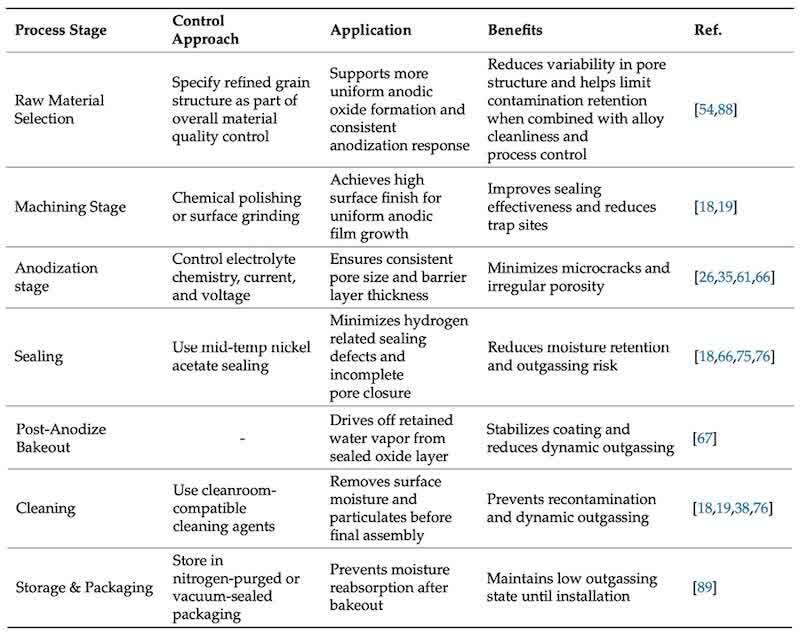
Acktar Magic Black is a vacuum deposited ultra-black coating designed to provide low reflectance and high emissivity from the EUV to the NIR. It has flight heritage on multiple ESA and NASA missions, where it is applied to optical baffles, collimators, and cryogenic instrumentation for stray light suppression [49,86,87]. The coating is typically applied as a thin (~3–5 µm) layer, adheres well to a variety of substrates, and operates over a wide temperature range. It is reported to exhibit low particulate release and low outgassing characteristics consistent with ECSS contamination-control practices [41]. Limitations include surface fragility, electrical non-conductivity, and relatively high cost, which may restrict its use in mechanically demanding or cost-sensitive applications. Finally, based on the discussion in Section 4, the recommended outgassing control methods across the aluminum material flow sequence, including machining, anodization, sealing, cleaning, and packaging stages are listed in Table 10.
Table 10. Summary of outgassing control methods across the aluminum material flow sequence.
6. Critical Analysis of Existing Literature
Although anodized aluminum outgassing has been extensively investigated, the majority of published studies have focused on high-vacuum environments, creating a methodological gap when interpreting contamination behavior in non-vacuum optical systems. A critical evaluation of the literature reveals several structural limitations that restrict its direct applicability to ambient or semi-controlled industrial environments.
6.1. Methodological Bias Toward Vacuum Qualification
Foundational investigations, including early work by Bernardini and Malter [13], and NASA contamination-control standards [15,16], were developed for vacuum conditions where continuous pumping removes desorbed species. While TML and CVCM measurements provide useful screening metrics, they primarily quantify bulk mass loss under reduced pressure. These methods do not account for humidity-driven adsorption–desorption equilibria, surface rehydration, or long-term volatile redistribution typical of enclosed non-vacuum systems.
Recent neutron imaging studies [21] have demonstrated persistent water retention within sealed anodic layers, indicating that vacuum bakeout procedures may not fully represent moisture behavior under atmospheric exposure. Similarly, investigations into hot-water sealing [18] show that hydrated alumina structures can retain significant bound moisture, which may influence contamination under cyclic humidity conditions. Collectively, these findings suggest that vacuum-based qualification data may not fully capture contamination risks relevant to ambient operational environments.
6.2. Fragmented Understanding of Oxide Microstructure and Desorption Mechanisms
Modern research provides valuable mechanistic insights but often examines individual factors in isolation. For example:
- Luo et al. [20] reported that anodizing can increase outgassing by one to two orders of magnitude due to hydrated alumina formed during sealing.
- Neutron imaging studies [21] visualized retained water within anodic pores, confirming incomplete dehydration even after standard treatments.
