




Plasma electrolytic oxidation (PEO) has emerged as a leading surface engineering technology for improving the tribological and corrosion performance of lightweight structural alloys, including aluminum, magnesium, titanium, and zirconium.
 Lincoln Pinoski and Pradeep MenezesUnlike conventional anodizing or line-of-sight deposition processes, PEO forms thick, multiphase ceramic oxide coatings metallurgically bonded to the substrate through plasma-assisted in situ oxidation, enabling treatment of complex and internal geometries that competing technologies cannot reach. The tribological performance of PEO coatings is governed by coupled interactions among electrolyte chemistry, electrical discharge behavior, phase evolution, porosity development, and residual stress state.
Lincoln Pinoski and Pradeep MenezesUnlike conventional anodizing or line-of-sight deposition processes, PEO forms thick, multiphase ceramic oxide coatings metallurgically bonded to the substrate through plasma-assisted in situ oxidation, enabling treatment of complex and internal geometries that competing technologies cannot reach. The tribological performance of PEO coatings is governed by coupled interactions among electrolyte chemistry, electrical discharge behavior, phase evolution, porosity development, and residual stress state.
This review critically evaluates the friction, wear, and tribo-corrosion behavior of PEO coatings under dry sliding, lubricated, high-temperature, marine, and vacuum environments, and systematically examines the influence of processing parameters, microstructural evolution, transfer layer formation, and counterface interactions on coating performance. Hybrid and duplex systems incorporating solid lubricants, polymer impregnation, sol–gel sealing, and multilayer architectures are discussed as strategies to overcome limitations associated with brittleness and surface porosity. Current research challenges, including fatigue degradation, coating defect control, limited cross-study standardization, and incomplete mechanistic understanding of process–microstructure, tribological relationships, are critically assessed. Emerging directions encompassing self-lubricating adaptive coatings, AI-guided process optimization, and multifunctional hybrid architectures are highlighted as pathways toward next-generation surface systems.
This review provides a mechanism-based framework for understanding tribological behavior in PEO coatings and identifies critical opportunities for future industrial implementation in aerospace, automotive, marine, biomedical, and energy applications.
Main image courtesy of https://weiss-aug.com
1. Introduction
1.1. Overview of Plasma Electrolytic Oxidation Technology
Plasma electrolytic oxidation (PEO), also known as micro-arc oxidation (MAO), is an advanced electrochemical surface treatment that generates adherent, multiphase ceramic oxide coatings on valve metals through plasma-assisted in situ oxidation [1,2]. The process is applied principally to lightweight structural alloys (aluminum, magnesium, titanium, and zirconium), which form stable dielectric oxide layers under anodic polarization. Conventional surface treatments such as hard anodizing, physical vapor deposition (PVD), and thermal spray impose well-documented limitations: hard anodizing produces relatively thin, amorphous coatings; PVD and thermal spray are line-of-sight processes unable to uniformly treat internal or re-entrant geometries; and none achieve the metallurgical bond quality inherent to PEO [3,4]. PEO overcomes these constraints by growing the coating through electrochemical oxidation of the substrate itself, producing a diffusion-bonded interface and coating thicknesses ranging from 10 to 200 μm [4]. Because the electrochemical reaction proceeds wherever the electrolyte contacts the substrate, PEO inherently accommodates complex three-dimensional geometries, including internal bores, threads, and blind features. Depending on processing parameters and electrolyte chemistry, the coatings are multiphase. For example, aluminum yields mixed α-Al2O3 and γ-Al2O3 phases, while titanium alloys produce rutile and anatase TiO2. A further advantage is the use of dilute alkaline aqueous electrolytes that are environmentally benign relative to conventional chromate-based anodizing, generating no hexavalent chromium and positioning PEO as a compliant alternative under Registration, Evaluation, Authorization and Restriction of Chemicals (REACH) and Restriction of Hazardous Substances (RoHS) regulations [5].
1.2. Advantages over Conventional Surface Treatments
PEO offers decisive performance advantages over competing surface treatment technologies across multiple metrics. The achievable coating thickness of 10–200 μm substantially exceeds the 5–25 μm range of hard anodizing, and this greater load-bearing mass directly improves resistance to sliding and impact wear while extending component service life [6]. Unlike thermal spray and cold spray, PEO requires no line-of-sight access, enabling uniform coverage of complex three-dimensional components, additively manufactured parts with internal channels, and aerospace structures with re-entrant features inaccessible to directed deposition [7]. The metallurgical bond formed through in situ oxidation also prevents the delamination under cyclic loading that characterizes mechanically bonded thermal spray deposits. Plasma-assisted crystallization introduces thermodynamically stable phases, including α-Al2O3 on aluminum and rutile TiO2 on titanium, unavailable to hard anodizing, conferring hardness values of 1000–2000 HV versus 300–500 HV for hard-anodized coatings [3]. Beyond mechanical performance, PEO coatings exhibit high thermal stability under oxidizing conditions and outperform metallic coatings in automotive, aerospace, and energy environments where sustained elevated temperatures promote oxidation and corrosive breakdown of unprotected base metal [4,8].
1.3. Importance of Tribological Performance
Tribological degradation, encompassing friction, wear, and surface fatigue, is responsible for a dominant fraction of component failures across the automotive, aerospace, industrial manufacturing, and biomedical sectors [9,10]. High contact stresses, vibrational loading, and extreme operating temperatures collectively accelerate surface-level material loss at fastener interfaces, bearings, bushings, and articulating surfaces, creating a clear need for surface engineering that extends service life [3]. PEO coatings address this need through their combination of high ceramic-phase hardness, controlled porosity for lubricant retention, and a corrosion-resistant oxide barrier between the base metal and the service environment [11]. In high-temperature applications, PEO coatings maintain a stable oxide structure that resists phase transformations and prevents changes in dominant wear mechanisms as temperatures rise, a capability not shared by soft metallic or polymer-based coatings [12]. In aqueous and corrosive environments, the PEO ceramic layer reduces electrochemical attack on the base metal, making it particularly relevant for marine, biomedical, and offshore energy applications where tribo-corrosion is the dominant failure mode [13]. PEO is especially critical for aerospace and high-performance automotive applications where aluminum, magnesium, and titanium alloys substitute for heavier ferrous components, as the inherently poor tribological properties of these lightweight metals necessitate surface treatment for sliding or fretting service [14].
