




A shop manager wrote to me about an issue with their electroless nickel plating process, in which a localized stain occurred.
 Frank AltmayerThey wrote:
Frank AltmayerThey wrote:
“We have been electroless-nickel plating some stainless steel powder metallurgy parts for some time, but recently have experienced failure to pass a corrosion-resistance test. The test involves boiling the parts in deionized water for one hour. Following the boil, these parts have a satisfactory appearance in all areas except at one or more notches on the exterior diameter. The failure consists of a very localized stain. Can you help us find out why these parts fail?”
We examined a cross-section of these parts (photo 1 shows the parts, as received). The stained area of each sample was examined and photographed at 100X. The same area and a similar area on an unplated sample were then cross-sectioned and examined microscopically at 400X.
 This part has been electroless nickel-plated and has a stain on the right side of the notched area (after a one-hour boil in deionized water). The part on the right is an unplated sample submitted along with the plated sample.The stain forms as a result of corrosion at sites where the powder metallurgy has not been adequately sintered, and it indicates a high level of porosity compared to areas that do not exhibit the staining. The electroless nickel plates down deep into the surface cavity — but as thickness builds and the plating on the sides of the cavity meet, a microscopic pore or tunnel is formed, which produces a “fissure” that travels down to the base metal (see photos).
This part has been electroless nickel-plated and has a stain on the right side of the notched area (after a one-hour boil in deionized water). The part on the right is an unplated sample submitted along with the plated sample.The stain forms as a result of corrosion at sites where the powder metallurgy has not been adequately sintered, and it indicates a high level of porosity compared to areas that do not exhibit the staining. The electroless nickel plates down deep into the surface cavity — but as thickness builds and the plating on the sides of the cavity meet, a microscopic pore or tunnel is formed, which produces a “fissure” that travels down to the base metal (see photos).
The stain cannot be eliminated by additional plating thickness, because, as the cross-section illustrates, the fissure is formed by the EN deposit meeting from the rim of a surface pore that is large.
Powder metallurgy must be adequately impregnated to fill the voids typically present after sintering. The unplated sample we cross-sectioned, along with the plated sample, showed large surface pores in the area where staining was found after plating. These large surface pores contained no resin from an impregnation operation.
The sintering operation used to produce these parts needs improvement, as the metal powder in the stained area appears to be insufficiently sintered. Our examination of the stain at 100X revealed a large amount of metal powder that remains spherical and unmelted, which we believe leads to the larger surface pores in this area. In areas where no individual metal powder spheres were visible, the part's surface was dense and relatively free of large pores (see photos).
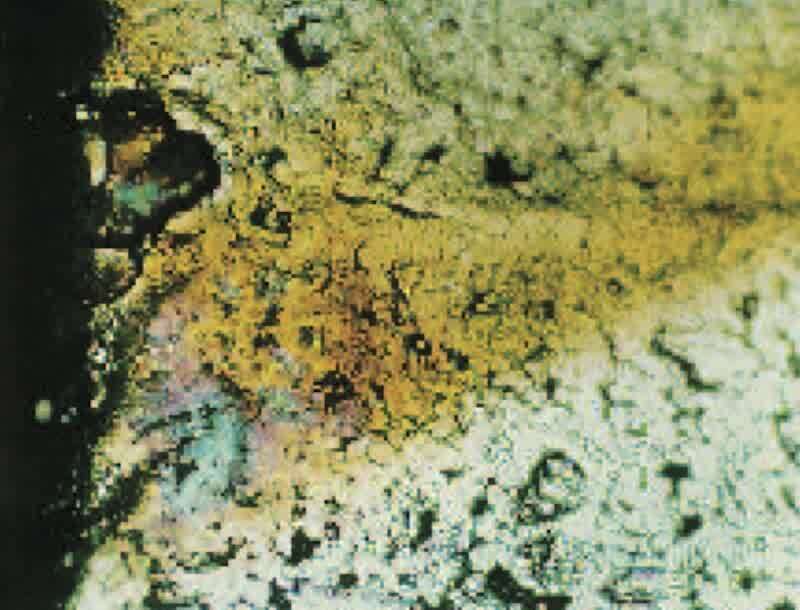
100X surface photo of stain on electroless nickel-plated part, showing the presence of large surface pores on the left edge that may be the source of stain following corrosion-resistance testing.
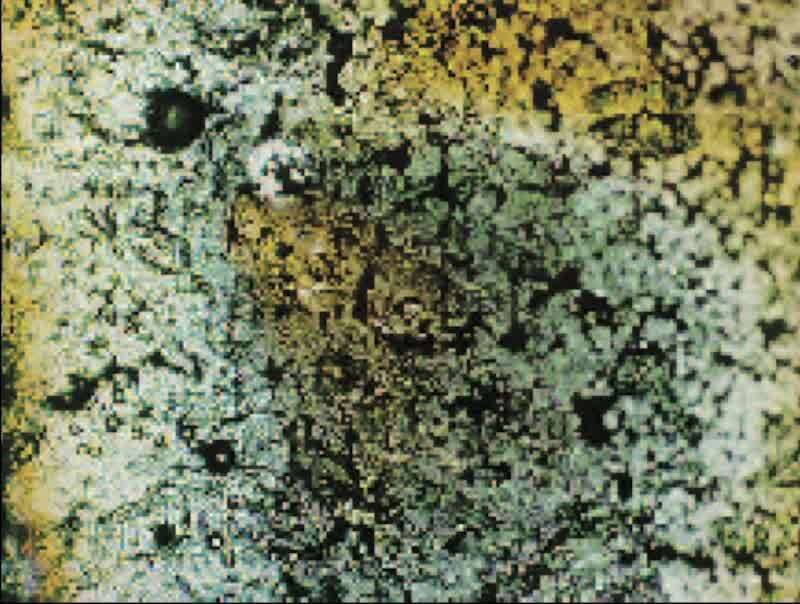
Second-plated part (also 100X surface photo) evidencing stain in the notched area. Note also that the individual powder spheres are clearly visible in this area, along with large surface pores.