- Atomistic simulations [90] identified metastable hydrogen diffusion pathways contributing to delayed desorption.
- NASA TM-104622 [45] documented microcrack formation during thermal cycling, particularly in hot-water-sealed coatings.
While each study advances understanding of specific mechanisms, thermal, chemical, structural, or mechanical, few integrate these effects into a unified framework that reflects real operating environments. In practical optical assemblies, thermal loading, humidity exposure, photon flux, and mechanical stress may act concurrently. The absence of multi-mechanism models limits predictive capability for system-level contamination performance.
6.3. Limited Transferability to Non-Vacuum Conditions
A recurring assumption in the literature is that finishes qualified for vacuum applications will exhibit comparable stability under atmospheric conditions. However, several observations challenge this equivalence:
- Hot-water sealing may promote microcracking and moisture retention under humidity cycling [45].
- Organic dye anodization can pass vacuum bakeout screening yet release hydrocarbons under moderate heating in air [20,22].
- Permeation and moisture diffusion effects, may become significant contributors to contamination in humid environments [21].
These discrepancies indicate that vacuum performance metrics cannot be directly extrapolated to non-vacuum optical systems without additional environmental consideration.
6.4. Absence of Long-Term and System-Level Evaluation
Most available studies emphasize short-duration desorption measurements or single-variable experiments. Long-term behaviors such as multi-week humidity cycling, gradual hydrogen diffusion under ambient pressure, cumulative contamination within enclosed housings, and the interaction between sealing chemistry and environmental exposure remain insufficiently characterized. Furthermore, mitigation strategies are frequently evaluated as isolated process optimizations for example, improved sealing or post-bake procedures without integrating upstream material selection, machining finish, anodizing parameters, and operational environment into a cohesive framework. This fragmentation limits the development of predictive contamination models and standardized qualification criteria.
6.5. Implications for Engineering Practice
The limitations identified above demonstrate that the current literature, while technically rigorous in vacuum contexts, does not yet provide a comprehensive basis for material selection and contamination control in non-vacuum optical systems. Addressing these gaps requires:
- Development of humidity-aware qualification protocols;
- Environment-specific contamination testing standards;
- Integrated process–property–performance models;
- System-level validation under realistic operational conditions.
These needs directly motivate the structured mitigation framework and process-flow recommendations proposed in this review.
7. Future Research Directions
Future work should prioritize addressing the limitations of current vacuum centric studies and developing approaches that reflect the behavior of anodized aluminum in real non-vacuum optical environments. Key needs include:
- Establishing clearly defined post bakeout qualification standards, including validated temperature limits, exposure durations, and stabilization criteria, to ensure reproducible material conditioning and consistent process control.
- Quantitatively correlating anodic pore structure with volatile release under ambient and semi controlled environments, enabling more predictive process–property–performance relationships.
- Conducting long duration environmental evaluations involving cyclic humidity and temperature to assess gradual moisture reabsorption, hydrogen diffusion, and reactivation of desorption pathways over operational lifetimes.
- Comparing alternative coating systems such as electroless nickel, sol–gel films, and Acktar under identical ambient conditions to determine their relative contamination performance.
- Validating contamination behavior at the system level, using representative optical assemblies and realistic environmental loads to connect material level behavior with actual optical degradation.
8. Conclusions
This review examined the surface-driven outgassing behavior of anodized aluminum under non-vacuum operational environments and its implications for contamination-sensitive optical systems. While vacuum outgassing behavior is well documented, evaluation frameworks tailored to atmospheric and semi-controlled operating environments remain limited. The analysis demonstrates that oxide microstructure, pore morphology, retained moisture, and thermally or photon-stimulated desorption mechanisms collectively influence contamination risk. Material factors, including substrate grain size, surface finish, anodizing control, sealing chemistry, and post-treatment stabilization, play a decisive role in governing long-term surface stability and volatile retention. Key strategies to minimize outgassing across the material and anodizing process chain include:
- Use of a refined grain structure (e.g., ASTM E112 Grade 6 or finer) as one of the contributing material controls to support more uniform pore development and improved sealing.
- Surface finishing to approximately Ra ≤ 0.4 µm as a conservative design target for enhanced oxide uniformity.
- Controlled anodizing bath chemistry to ensure consistent oxide formation.