1.4. Scope and Objectives of the Review
This review provides a mechanism-based critical assessment of PEO coating systems developed for tribological applications, with emphasis on friction and wear reduction, tribo-corrosion resistance, and hybrid coating performance across a range of service environments. The scope encompasses the fundamental electrochemical and plasma physics governing PEO coating formation; the influence of processing parameters on coating microstructure; tribological mechanisms under dry, lubricated, high-temperature, and corrosive conditions; hybrid and duplex strategies employing solid lubricants, polymer impregnation, and multilayer architectures; industrial applications across aerospace, automotive, biomedical, marine, and energy sectors; and systematic benchmarking against competing coating technologies. Critical research gaps are identified throughout, and emerging directions in smart adaptive coatings and AI-guided optimization are highlighted as priority areas for future investigation. This review is intended as both a comprehensive reference for researchers and a practical guide for engineers selecting surface treatment systems based on application-specific performance requirements. Existing PEO reviews predominantly focus on coating formation, corrosion resistance, and general surface engineering aspects, while dedicated evaluations of tribological performance remain comparatively limited. This review addresses that gap by providing a mechanism-based assessment of friction, wear, tribo-corrosion, and hybrid PEO systems, while identifying key challenges and future research directions for engineering applications.
2. Fundamentals of Plasma Electrolytic Oxidation
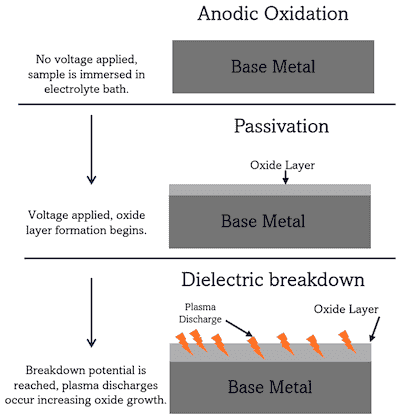 Figure 1. Stages of coating formation through oxide layer generation and dielectric breakdown.2.1. Electrochemical and Plasma Discharge Mechanisms
Figure 1. Stages of coating formation through oxide layer generation and dielectric breakdown.2.1. Electrochemical and Plasma Discharge Mechanisms
PEO coating formation initiates as conventional anodic oxidation, under applied voltage, an oxide film grows on the substrate surface and progressively increases interfacial resistance until the applied field reaches the dielectric breakdown strength of the growing oxide, typically between 200 and 600 V, depending on substrate and electrolyte chemistry [15]. This buildup and transition are shown in Figure 1 as a metal substrate experiences anodic oxidation, passivation, and eventually dielectric breakdown. At this transition, localized dielectric breakdown occurs, and plasma micro-discharges erupt through the oxide film, fundamentally differentiating PEO from hard anodizing by shifting from purely electrochemical to plasma-assisted oxide growth [3]. The discharges are transient, highly localized events with local temperatures exceeding 2000 K within individual discharge channels, driving rapid oxide melting, injection, and re-solidification [16]. Discharge events during PEO are classified into three principal stages of coating evolution [17]. Early-stage soft-arcing (A-type) discharges are small and numerous, distributing uniformly across the surface to produce a thin, relatively homogeneous oxide layer. As coating thickness increases, the regime transitions to intense B-type discharges associated with accelerated growth, followed by C-type arc discharges at high energy density that promote thermodynamically stable crystalline phases but can also introduce large discharge channels and surface defects if not controlled [16,18]. Electrolyte species participate directly in the plasma chemistry: during discharge events, ions and molecular species from the bath are thermally activated and incorporated into the molten oxide, enabling deliberate compositional engineering of the coating through electrolyte design [19].
2.2. Coating Formation, Growth, and Microstructure Evolution
PEO coating growth follows a nonlinear trajectory characterized by distinct stages of microstructural development. Figure 2 illustrates the evolution of the PEO coating process. The initial compact barrier oxide layer, analogous to that formed during conventional anodizing Figure 2b, controls early current distribution and defines the dielectric breakdown threshold [20]. Once breakdown is exceeded Figure 2c, oxide growth transitions to a coupled electrochemical-plasma mechanism involving local melting, oxide ejection through discharge channels, and rapid re-solidification, generating the characteristic three-layer microstructure: a dense inner barrier layer adjacent to the metal substrate, an intermediate compact zone, and a porous outer layer at the free surface [15]. The inner barrier layer governs mechanical integrity and adhesion of the coating, while the outer porous layer develops through gas evolution, discharge channel collapse, and volumetric shrinkage during rapid quenching. Pore size and density increase with discharge intensity, applied voltage, and processing time. Crystalline phase content, including α-Al2O3 on aluminum, rutile TiO2 on titanium, and monoclinic ZrO2 on zirconium, increases with cumulative discharge energy as transiently elevated temperatures within discharge channels drive thermodynamic phase stabilization [19]. Electrolyte compositional effects further modulate microstructure: incorporation of Al species in Ti-substrate electrolytes can promote Al2O3 formation within the TiO2 matrix, significantly modifying hardness and tribological response [19].
![Figure 2. Evolution of PEO discharge stages: (a) at coating start before power is applied; (b) when power is applied, surface oxidation begins. (c) Dielectric breakdown is reached, and small discharges are visible; (d) soft arcing starts and plasma discharges are visible; (e) strong arcing, and large discharges are visible and less frequent. Reproduced from [2], Coatings MDPI, 2020.](/images/images/whitepapers/PEO/2.png)
Figure 2. Evolution of PEO discharge stages: (a) at coating start before power is applied; (b) when power is applied, surface oxidation begins. (c) Dielectric breakdown is reached, and small discharges are visible; (d) soft arcing starts and plasma discharges are visible; (e) strong arcing, and large discharges are visible and less frequent. Reproduced from [2], Coatings MDPI, 2020.
2.3. Role of Substrate Materials
The widespread application of PEO to aluminum, magnesium, and titanium alloys is driven by the need to overcome substrate-specific limitations while preserving the benefits of lightweight structural materials. Aluminum alloys offer an attractive strength-to-weight ratio but can suffer from wear and corrosion in demanding service environments [16]. Magnesium alloys provide exceptional weight reduction but exhibit poor wear resistance and high corrosion susceptibility [8]. Titanium alloys possess excellent strength and corrosion resistance but are characterized by high friction coefficients, low wear resistance, and a tendency toward adhesive wear and galling [13]. PEO coatings address these limitations by generating hard ceramic oxide layers that improve surface hardness, wear resistance, and environmental durability while maintaining the low density and bulk mechanical properties of the underlying substrate. Substrate alloy, chemistry, and microstructure exert fundamental control over PEO coating phase composition, porosity, hardness, and tribological behavior because differences in ion mobility, oxide thermodynamic stability, and dielectric breakdown characteristics across substrate systems produce distinct coating architectures. These substrate-dependent differences are summarized in Table 1. On aluminum alloys, PEO coatings consist predominantly of mixed α-Al2O3 and γ-Al2O3, with the α/γ ratio, a primary determinant of hardness and brittleness, controlled by electrolyte chemistry and discharge energy [18,20,21]. On magnesium alloys, the low melting point and high electrical conductivity of the substrate drive intense discharge regimes, yielding MgO and Mg-Al spinel (MgAl2O4) coatings with characteristically higher porosity and surface roughness that necessitate careful electrolyte and process optimization [8,22,23,24]. Titanium alloys form rutile and anatase TiO2 coatings with lower intrinsic porosity and a thicker barrier layer before discharge onset, providing excellent load-bearing characteristics relative to the naturally poor tribological performance of the substrate [25,26,27]. Zirconium alloys produce ZrO2 coatings containing mixed monoclinic and tetragonal polymorphs; the tetragonal-to-monoclinic transformation toughening mechanism provides the highest fracture toughness of the four substrate families, along with very low wear coefficients and exceptional thermal stability [28,29,30].