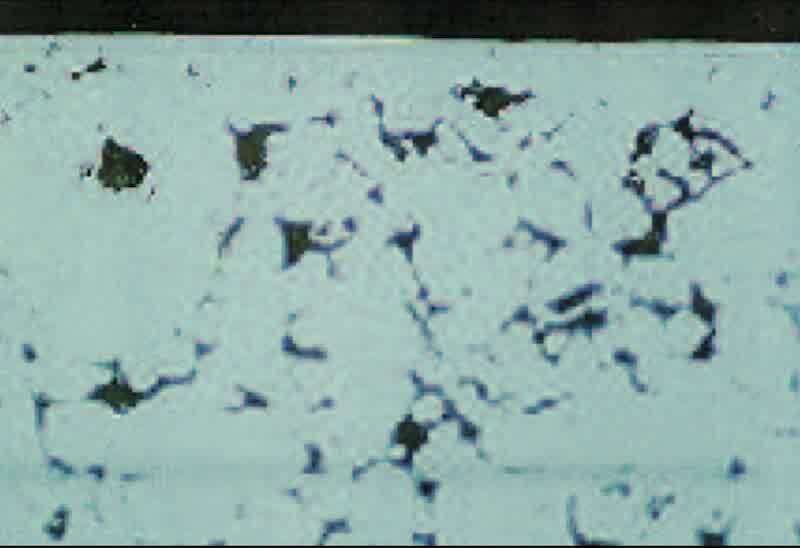
This is a cross-section (400X) of a notch in the area where staining was observed on the plated parts. Note the deep, large surface pores present, and the absence of any resin filling the pores, indicating poor impregnation of this area.
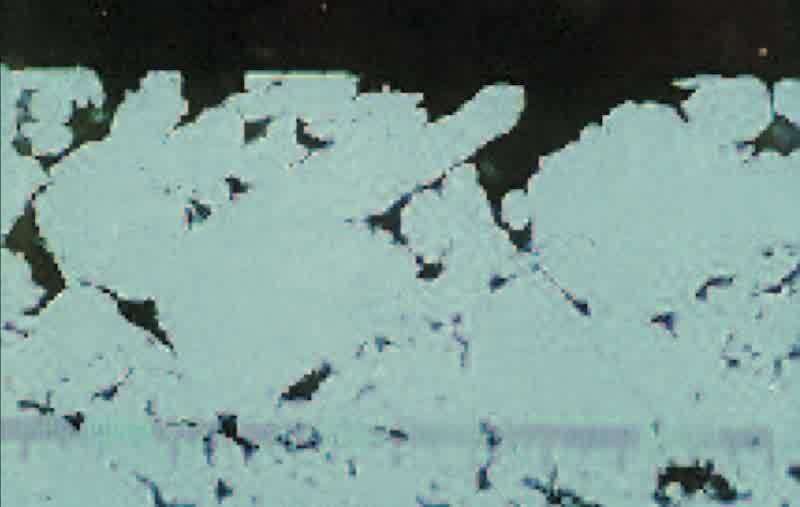
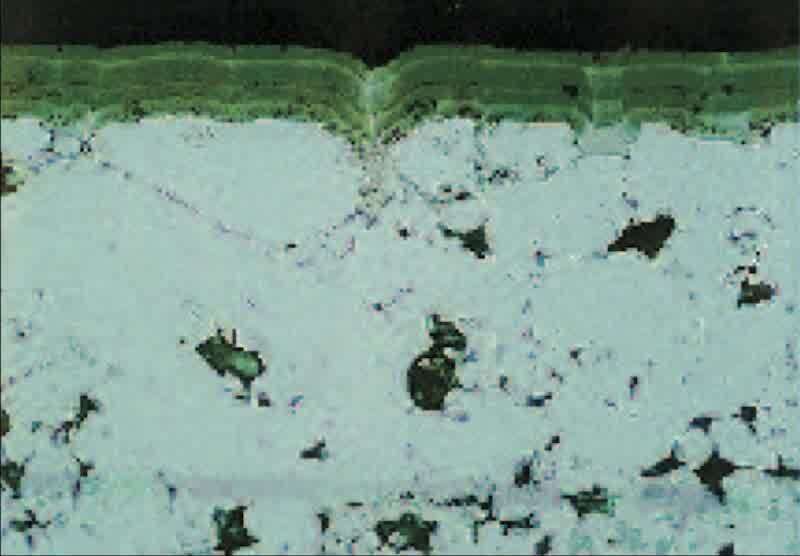
This is a cross-section of a plated part in the area evidencing the stain (400X). Note the nickel plates deep into the surface cavity and, because all sides of the nickel meet in the center, a microscopic “tunnel” is formed by the intersection. This tunnel leads to corrosion test failures, and cannot be eliminated by more plating. The absence of impregnation resin is evidenced by the nickel depositing deep into the surface pores.
This is a cross-section of the same unplated part as in the photo above, taken from an area away from the notch (400X). Note that the surface is very smooth and relatively pore-free.
Frank Altmayer is a Master Surface Finisher, an AESF Fellow, and the technical education director of the AESF Foundation and NASF. He owned Scientific Control Laboratories from 1986 to 2007 and has over 50 years of experience in the metal finishing industry. He received the AESF Past Presidents Award, the NAMF Award of Special Recognition, the AESF Leadership Award, the AESF Fellowship Award, the Chicago Branch AESF Geldzahler Service Award, and the NASF Award of Special Recognition.