- Avoidance of organic dyes in favor of clear or inorganic (e.g., cobalt-based) treatments to reduce volatile retention and optical scattering.
- Nickel acetate sealing to mitigate humidity-driven desorption effects.
- Post-anodization bakeout to remove retained moisture and volatile species.
- Use of dense alternative coatings such as sol–gel systems, electroless nickel, or Acktar coatings for elevated thermal applications.
Collectively, these strategies strengthen predictive capability and enable more reliable and reproducible material qualification for contamination-sensitive non-vacuum optical systems.
Written by Aravindh Sadhanandham1 and Rajendran Prabakaran2
- Independent Researcher, Fremont, CA 94539, USA
- School of Mechanical Engineering, Yeungnam University, 280 Daehak-Ro, Gyeongsan 712-749, Gyeongbuk, Republic of Korea
Author Contributions: A.S.: Conceptualization, Methodology, Data collection, Formal Analysis, and Writing—original draft; R.P.: Writing—review & editing and Supervision. All authors have read and agreed to the published version of the manuscript.
Funding: This research received no external funding.
Data Availability Statement: No new data were created or analyzed in this study.
Acknowledgments: The chatGPT 5.4 software was used solely to enhance language quality and readability, with due caution. Following its use, the authors carefully reviewed and edited the content as necessary and take full responsibility for the final version of the publication.
Conflicts of Interest: The authors declare no conflicts of interest.
Abbreviations
The following abbreviations are used in this manuscript:
- AAO, Anodic Aluminum Oxide
- AIOOH, Boehmite (hydrated alumina)
- ASTM, American Society for Testing and Materials
- CVCM, Collected Volatile Condensable Material
- DI, Deionized (water)
- EIS, Electrochemical Impedance Spectroscopy
- EN, Electroless Nickel
- ESD, Electron Stimulated Desorption
- ESA, European Space Agency
- EUV, Extreme Ultraviolet
- IEP, Isoelectric Point
- IPA, Isopropyl Alcohol
- JSC, Johnson Space Center
- MIL STD, Military Standard
- MIL A, Military Specification for Anodic Coatings
- NIR, Near-Infrared
- PID, Photon Induced Desorption
- PSD, Photon Stimulated Desorption
- RH, Relative Humidity
- SEM, Scanning Electron Microscopy
- TML, Total Mass Loss
- TOF MS, Time of Flight Mass Spectrometry
- VOC, Volatile Organic Compound
- UV, Ultraviolet
References
- Xu, W.; Zhang, H.; Ji, L.; Li, Z. AI-Powered Next-Generation Technology for Semiconductor Optical Metrology: A Review. Micromachines 2025, 16, 838.
- Song, Y.; Lv, Z.; Bai, J.; Niu, S.; Wu, Z.; Qin, L.; Chen, Y.; Liang, L.; Lei, Y.; Jia, P.; et al. Processes of the reliability and degradation mechanism of high-power semiconductor lasers. Crystals 2022, 12, 765.
- Yang, D.; Lee, Y.; Kang, H.; Vu, Q.H.; Kang, G.; Lee, S.E.; Han, H.; Kim, S.; Nam, H.K.; Kwon, S.; et al. Green manufacturing of electrically-tunable smart light-weight planar optics: A review. Int. J. Precis. Eng. Manuf.-Green Technol. 2024, 11, 1029–1051.
- Grinham, R.; Chew, A. A review of outgassing and methods for its reduction. Appl. Sci. Converg. Technol. 2017, 26, 95–109.
- Schirmer, M.; Thürmer, K.; Bras, B.; Cropper, M.; Martin-Fleitas, J.; Goueffon, Y.; Kohley, R.; Mora, A.; Portaluppi, M.; Racca, G.D.; et al. Euclid preparation-XXIX. Water ice in spacecraft Part I: The physics of ice formation and contamination. Astron. Astrophys. 2023, 675, A142.
- O’Hanlon, J.F. Gas Release from Solids. In A User’s Guide to Vacuum Technology, 3rd ed.; Wiley: Hoboken, NJ, USA, 2003.
- Ofoegbu, S.U.; Fernandes, F.A.; Pereira, A.B. The sealing step in aluminum anodizing: A focus on sustainable strategies for enhancing both energy efficiency and corrosion resistance. Coatings 2020, 10, 226.