Table 1. PEO coating characteristics as a function of substrate material: primary oxide phases, key microstructural features, indicative hardness range, and tribological implications.
| Substrate | Primary Oxide Phases | Key Microstructural Features | Tribological Implications | Coating Thickness | Typical Hardness (HV) | Ref. |
| Aluminum (Al) alloys | α-Al2O3; γ-Al2O3 | High hardness; mixed oxide; α/γ ratio tunable through electrolyte chemistry and alloying elements; non-columnar bidirectional growth | Good wear resistance; α/γ ratio controls hardness-brittleness balance; benefits greatly from process optimization | 20–150 μm | 1000–2000 | [16] |
| Magnesium (Mg) alloys | MgO; Mg-Al spinel (MgAl2O4) | Low melting point drives intense discharges; higher inherent porosity and surface roughness than other substrates; requires strict electrolyte control | Higher porosity increases abrasive wear risk; corrosion-barrier function critical; effective with careful electrolyte management | 10–80 μm | 600–1500 | [31] |
| Titanium (Ti) alloys | Rutile TiO2; anatase TiO2 | Higher dielectric breakdown voltage; lower porosity; thicker barrier layer before discharge onset; rutile fraction increases with discharge energy | Lower porosity improves load-bearing capacity; Ti substrate has intrinsically poor tribological properties that PEO effectively addresses | 10–60 μm | 700–1500 | [32] |
| Zirconium (Zr) alloys | Monoclinic ZrO2; tetragonal ZrO2 | Unique ionic mobility; mixed polymorphic phases; phase balance governs transformation toughening; smaller pores achievable with high-frequency processing | Highest fracture toughness among the four substrate families; excellent thermal stability; very low wear coefficients | 10–50 μm | 800–1400 | [28] |
2.4. Phase Composition and Porosity
PEO coatings exhibit a mixed crystalline–amorphous oxide structure arising from the rapid melting and quenching within plasma discharge channels. Transient local temperatures exceeding 2000 K promote formation of thermodynamically stable crystalline phases, while rapid cooling rates, estimated between 103 and 106 K/s, preserve amorphous regions between discharge sites [33]. The relative fractions of crystalline and amorphous material depend on substrate chemistry, discharge energy density, and electrolyte composition. On aluminum alloys, higher discharge energy increases the α-Al2O3 fraction; on titanium alloys, rutile content increases with discharge temperature; on zirconium alloys, the monoclinic–tetragonal balance influences transformation toughening; on magnesium alloys, MgO and MgAl2O4 spinal phases form, usually with higher amorphous content compared to other alloys. Porosity arises through three concurrent mechanisms: gas evolution during plasma-assisted oxide growth, collapse and partial re-sealing of discharge channels after each event, and volumetric shrinkage during rapid solidification of molten oxide. Two distinct pore populations are typically observed: sub-micrometer micro-pores within discharge channels, and macro-pores exceeding one micrometer at arc discharge sites. Porosity scales with applied voltage, current density, processing time, and discharge intensity [30]. Figure 3 shows a PEO coating on a titanium alloy with pores approximately 1–10 μm in diameter.
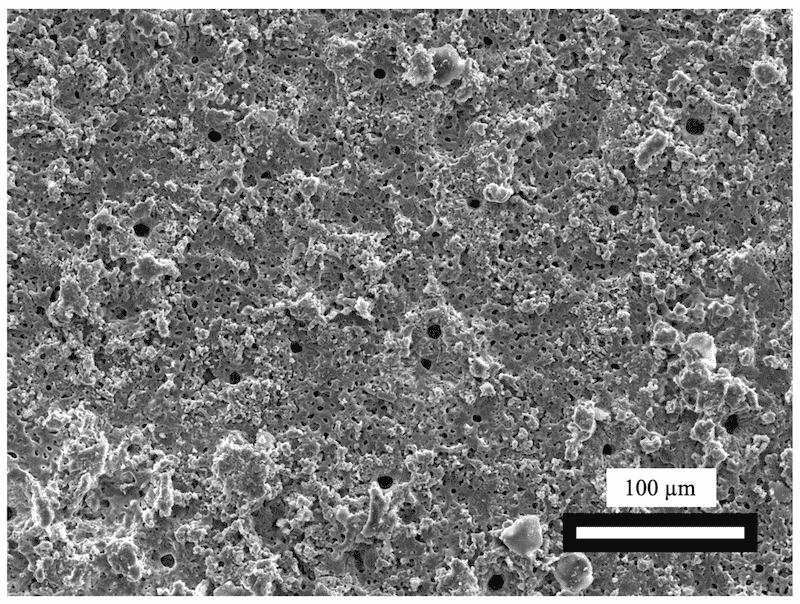
Figure 3. SEM image of a PEO coating on titanium alloy. Image produced by the author.
The tribological implications of phase composition and porosity are inseparable and must be considered jointly. Higher crystalline phase content correlates with increased hardness and improved wear resistance, but also with greater brittleness and susceptibility to microcracking under contact loading. Porosity has a dual character: moderate controlled porosity improves lubricant retention and debris accommodation in lubricated systems, while excessive porosity reduces load-bearing capacity and creates preferential crack initiation sites under cyclic or high-load contact [30]. Residual tensile stresses generated by rapid thermal cycling during discharge events, compounded by volume changes associated with phase transformations such as the tetragonal-to-monoclinic ZrO2 transition, promote microcracking at elevated coating thickness, further reducing tribological durability [28]. Optimizing tribological performance, therefore, requires careful balancing of phase composition, porosity architecture, and residual stress state.
3. Processing Parameters and Coating Design
3.1. Electrolyte Chemistry and Additives
Electrolyte composition is the primary lever through which coating phase content, porosity, surface roughness, and mechanical properties are tailored in PEO. Unlike conventional anodizing, where coating composition is largely determined by substrate chemistry, PEO permits deliberate compositional engineering through electrolyte species selection and concentration, enabling a degree of microstructural control unavailable to competing processes. Electrolytes are typically dilute alkaline solutions at pH 9–13 containing silicates, phosphates, aluminates, or borates, each producing characteristic coating responses depending on the substrate system [8]. Silicate-based electrolytes promote Si incorporation into the oxide matrix, forming composite Al2O3-SiO2 coatings on aluminum alloys with increased hardness. Phosphate systems yield more morphologically uniform coatings with potentially lower friction coefficients, while aluminate additions enhance α-Al2O3 formation. Electrolyte conductivity and pH govern current density distribution, discharge intensity, and defect density: higher conductivity promotes more energetic discharges and larger pores, while pH modulates oxide dissolution rates and phase equilibria during growth [34].
Contemporary PEO research increasingly exploits electrolyte chemistry for multifunctional coating design. Solid lubricant precursors, including molybdenum disulfide (MoS2), graphite, and hexagonal boron nitride (h-BN), can be suspended in the electrolyte and partially incorporated into the coating matrix via plasma-assisted reactions during discharge events, producing self-lubricating composite coatings without post-treatment [16]. Ceramic reinforcing additives such as ZrO2, Al2O3, and SiC nanoparticles can similarly be co-deposited by electrolyte suspension to increase hardness and wear resistance [34]. Surfactants reduce surface tension at the coating–electrolyte interface, facilitating gas bubble detachment and lowering porosity by preventing bubble retention at discharge sites. Rare earth compounds and sealing agents applied post-treatment or incorporated into the electrolyte reduce open porosity and improve corrosion and tribo-corrosion performance [35,36]. The ability to simultaneously control phase composition, porosity, and surface chemistry through electrolyte engineering is a defining advantage of PEO that competing deposition technologies cannot replicate.
3.2. Electrical Parameters: Voltage, Current Density, Frequency, and Waveform
The electrical supply parameters, such as applied voltage, current density, pulse frequency, duty cycle, and waveform polarity, collectively govern discharge regime, phase evolution, porosity development, and residual stress accumulation, exerting dominant control over both coating microstructure and tribological performance. Their interdependencies and optimization goals are summarized in Table 2. Applied voltage controls the breakdown threshold and discharge regime: as voltage increases, discharges become larger and more energetic, promoting stable crystalline phases and greater coating thickness, but also raising surface roughness and porosity; excessive voltage induces arc-type discharges that introduce large channels and cracks, degrading mechanical integrity [15,18]. Current density governs growth kinetics, with higher densities increasing coating growth rate but also porosity and residual stress, while moderate densities enable microstructure refinement and more uniform, less defective coatings [37]. Pulse frequency controls discharge duration and inter-pulse cooling: higher frequencies reduce individual discharge energy, promoting finer microstructures and smaller pores, while lower frequencies increase discharge energy and risk arc formation [20,37]. Duty cycle governs local heat accumulation; lower duty cycles reduce inter-discharge thermal buildup and produce denser coatings with less microcracking, making them preferable for mechanically demanding applications [18,37,38]. Bipolar pulsed waveforms, which alternate polarity to improve discharge uniformity and suppress surface defects, consistently produce the densest coatings with the best mechanical and tribological properties relative to unipolar or DC supply [38].
Table 2. Effect of key electrical processing parameters on PEO coating microstructure and tribological properties. Optimization goals are stated from a wear-resistance perspective.
| Parameter | Effect of Increasing Value | Microstructural Impact | Tribological Consequence | Typical Range | Ref. |
| Applied Voltage | Larger; more energetic discharges; greater coating thickness; promotes stable crystalline phases; excess causes arc damage | Higher crystalline content; increased surface roughness; large pores and cracks at excessive values | Harder coating at optimum; excess voltage degrades mechanical integrity through arc-induced macro-defects | 200–600 V | [15] |
| Current Density | Faster growth; increased porosity and residual stress at high values; finer microstructure at moderate values | Higher density → harder but more brittle coatings; moderate → uniform structure; fewer macro-defects | Moderate current is best for balancing hardness and brittleness; high current risks excess porosity | 5–50 A/dm2 | [37] |
| Pulse Frequency | Higher frequency → finer microstructure; smaller pores; lower → larger discharge energy; pore enlargement; arc risk | High frequency refines discharge channels; low frequency produces coarse pores acting as crack initiation sites | Higher frequencies preferred for dense; wear-resistant coatings | 50–2000 Hz | [39;40;41] |
| Duty Cycle | Higher duty → faster growth; more thermal stress; lower → denser coating; less micro-cracking | Lower duty cycle limits inter-discharge heat accumulation and macro-pore formation | Lower duty cycle preferred for mechanically demanding tribological applications | 10–50% | [37;38] |
| Waveform Type | DC → high porosity; unipolar pulse → more uniform; bipolar → best density and surface quality | Bipolar pulsed waveforms produce the finest microstructures and most uniform discharge distribution | Bipolar pulsed consistently delivers best tribological performance | DC/Unipolar/Bipolar | [38] |
A unifying concept in electrical parameter analysis is specific energy input (J/cm2), the time integral of power density delivered to the system. Specific energy correlates more reliably with phase transformation, coating hardness, and porosity than any single electrical variable in isolation because it captures the cumulative influence of voltage, current density, frequency, and processing time simultaneously [15,18]. Critically, electrical variables are not independent: increasing voltage alters discharge behavior even at constant current density, and frequency effects depend on duty cycle and electrolyte conductivity. Effective process optimization, therefore, requires systematic multi-parameter exploration rather than single-variable adjustment, motivating the use of machine learning approaches.
3.3. Processing Time and Thermal Effects
Processing time determines total energy delivered to the system and governs microstructural evolution through nonlinear growth kinetics characterized by three distinct stages: an initial rapid-growth phase with high discharge density, a steady growth phase as discharge frequency stabilizes, and a saturation phase where growth rate declines as the outer porous layer reaches quasi-equilibrium thickness [42]. Continued processing beyond saturation can lead to coating degradation as accumulated thermal energy drives unstable arc formation, excessive porosity, and microcrack propagation. Heat accumulates in both coating and electrolyte as processing proceeds, shifting discharge behavior toward more energetic events if not managed by active cooling; elevated electrolyte temperature reduces dielectric breakdown thresholds and promotes the transition from soft-sparking to arc-dominated discharge. Longer processing times also drive metastable oxide phase transformations: γ-Al2O3 converts to the harder but more brittle α phase in aluminum systems, anatase converts to rutile in titanium systems, and increased spinel formation occurs in magnesium alloys [43]. These thermally driven transformations are beneficial up to a point but are accompanied by elevated residual stresses that ultimately reduce tribological durability through microcracking and potential coating delamination on cooling. The combination of processing time, thermal management strategy, electrolyte chemistry, and electrical parameters must therefore be considered and optimized together to achieve target mechanical properties for service.