- Paz Martínez-Viademonte, M.; Abrahami, S.T.; Hack, T.; Burchardt, M.; Terryn, H. A review on anodizing of aerospace aluminum alloys for corrosion protection. Coatings 2020, 10, 1106.
- Jiao, Z.; Jiang, L.; Sun, J.; Huang, J.; Zhu, Y. Outgassing Environment of Spacecraft: An Overview. IOP Conf. Ser. Mater. Sci. Eng. 2019, 611, 012071.
- Chen, J.R.; Huang, J.R.; Hsiung, G.Y.; Wu, T.Y.; Liu, Y.C. Outgassing behavior on aluminum surfaces: Water in vacuum systems. J. Vac. Sci. Technol. A 1994, 12, 1750–1754.
- Millikan, R.A. A direct photoelectric determination of Planck’s “h”. Phys. Rev. 1916, 7, 355.
- Winch, R.P. Photoelectric outgassing. Phys. Rev. 1930, 36, 601.
- Bernardini, M.; Malter, L. Vacuum problems of electron and positron storage rings. J. Vac. Sci. Technol. 1965, 2, 130–141.
- Moraw, M.; Prasoł, H. Gas desorption from a stainless-steel surface in ultrahigh vacuum devices. Vacuum 2003, 71, 471–479.
- MSFC-SPEC-1443; Outgassing Test for Non-Metallic Materials Associated with Sensitive Optical Surfaces in a Space Environment. NASA: Washington, DC, USA, 1987. Available online: https://standards.nasa.gov/standard/MSFC/MSFC-SPEC-1443 (accessed on 1 November 2025).
- Pedley, M.D. Standard Materials and Processes Requirements for Spacecraft; NASA Technical Standard: Huntsville, AL, USA, 2021; p. 20210021618. Available online: https://standards.nasa.gov/standard/NASA/NASA-STD-6016 (accessed on 1 November 2025).
- Walter, N.A.; Scialdone, J.J. Outgassing Data for Selecting Spacecraft Materials (No. NASA-RP-1124-Rev-4). 1997. Available online: https://ntrs.nasa.gov/api/citations/19970027853/downloads/19970027853.pdf (accessed on 1 November 2025).
- Hu, N.; Dong, X.; He, X.; Browning, J.F.; Schaefer, D.W. Effect of sealing on the morphology of anodized aluminum oxide. Corros. Sci. 2015, 97, 17–24.
- Dobosz, I. Influence of the anodization conditions and chemical treatment on the formation of alumina membranes with defined pore diameters. J. Porous Mater. 2021, 28, 1011–1022.
- Luo, Y.; Wu, X.; Wang, K.; Wang, Y. Comparative study on surface influence to outgassing performance of aluminum alloy. Appl. Surf. Sci. 2020, 502, 144166.
- Ott, N.; Cancellieri, C.; Trtik, P.; Schmutz, P. High-resolution neutron imaging: A new approach to characterize water in anodic aluminum oxides. Mater. Today Adv. 2020, 8, 100121.
- Goueffon, Y.; Arurault, L.; Mabru, C.; Tonon, C.; Guigue, P. Black anodic coatings for space applications: Study of the process parameters, characteristics and mechanical properties. J. Mater. Process. Technol. 2009, 209, 5145–5151.
- Den, W.; Hu, S.-C.; Garza, C.M.; Zargar, O.A. Review—Airborne Molecular Contamination: Recent Developments in the Understanding and Minimization for Advanced Semiconductor Device Manufacturing. ECS J. Solid State Sci. Technol. 2020, 9, 064003.
- Lu, Y.; Cao, G.; Feng, X.; Wu, Y. Review on the Adsorption of Airborne Molecular Contaminants in Electronic Industry Cleanrooms. Int. J. Low-Carbon Technol. 2022, 17, 1095–1103.
- Kim, B.S.; Nam, G.B.; Jang, H.W. Airborne molecular contaminants sensors for high-yield and high-quality semiconductor manufacturing. Micro Nano Syst. Lett. 2026, 14, 5.
- Lee, W.; Park, S.J. Porous anodic aluminum oxide: Anodization and templated synthesis of functional nanostructures. Chem. Rev. 2014, 114, 7487–7556.