3.4. Microstructural Tailoring for Tribological Performance
Tribological performance is the aggregate outcome of microstructural features, including phase composition, porosity architecture, surface roughness, coating thickness, and residual stress state, none of which can be independently optimized without affecting the others. Hard crystalline phases such as α-Al2O3 and rutile TiO2 provide bulk hardness and load-bearing capacity, but increased discharge energy promotes harder and more brittle coatings, raising the risk of microcracking and brittle fracture under dynamic loading [44]. Porosity is intrinsic to the PEO process but can be controlled through power supply type and duty cycle: bipolar pulsed waveforms with lower duty cycles reduce discharge intensity, yielding smaller, more uniformly distributed pores and a less porous overall structure. Duplex architectures combining cold-spray deposition of metallic interlayers (Ti, Al-Ti-Cu) with subsequent PEO coating create a dense, hard boundary that improves load-bearing capacity, corrosion barrier quality, and oxide phase hardness relative to PEO directly on the bare alloy substrate. Solid lubricants incorporated through electrolyte additives (graphite, h-BN, and MoS2) create lubricating transfer films during sliding that significantly reduce friction coefficients [39,40,41]. Surfactants added to the electrolyte reduce porosity by preventing gas bubble adhesion at the coating surface during processing. The fundamental challenge in microstructural design for tribological applications is that phase composition, porosity, and surface roughness are coupled through the discharge physics, requiring application-specific optimization rather than universal prescriptions [36].
4. Tribological Properties of PEO Coatings
4.1. Friction Behavior Under Dry and Lubricated Conditions
Friction behavior of PEO coatings is governed by complex interactions among coating microstructure, counterface material properties, contact geometry, and environmental conditions. As-deposited PEO coatings typically exhibit high initial coefficients of friction (COF) in the range of 0.4–0.8 against steel counterfaces under dry sliding, attributable to surface roughness (Ra typically 1–5 μm), brittle asperity fracture, and the absence of a lubricating tribo-film at the onset of contact [45]. During the run-in period, progressive smoothing of surface asperities, densification of the near-surface contact zone, and formation of an oxide-based third-body layer reduce friction toward a lower steady-state value. The duration and severity of the run-in period depend on initial surface roughness, phase hardness, and the mechanical properties of the counterface. In some cases, debris generated from brittle asperity fracture forms a compact third-body layer that can either lubricate or abrade the interface, depending on its hardness and compaction [16]. Under lubricated conditions, PEO coatings leverage their inherent porosity advantageously: the open pore network acts as a micro-reservoir retaining oil or lubricating fluid in the contact zone, sustaining hydrodynamic or boundary film conditions during start–stop transients that would starve smooth surfaces [46]. Reported COF values under optimized oil-lubricated conditions range from 0.05 to 0.15, a reduction of up to an order of magnitude relative to dry sliding.
4.2. Wear Resistance and Wear Mechanisms
The high hardness of PEO ceramic phases up to 2000 HV for optimized α-Al2O3-rich coatings provides a substantial wear resistance advantage over uncoated lightweight alloy substrates. However, the ceramic nature of PEO coatings means that multiple concurrent wear mechanisms operate during sliding, with their relative contributions depending sensitively on contact load, counterface material, and coating microstructure. Table 3 summarizes dominant wear mechanisms as a function of load regime. Abrasive wear is the most frequently reported mechanism and operates through two modes: two-body abrasion, where hard surface asperities plow the counterface, and three-body abrasion, where hard oxide debris particles generated by asperity fracture become entrained in the contact interface and act as abrasives against both surfaces [21,47]. Adhesive wear is less prominent in PEO-on-ceramic contact pairs due to the chemical stability and high hardness of oxide phases, but becomes significant when metallic counterfaces are used or when coating fracture exposes the substrate [2]. Brittle fracture under load is a characteristic failure mode of ceramic-coated systems, exacerbated by high porosity, excessive coating thickness, and the elastic modulus mismatch between the hard ceramic layer and the compliant metal substrate [48]. Figure 4 compares the wear mechanisms of PEO coatings formed on low-Si and high-Si aluminum alloys. The low-Si coating, as in Figure 4a, contains a thicker porous outer layer that is susceptible to micro-cracking, fragmentation, and debris generation during sliding, resulting in greater material loss. By contrast, the high-Si coating, as in Figure 4b, has a thinner porous region and, consequently, exhibits reduced wear damage after 1000 m of sliding, demonstrating the beneficial effect of increased substrate silicon content on coating wear resistance. Delamination, though less common than in deposited coatings due to the metallurgical bond, occurs at excessive coating thickness, where residual stresses or applied loading exceed the fracture toughness of the ceramic–substrate interface [16,49].
![Figure 4. Schematic of wear mechanisms for PEO coating on low (a) and high (b) Si aluminum substrates, specifically, wear debris interaction after 1000 m sliding distance. Reproduced from [50].](/images/images/whitepapers/PEO/4.png)
Figure 4. Schematic of wear mechanisms for PEO coating on low (a) and high (b) Si aluminum substrates, specifically, wear debris interaction after 1000 m sliding distance. Reproduced from [50].
Table 3. Dominant wear mechanisms of PEO coatings as a function of applied load regime, with controlling microstructural factors.
| Load Regime | Dominant Wear Mechanism | Surface Response | Controlling Microstructural Factor | Ref. |
| Low load (<10 N) | Mild abrasive wear; three-body mechanics possible for low load-bearing substrates | Gradual smoothing of brittle asperities during run-in; stable friction after initial period | Surface roughness and phase hardness govern run-in severity | [51] |
| Moderate load (10–50 N) | Coupled abrasive and adhesive wear; increasing material loss with third-body debris generation | Transfer layer formation; mixed tribochemical oxide debris accumulates in wear track | Porosity controls debris entrapment; coating thickness governs load distribution | [45] |
| High load (>50 N) | Brittle fracture and spallation as substrate deforms under contact stress | Delamination at coating–substrate interface; transition to substrate-dominated wear | Substrate yield strength is ultimate limit; residual stress and coating thickness control spallation threshold | [6] |
4.3. Effects of Load, Speed, and Temperature
Tribological performance of PEO coatings is sensitive to contact mechanics parameters, particularly normal load, sliding speed, and ambient temperature, which interact in a coupled, nonlinear fashion to determine the dominant failure mode. Under increasing load, a progressive transition from mild abrasive wear to coupled abrasive–adhesive mechanisms to brittle fracture and spallation is well-documented, as captured in Table 3. The load at which catastrophic coating failure initiates scales with coating thickness, phase hardness, and the yield strength of the underlying substrate: once contact stress exceeds the substrate yield strength, plastic deformation of the base metal drives coating fracture through bending stresses at the ceramic–metal interface, regardless of coating hardness [6]. Sliding speed influences tribological response primarily through frictional heat generation, which modifies local contact temperature, wear debris oxidation state, and lubricant film thickness. At higher speeds, frictional heating can change the dominant phase at the transfer layer interface, either increasing or decreasing load-bearing capacity depending on coating composition, and can accelerate oxidation of metallic wear debris to form hard oxide particles that modify three-body wear contributions [6,52,53]. These effects are coupled rather than independent: higher speed generates more heat, which drives tribochemical reactions, which alter debris hardness, which modifies the abrasion rate. Tribological behavior under combined load, speed, and temperature changes must therefore be interpreted in an integrated rather than single-variable framework.