- Björneholm, O.; Hansen, M.H.; Hodgson, A.; Liu, L.M.; Limmer, D.T.; Michaelides, A.; Pedevilla, P.; Rossmeisl, J.; Shen, H.; Tocci, G.; et al. Water at interfaces. Chem. Rev. 2016, 116, 7698–7726.
- Ku, C.A.; Chung, C.K. Advances in Through-Hole Anodic Aluminum Oxide (AAO) Membrane and Its Applications: A Review. Nanomaterials 2025, 15, 1665.
- Wood, B.E.; Bertrand, W.T.; Seiber, B.L.; Lesho, J.C.; Uy, O.M.; Hall, D.F.; Dyer, J.S. Space environmental and contamination effects on cryogenic and warm optical surfaces: A review. Cryog. Opt. Syst. Instrum. VIII 1998, 3435, 160–171.
- Balkan, S.L.; Yurddaskal, M. Anodization Parameter-Driven Control of Nucleation, Pore Formation and Hydrophobic Behavior in Anodic Aluminum Oxide Nanostructures. Crystals 2026, 16, 227.
- Li, P.; Qin, L.; Li, B.; Tang, Y.; Chen, L.; Song, Y.; Zhu, X. Double-layer PAA with different pore sizes and its growth kinetics based on anodizing current curves. Sci. Rep. 2025, 15, 21818.
- Kumeria, T.; Santos, A.; Losic, D. Nanoporous anodic alumina platforms: Engineered surface chemistry and structure for optical sensing applications. Sensors 2014, 14, 11878–11918.
- Rozenblium, I.; Garashchenko, M.; Maman, N.; Syniakina, S.; Meshi, L.; Borodianskiy, K.; Yuferov, Y. Nano-controlled barrier layer engineering for direct nanowire deposition in anodized aluminum oxide templates. Surf. Coat. Technol. 2025, 515, 132652.
- Lu, C.; Xu, S.; Wang, P.; Li, X.; Ma, H.; Tong, H.; Zhou, X.; Zhao, J. Enhancing corrosion resistance of anodized aluminum alloy 6061 via multicomponent silica sol-gel sealing. AIMS Mater. Sci. 2026, 13, 120–140.
- Sulka, G.D.; Parkoła, K.G. Temperature influence on well-ordered nanopore structures grown by anodization of aluminium in sulphuric acid. Electrochim. Acta 2007, 52, 1880–1888.
- Bohon, E.; Shero, E.; Shadman, F.; Biedrzycki, S.; Seraphin, S. Outgassing of moisture from anodized aluminum films. In Proceedings of the Institute of Environmental Sciences—Proceedings, Annual Technical Meeting, Los Angeles, CA, USA, 4 May 1997; pp. 43–48. Available online: https://experts.arizona.edu/en/publications/outgassing-of-moisture-from-anodized-aluminum-films/ (accessed on 9 December 2025).
- Lee, D.; Yim, C.; Jeon, S. Nanomechanical analysis of the adsorption and desorption of water vapor on porous surfaces. RSC Adv. 2015, 5, 80925–80928.
- Ogawa, N.; Yamashita, Y.; Kurisu, H.; Yamamoto, S. Outgassing Properties of Various Surface Finished Aluminum Alloy Measured by Extremely High Vacuum System. Vac. Surf. Sci. 2021, 64, 411–417.
- Jeong, C.; Jung, J.; Sheppard, K.; Choi, C.-H. Control of the Nanopore Architecture of Anodic Alumina via Stepwise Anodization with Voltage Modulation and Pore Widening. Nanomaterials 2023, 13, 342.
- ECSS-Q-ST-70-03C; Black-Anodizing of Metals with Inorganic Dyes. ESA Requirements and Standards Division ESTEC: Noordwijk, The Netherlands, 2008. Available online: https://ecss.nl/wp-content/uploads/standards/ecss-q/ECSS-Q-ST-70-03C31July2008.pdf (accessed on 9 December 2025).
- ECSS-Q-ST-70-01C Rev.1; Cleanliness and Contamination Control (15 October 2025). ESA Standards Section: Noordwijk, The Netherland, 2025. Available online: https://ecss.nl/wp-content/uploads/2025/10/ECSS-Q-ST-70-01C-Rev.1(15October2025).pdf (accessed on 9 December 2025).
- Willmott, P. Synchrotron Physics. In An Introduction to Synchrotron Radiation: Techniques and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2019.
- Buijnsters, J.G.; Zhong, R.; Tsyntsaru, N.; Celis, J.P. Surface wettability of macroporous anodized aluminum oxide. ACS Appl. Mater. Interfaces 2013, 5, 3224–3233.
- Gao, Y.; Malyshev, O.B.; Valizadeh, R.; Wang, S. Effect of film thickness on electron-stimulated desorption yield from Ti–Zr–V coating. J. Instrum. 2022, 17, P08006.
- He, C.C. Preventing Cracking of Anodized Coatings; Goddard Space Flight Center; NASA: Greenbelt, MD, USA, 1995. Available online: https://ntrs.nasa.gov/citations/19950025269 (accessed on 20 December 2025).
- MSFC-SPEC-1238; Thermal Vacuum Bakeout Specification for Contamination Sensitive Hardware. NASA Marshall Space Flight Center: Huntsville, AL, USA, 1986. Available online: https://standards.nasa.gov/standard/MSFC/MSFC-SPEC-1238 (accessed on 20 December 2025).
- ASTM E2900-19; Standard Practice for Acceleration of the Outgassing of Materials, Components, and Assemblies in Vacuum Systems. ASTM International: West Conshohocken, PA, USA, 2012. Available online: https://store.astm.org/e2900-19.html (accessed on 20 December 2025).
- Figueira, R.B. Hybrid sol–gel coatings for corrosion mitigation: A critical review. Polymers 2020, 12, 689.
- Strumik, M.; Wardzińska, M.; Bzowski, M.; Wachulak, P.; Wawrzaszek, R.; Fok, T.; Bartnik, A.; Mostowy, K.; Fiedorowicz, H.; Węgrzyński, Ł.; et al. Reflectance properties of the Acktar Magic Black™ coating for the radiation near the Lyman-α line of hydrogen: Measurements and phenomenological model of the BRDF. J. Astron. Telesc. Instrum. Syst. 2024, 10, 018004.
- Hoffman, D.; Singh, B.; John, H.T., III. Handbook of Vacuum Science and Technology; Elsevier: Amsterdam, The Netherlands, 1997.
- Wernick, S.; Pinner, R.; Sheasby, P.G. The Surface Treatment and Finishing of Aluminum and Its Alloys, 6th ed.; ASM International: Materials Park, OH, USA, 2001.
- Wang, G.; Song, D.; Zhou, Z.; Klu, E.E.; Liu, Y.; Liang, N.; Jiang, J.; Sun, J.; Ma, A. Effect of ultrafine grains on coating reaction and anticorrosion performance of anodized aluminum. Coatings 2020, 10, 216.
- Thompson, G.E. Porous anodic alumina: Fabrication, characterization and applications. Thin Solid Film. 1997, 297, 192–201.
- ASTM E112; Standard Test Methods for Determining Average Grain Size. ASTM International: West Conshohocken, PA, USA, 2010. Available online: https://store.astm.org/e0112-24.html (accessed on 20 December 2025).
- Roslyakov, I.V.; Chumakov, A.P.; Eliseev, A.A.; Leontiev, A.P.; Konovalov, O.V.; Napolskii, K.S. Evolution of pore ordering during anodizing of aluminum single crystals: In situ small-angle X-ray scattering study. J. Phys. Chem. C 2021, 125, 9287–9295.
- Roslyakov, I.V.; Sotnichuk, S.V.; Kushnir, S.E.; Trusov, L.A.; Bozhev, I.V.; Napolskii, K.S. Pore Ordering in Anodic Aluminum Oxide: Interplay between the Pattern of Pore Nuclei and the Crystallographic Orientation of Aluminum. Nanomaterials 2022, 12, 1417.
- Ruiz-Clavijo, A.; Caballero-Calero, O.; Martín-González, M. Revisiting anodic alumina templates: From fabrication to applications. Nanoscale 2021, 13, 2227–2265.
- Ogawa, N.; Kurisu, H.; Yamamoto, S. Surface analysis of surface-finished aluminum alloys with low outgassing property. Vac. Surf. Sci. 2022, 65, 145–150.