4.4. Counterface Interactions and Transfer Layer Formation
The tribological interface between PEO coating and counterface is the locus of all friction-generating and wear-producing events, and its evolution during sliding determines long-term performance. Counterface material selection strongly influences the dominant wear mechanism: ceramic counterfaces such as Al2O3 and Si3N4 minimize adhesive interactions through their high hardness and chemical stability, while metallic counterfaces, such as hardened steel, promote material transfer and adhesive wear [54]. During sliding, a transfer layer forms at the contact interface through fragmentation of oxide asperities, compaction of debris, and tribochemical oxidation reactions. This transfer layer can beneficially smooth the wear track by filling surface voids with compact debris, reducing friction and distributing contact load more uniformly, but once the voids are filled, entrained particles begin to contribute to three-body abrasive wear [11]. Third-body wear is particularly significant in PEO systems because of the brittle nature of ceramic phases: hard oxide particles generated by asperity fracture cause micro-cutting and plowing, progressively enlarging pores and surface cracks. Managing third-body effects through surface texturing, controlled porosity for debris accommodation, or solid lubricant incorporation to prevent particle re-agglomeration in the sliding contact zone represents an active and technically important research direction [43]. Figure 5 illustrates the tribological behavior of magnesium alloys in ethanol under sliding contact with a steel counterface. In Figure 5a, the uncoated AZ31 magnesium alloy forms a discontinuous tribofilm composed primarily of MgO, a magnesium ethoxide generated through tribochemical reactions during sliding. In contrast, Figure 5b shows the PEO-coated AZ31 alloy, where ceramic MgO-rich coating supports the applied load and promotes the formation of a more stable tribolayer at the contact interface. The PEO coating acts as a physical barrier that reduces direct substrate contact, enhances tribofilm retention, and improves wear resistance compared with the uncoated alloy [39].
![Figure 5. Tribological mechanisms and SEM images of AZ31 Mg alloy lubricated with ethanol and MgO PEO layer lubricated with ethanol. (a) An ethanol-lubricated Mg alloy surface with a steel ball counterface. (b) PEO-coated Mg alloy with a steel ball counterface contacting tribofilm. Reproduced from [39], Lubricants MDPI, 2020.](/images/images/whitepapers/PEO/5.png)
Figure 5. Tribological mechanisms and SEM images of AZ31 Mg alloy lubricated with ethanol and MgO PEO layer lubricated with ethanol. (a) An ethanol-lubricated Mg alloy surface with a steel ball counterface. (b) PEO-coated Mg alloy with a steel ball counterface contacting tribofilm. Reproduced from [39], Lubricants MDPI, 2020.
5. Surface Modification and Hybrid PEO Systems
5.1. Sealing and Post-Treatment Strategies
The inherent surface porosity and roughness of as-deposited PEO coatings present practical challenges in applications requiring low friction, minimal corrosion ingress, and high surface integrity. Post-treatment strategies have been developed to seal pores, improve surface finish, and enhance tribological and corrosion performance without sacrificing the underlying ceramic structure. Polymer sealing with epoxy matrices infiltrates surface pores under capillary or vacuum action, creating a smooth ceramic-supported sliding interface that reduces run-in COF and substantially improves corrosion resistance, but is limited to moderate temperatures where the polymer phase remains structurally intact [55]. Sol–gel treatment deposits a thin silica-, alumina-, or hybrid organic–ceramic layer within and over the PEO porous structure through an electrochemical process analogous to anodizing, maintaining ceramic surface composition while significantly reducing open porosity, with appropriately sealed coatings achieving salt spray test lifetimes exceeding 2000 h [56]. Hydrothermal treatment exploits the reactivity of certain PEO oxides in high-temperature aqueous environments to nucleate secondary oxide phases within pores; this strategy is particularly effective for magnesium alloys, where MgO readily forms expanded hydroxide phases that seal microcracks and convert metastable oxides to stable structures [56]. Laser surface remelting applies high-energy pulsed laser irradiation to locally melt and rapidly re-solidify the outermost coating zone, producing a dense, pore-reduced surface layer with increased hardness; precise laser parameter control is essential to avoid thermal cracking or over-melting [57]. Mechanical polishing or grinding removes the weakest outer porous layer and reduces surface asperity height, stabilizing initial sliding contact and reducing run-in severity, though sub-surface porosity and corrosion protection remain unaffected.
5.2. Solid Lubricant and Polymer-Impregnated PEO Coatings
The high surface roughness and moderate dry sliding friction coefficients of unmodified PEO coatings represent the primary limitation for low-friction applications. Solid lubricant incorporation and polymer impregnation strategies exploit the porous PEO microstructure as a reservoir for lubricating species, enabling sustained lubrication during sliding without external lubricant supply [58]. The performance characteristics of the most widely studied systems are compiled in Table 4. Solid lubricants, materials with layered crystal structures exhibiting low shear strength along basal planes, are introduced either by suspending precursor particles in the PEO electrolyte for co-deposition during coating growth, or through post-deposition vacuum or pressure impregnation into open pores [59]. Electrolyte-based incorporation distributes lubricant species throughout the coating depth, but uniform distribution is challenging due to particle agglomeration and preferential incorporation near discharge sites. Post-deposition impregnation provides better control over near-surface lubricant loading but is limited to pore openings accessible from the surface and does not provide deep-reservoir replenishment as the coating wears. Direct growth of graphitic carbon layers on oxide surfaces has emerged as an alternative strategy for creating low-friction interfaces. Zhang et al. demonstrated the catalyst-free growth of nanocrystalline graphene/graphite films directly on oxide substrates, producing strongly adherent carbonaceous layers without the dispersion and agglomeration challenges associated with particle-based additions. Although this approach has not yet been widely applied to PEO coatings, it represents a promising future direction for generating durable solid-lubricating surfaces while preserving the load-bearing characteristics of the underlying ceramic coating [60].