- Knopf, D.A.; Ammann, M.; Berkemeier, T.; Pöschl, U.; Shiraiwa, M. Desorption lifetimes and activation energies influencing gas–surface interactions and multiphase chemical kinetics. Atmos. Chem. Phys. 2024, 24, 3445–3528.
- Yazdizadeh, M.; Yelon, A.; Ménard, D. Characterizing and optimizing the electropolishing and pore arrangement in porous anodic aluminum oxide (AAO). J. Porous Mater. 2020, 27, 995–1002.
- Raffin, F.; Echouard, J.; Volovitch, P. Influence of anodizing time on the microstructure and immersion stability of tartaric–sulfuric acid anodized aluminum alloys. Metals 2023, 13, 993.
- Syamdri, F.D.; Wibowo, R. The effect of sulphuric acid and oxalic acid on the formation of anodic aluminium oxide templates using two-step anodization method. J. Phys. Conf. Ser. 2020, 1442, 012063.
- Keshavarz, A.; Parang, Z.; Nasseri, A. The effect of sulfuric acid, oxalic acid, and their combination on the size and regularity of the porous alumina by anodization. J. Nanostruct. Chem. 2013, 3, 34.
- Tzaneva, B.; Vrublevsky, I.; Videkov, V.; Lushpa, N. Role of electrode temperature in anodic growth of sulfuric acid alumina films. J. Solid State Electrochem. 2025, 29, 1459–1465.
- Choi, Y.C.; Hyeon, J.Y.; Bu, S.D.; Bae, T.S. Effects of anodizing voltages and corresponding current densities on self-ordering process of nanopores in porous anodic aluminas anodized in oxalic and sulfuric acids. J. Korean Phys. Soc. 2009, 55, 835–840. Available online: https://www.kci.go.kr/kciportal/ci/sereArticleSearch/ciSereArtiView.kci?sereArticleSearchBean.artiId=ART001497779 (accessed on 20 December 2025).
- MIL-A-8625F; Anodic Coatings for Aluminum and Aluminum Alloys. U.S. Department of Defense: Washington, DC, USA, 1993.
- NASA PRC-5006; Contamination Control Requirements for Spacecraft Hardware. NASA Goddard Space Flight Center: Greenbelt, MD, USA, 2020. Available online: https://ntrs.nasa.gov/api/citations/19960044619/downloads/19960044619.pdf (accessed on 20 December 2025).
- Khairudin, A.; Mohd Lotfi, N.M.; Suhaimi, S.; Mohamad Isa, M.I.; Ahmad Khiar, A.S. Synthesis and Characterization of Anodic Alumina Oxide Using Oxalic Acid as Electrolyte Solution. Appl. Mech. Mater. 2025, 925, 11–18.
- Ma, Y.; Zhou, X.; Liao, Y.; Chen, X.; Zhang, C.; Wu, H.; Wang, Z.; Huang, W. Effect of anodizing parameters on film morphology and corrosion resistance of AA2099 aluminum-lithium alloy. J. Electrochem. Soc. 2016, 163, C369–C376.
- Bruera, F.A.; Kramer, G.R.; Vera, M.L.; Ares, A.E. Low-Cost Nanostructured Coating of Anodic Aluminium Oxide Synthesized in Sulphuric Acid as Electrolyte. Coatings 2021, 11, 309.
- Poznyak, A.; Pligovka, A.; Laryn, T.; Salerno, M. Porous Alumina Films Fabricated by Reduced Temperature Sulfuric Acid Anodizing: Morphology, Composition and Volumetric Growth. Materials 2021, 14, 767.
- Lee, W.; Ji, R.; Gösele, U.; Nielsch, K. Fast fabrication of long-range ordered porous alumina membranes by hard anodization. Nat. Mater. 2006, 5, 741–747.
- Nielsch, K.; Müller, F.; Li, A.-P.; Gösele, U. Uniform Nickel Deposition into Ordered Alumina Pores by Pulsed Electrodeposition. Adv. Mater. 2000, 12, 582–586.
- O’Sullivan, J.P.; Wood, G.C. Morphology and mechanism of formation of porous anodic films on aluminum. Proc. R. Soc. Lond. A 1970, 317, 511–543. Available online: https://www.jstor.org/stable/77619 (accessed on 5 January 2026).
- Jo, H.; Lee, S.; Kim, D.; Lee, J. Low temperature sealing of anodized aluminum alloy for enhancing corrosion resistance. Materials 2020, 13, 4904.