Table 4. Tribological performance of PEO coatings modified with solid lubricant additives and polymer impregnants: substrate, reported COF, delivery method, key advantages, limitations, and testing temperature.
| Lubricant | Substrate | Delivery Method | Key Advantage | Key Limitation | Ref. |
| MoS2 | Al alloy (2A50) | Electrolyte suspension (single step) | Low COF; synergistic hardness increase with Al2O3 matrix | Uneven particle distribution; oxidizes to abrasive MoO3 in humid environments | [41;58] |
| MoSe2 | TC6 Ti alloy | In situ hydrothermal growth in PEO pores | Superior pore integration; better lubricant retention vs. particle addition | Two-step process; substrate range limited | [41;61;62] |
| Graphite/GO | Al alloy (2A12) | Graphite-dispersed aluminate electrolyte | Humidity-stable lubrication; pore densification; lowers α/γ-Al2O3 ratio | Finer particles needed for effective incorporation through discharge channels | [63] |
| Graphene/GO | Mg alloy (AZ31) | GO added to PEO electrolyte | Reduces porosity; bridges pore openings; improves corrosion and wear simultaneously | Galvanic coupling risk at coating defects | [31] |
| h-BN + CNT | Mg alloy | Co-incorporation in PEO electrolyte | Sustained low COF; pore sealing; ~70% wear rate reduction vs. substrate | Excess concentration causes micro-cracking; careful loading optimization required | [31;53] |
| PTFE (one-step) | Al alloy | PTFE nanoparticles in PEO electrolyte | Single-step fabrication; improved hydrophobicity and pore sealing | Limited depth penetration; surface-only effect | [64;65;66] |
| Polymer/Sol–Gel Sealing | Al alloy (AA2024) | Epoxy infiltration of surface pores | Microcrack bridging; surface smoothing; corrosion sealing | Not suitable for elevated temperature service | [56] |
As summarized in Table 4, a variety of solid lubricants and polymeric phases have been incorporated into PEO coatings to reduce friction and wear through both electrolyte-assisted incorporation and post-treatment impregnation. Layered solid lubricants such as MoS2, MoSe2, graphite, graphene, and h-BN reduce friction through low-shear interfacial sliding and tribofilm formation, with reported coefficients of friction as low as 0.079–0.245 for MoS2-modified coatings, approximately 0.09 for graphite-containing systems, and wear rate reductions of up to 70% for h-BN/CNT reinforced coatings [31,39,41,63,64,67]. Polymer-based approaches, particularly PTFE impregnation, further reduce friction (COF 0.10–0.15) while improving hydrophobicity, corrosion resistance, and lubricant retention through the porous PEO network [12,65,68]. Despite these benefits, lubricant-modified coatings must balance friction reduction with mechanical integrity, as excessive lubricant incorporation can reduce hardness and load-bearing capacity by displacing load-bearing ceramic phases [67,69]. Consequently, recent research has increasingly focused on hybrid architectures that combine lubricating phases with ceramic reinforcements, engineered pore structures, or multifunctional additives to simultaneously achieve low friction, high wear resistance, and long-term durability across a broad range of operating environments [31,63,67,69].
5.3. Duplex and Multilayer PEO-Based Coatings
Duplex and multilayer architectures combine PEO with one or more complementary surface treatments to overcome the fundamental limitations of standalone PEO coatings, particularly low fracture toughness, high surface roughness, and restricted performance under high contact loads. Pretreatment duplex systems apply a surface modification to the substrate before PEO processing. Cold spray deposition of dense metallic interlayers (Ti, Al-Ti-Cu) prior to PEO produces higher-hardness oxide phases, including Al2TiO5 on aluminum alloys, and significantly improves wear resistance against ceramic counterfaces compared to PEO on the bare alloy substrate [40,70]. Surface pretreatments, including cold spray and magnetron sputtering prior to PEO on magnesium alloys, improve interfacial bonding, refine discharge behavior, and reduce macro-defect formation, contributing to improved tribological and corrosion performance [31]. Post-treatment duplex systems apply a functional layer over the completed PEO coating. Duplex PEO–chameleon coatings on Ti-6Al-4V, where the PEO ceramic base is overcoated with a burnished solid lubricant mixture of h-BN, MoS2, and Sb2O3, demonstrate friction coefficients as low as 0.03 under dry nitrogen with stable performance to 300 °C [71]. In this architecture, the PEO layer provides the mechanical load-bearing foundation and surface porosity that mechanically interlocks the lubricant topcoat, while the chameleon overcoat adapts its dominant lubricating phase between MoS2 and graphite depending on temperature and humidity, a capability unavailable to monolithic PEO coatings. PEO combined with PVD topcoats such as DLC or TiN similarly exploits the PEO layer as a hard, well-bonded intermediate that improves adhesion of PVD films to lightweight metal substrates, directly addressing the adhesion limitations that prevent PVD from being applied directly onto soft aluminum or magnesium. Multilayer PEO systems deposited in stages with varied electrolyte chemistry or electrical parameters between stages allow compositional and porosity gradients within the coating cross-section, decoupling functional requirements: hardness and adhesion at the substrate interface, and friction and surface integrity at the contact surface [34,51,72]. Table 5 summarizes PEO post-treatment methods, their limitations, and benefits.
Table 5. PEO post-treatment and duplex strategies: method summary, primary tribological benefit, key limitation, and supporting references.
{tabulizer:include style[rs_1vt85sq3.css] datatable[YToxOntzOjU6InRoZW1lIjtzOjk6ImxpZ2h0LmNzcyI7fQ==] css_files[rs_1vt85sq3.css] id[tab_hVbqJUrOLN]}
| Treatment | Method Summary | Primary Tribological Benefit | Key Limitation | Ref. |
| Polymer sealing (epoxy) | Epoxy matrix infiltrates surface pores under capillary or vacuum action; creating a smooth ceramic-supported sliding interface | Reduces Ra and COF; improves run-in stability and corrosion resistance | Softens or decomposes at elevated temperatures; not suitable for high-temperature service | [22] |
| Sol–gel sealing | Thin oxide or hybrid ceramic deposited within pores via electrochemical process; silica; alumina; or hybrid organic-inorganic precursors | Seals pores while maintaining ceramic composition; >2000 h salt spray protection with appropriate formulation | More complex processing; coating properties sensitive to precursor chemistry and pH | [23] |
| Hydrothermal treatment | Coating exposed to high-temperature aqueous environment; secondary oxide phases nucleate and grow within pores | Seals microcracks; converts metastable to stable oxide phases; particularly effective on Mg alloys via MgO growth | Limited to substrates with reactive oxides; requires controlled aqueous processing environment | [31] |
| Laser surface remelting | High-energy pulsed laser locally melts and rapidly re-solidifies PEO surface zone | Greatly reduces surface porosity; increases near-surface coating density and hardness | Requires precise laser parameter control; risk of thermal cracking or overmelting if parameters drift | [73] |
| Mechanical polishing | Abrasive polishing or grinding removes brittle outer porous layer and reduces surface asperity height | Reduces run-in wear and initial COF; removes weakest outer zone; stabilizes initial sliding contact | Does not improve sub-surface porosity or provide corrosion sealing; surface-level benefit only | [47] |
| Cold-spray interlayer + PEO | Dense metallic Ti or Al-Ti-Cu layer cold-sprayed onto substrate before PEO; PEO formed on top of interlayer | Higher-hardness oxide phases from interlayer chemistry; improved load-bearing capacity and corrosion barrier; 3× faster PEO growth kinetics | Adds process steps and capital cost; requires cold-spray equipment in addition to PEO facility | [17] |
5.4. Synergistic Effects on Hybrid PEO Systems
The tribological performance of hybrid PEO systems consistently exceeds the additive combination of individual constituent properties, and understanding the mechanistic origins of this synergy is essential for rational coating design. The most well-documented synergistic effect is the structural interaction between the porous PEO ceramic network and an infiltrated lubricant phase. In PEO-PTFE systems, the pore network simultaneously functions as a mechanical anchor for the polymer and a supply reservoir that replenishes the lubricating surface film as it is consumed during sliding. This is a dual function that only emerges from the combined architecture and enables sustained low friction and low wear rates at loads up to 70 N that neither standalone PEO nor standalone PTFE can sustain [74]. In duplex PEO–chameleon architectures, the surface porosity of the PEO base layer provides mechanical interlocking sites that prevent delamination of the solid lubricant topcoat under shear, while the load-bearing PEO layer supports contact stresses that would crush a freestanding lubricant film; together they achieve COF below 0.05 in dry nitrogen, unreachable by either component independently [71]. Surface texturing combined with PEO coating represents a further synergistic configuration: bionic surface textures applied prior to PEO are preserved through the oxide growth process and create structured topographies that trap abrasive wear debris, preventing its re-entrainment in the sliding contact, while the PEO ceramic provides hardness and corrosion resistance [11,37]. The common design principle across these systems is functional decoupling: each component fulfills a distinct tribological role, load support, lubrication, debris trapping, or adhesion enhancement, and synergy emerges from their complementary simultaneous operation. Rational hybrid PEO design should therefore begin by identifying the specific tribological deficiency of standalone PEO in the target application and selecting the complementary treatment to address that deficiency precisely [67].