- Han, K.P.; Fang, J.L. Decorative-protective coatings on aluminium. Surf. Coat. Technol. 1997, 88, 178–182.
- ASTM B580; Standard Specification for Anodic Oxide Coatings on Aluminum. ASTM International: West Conshohocken, PA, USA, 2012. Available online: https://store.astm.org/b0580-79r19.html (accessed on 5 January 2026).
- Sharma, A.K.; Bhojraj, H.; Kaila, V.K.; Narayanamurthy, H. Anodizing and inorganic black coloring of aluminum alloys for space applications. Met. Finish. 1997, 95, 14–20.
- Glenair, Inc. SERIES 80 Mighty Mouse Connectors and Cables Screening/Outgassing for Space Applications; Glenair, Inc.: Glendale, CA, USA, 2022; Available online: https://www.glenair.com/mighty-mouse/pdf/general-information-and-reference/screening-outgassing-for-space-applications.pdf (accessed on 5 January 2026).
- NASA PRC-5007; Process Specification for Electroless Nickel Plating. NASA Johnson Space Center: Houston, TX, USA, 2020. Available online: https://www.nasa.gov/wp-content/uploads/2023/03/prc-5007-current.pdf (accessed on 5 January 2026).
- Kutzschbach, P. Electroless Nickel for Optical Systems in Astronomy and Space Trave; Leuze Verlag: Bad Saulgau, Germany, 2025; Available online: https://www.leuze-verlag.de/en/report/electroless-nickel-for-optical-systems-in-astronomy-and-space-travel (accessed on 5 January 2026).
- Techmetals Inc. Optical Electroless Nickel, Technical Application Note; Techmetals Inc.: Dayton, OH, USA, 1997; Available online: https://techmetals.com/optical-electroless-nickel/ (accessed on 5 January 2026).
- Tsamos, D.; Artemiou, P.; Fasnakis, D.; Loizos, D.; Gerardis, S.; Maropoulos, S. Optimizing the annealing process of sol–gel hybrid coating technology for corrosion barrier protection of Al. J. Coat. Technol. Res. 2026, 23, 569–578.
- Thim, G.P.; Oliveira, M.A.; Oliveira, E.D.; Melo, F.C. Sol–gel silica film preparation from aqueous solutions for corrosion protection. J. Non-Cryst. Solids. 2000, 273, 124–128.
- Sáenz, C.A.; Santa Coloma, P.; Fernández-Carretero, F.J.; Brusciotti, F.; Brizuela, M. Design of corrosion protective and antistatic hybrid sol–gel coatings on 6XXX AlMgSi alloys for aerospace applications. Coatings 2020, 10, 441.
- Panda, S.K.; Visakh, P.M. Multifunctional Hybrid Sol–Gel Coatings in Aeronautical and Aerospace Applications. In Nanocomposites for Defense, Aeronautical and Aerospace Applications. Advanced Structured Materials; Panda, S.K., Visakh, P.M., Eds.; Springer: Cham, Switzerland, 2026; pp. 239–263.
- Yang, J.C.; de Groh, K.K. Materials issues in the space environment. MRS Bull. 2010, 35, 12–20. Available online: https://link.springer.com/article/10.1017/S0883769400100004 (accessed on 5 January 2026).
- Huang, A.Y.; Kastanas, G.N.; Kramer, L.; Soares, C.E.; Mikatarian, R.R. Materials outgassing rate decay in vacuum at isothermal conditions. In Proceedings of the Systems Contamination: Prediction, Control, and Performance 2016, San Diego, CA, USA, 1 September 2016; p. 9952. [Green Version]
- MIL-STD-2073; Standard Practice for Military Packaging. U.S. Department of Defense: Washington, DC, USA, 2008. Available online: https://www.dla.mil/Logistics-Operations/Packaging/ (accessed on 11 January 2026).
- Karkash, A.; Diaz, L.; Albers, R.C.; Saxena, A.; Sanati, M. Atomistic mechanism for hydrogen outgassing from Al and Cu fcc metal surfaces under thermal treatment: Failure of the diffusion-limited and the recombination-limited models. Phys. Rev. B 2025, 111, 035448.