6. Environmental and Extreme-Condition Tribology
6.1. High-Temperature and Thermal Cycling Behavior
Tribological performance of PEO coatings at elevated temperatures is governed by the thermal stability of the ceramic oxide phases, the coefficient of thermal expansion (CTE) mismatch between coating and substrate, and the temperature dependence of dominant wear and oxidation mechanisms. The ceramic oxide phases formed by PEO exhibit high intrinsic thermal stability relative to the underlying alloy substrates: rutile TiO2 is thermodynamically stable to approximately 1800 °C, and α-Al2O3 retains high hardness well above the ~200 °C softening threshold of aluminum alloy substrates. PEO coatings incorporating ZrO2 nanoparticles on TC21 titanium alloy have demonstrated 3–5× improvement in high-temperature oxidation resistance at 650–750 °C relative to uncoated alloy, attributed to the dense ZrO2/TiO2 composite barrier layer that retards inward oxygen diffusion [75,76]. However, the thermal stability advantage of the ceramic layer creates a critical mismatch with a softening substrate: as temperature rises, the ceramic retains its hardness while the substrate deforms, generating shear stress at the coating–substrate interface that promotes delamination under contact loading [12]. This makes substrate yield strength at elevated temperature the ultimate load-bearing limit of PEO-coated systems in high-temperature service.
Thermal cycling is a more severe condition than isothermal exposure because CTE differences between the ceramic coating and metal substrate generate cyclic tensile-compressive stress amplitudes during each temperature excursion, progressively accumulating fatigue damage at the coating–substrate interface and within the coating microstructure. Aluminum and magnesium substrates have substantially higher CTEs than their PEO oxide coatings, placing the coating in tension during cooling and creating preferred crack propagation conditions at pre-existing pores and discharge channel voids. Coatings with controlled porosity and higher α-phase content on aluminum substrates demonstrate better thermal cycling resistance due to their greater density and reduced crack initiation site population [13]. For temperature-adaptive performance, duplex PEO–chameleon coatings on Ti-6Al-4V exploit the temperature dependence of solid lubricant shear strength: friction coefficients decrease with increasing temperature in both humid air and dry nitrogen as the dominant lubricating phase shifts from graphite at lower temperatures to MoS2-Sb2O3 synergistic lubrication at elevated temperatures [71]. The reversibility of this adaptive response under repeated thermal cycling was confirmed, demonstrating the potential of PEO as a base layer for temperature-responsive tribological systems addressing variable-environment aerospace demands.
6.2. Tribo-Corrosion Performance
The wear mechanisms discussed in Section 4 primarily describe material removal processes occurring under mechanical contact, including abrasive wear, adhesive wear, brittle fracture, and delamination. In contrast, tribo-corrosion involves the simultaneous interaction of mechanical wear and electrochemical corrosion, where degradation is governed not only by contact mechanics but also by corrosion kinetics, passive film disruption, and repassivation behavior. Consequently, tribo-corrosion cannot be interpreted as an extension of conventional wear, as the combined degradation often exceeds the sum of the individual wear and corrosion contributions [77]. The synergy arises because mechanical wear disrupts protective surface films, exposing fresh metal to the corrosive medium and accelerating electrochemical attack, while corrosion products alter mechanical contact conditions and modify wear debris composition in a positive feedback loop [78]. PEO coatings provide tribo-corrosion resistance through two complementary mechanisms: the thick ceramic oxide layer substantially increases electrochemical impedance, reducing ionic attack on the base metal; and the high hardness of ceramic phases resists mechanical removal of the protective film during sliding, maintaining barrier integrity under loads that would rapidly strip thinner anodic or conversion coatings. Pezzato et al. [79] studied the tribocorrosion properties of PEO coatings on AZ91 magnesium alloy. By using open circuit potential, potentiodynamic polarization, and electrochemical impedance spectroscopy, conclusions were drawn on the improvement in corrosion resistance during tribological interactions. As shown in Figure 6, the PEO-coated surfaces provided a measurable improvement in corrosion resistance, improving the corrosion potential during sliding and increasing the polarization resistance in Figure 6a. The key vulnerability is inherent surface porosity: once the outermost porous layer is removed during run-in, direct ionic pathways to the substrate become accessible, initiating a progressive degradation cycle. The governing factors and recommended mitigation strategies are systematically summarized in Table 6.
![Figure 6. (a) Open circuit potential, (b) potentiodynamic polarization, and (c) electrochemical impedance spectroscopy results from a study on PEO-coated magnesium alloy with Si and P additive. [79] Coatings, MDPI 2018.](/images/images/whitepapers/PEO/6.png)
Figure 6. (a) Open circuit potential, (b) potentiodynamic polarization, and (c) electrochemical impedance spectroscopy results from a study on PEO-coated magnesium alloy with Si and P additive. [79] Coatings, MDPI 2018.
Table 6. Governing factors in PEO coating tribo-corrosion: mechanism, coating response, recommended mitigation strategy, and qualitative severity rating.
| Factor | Effect on Tribo-Corrosion | Coating Response | Recommended Mitigation | Severity | Ref. |
| Surface porosity | Open pores provide direct ionic pathways to substrate once the outer porous layer is worn away during sliding | Dense inner barrier layer sustains electrochemical protection as outer zone wears | Sol–gel sealing or polishing of outer porous layer significantly reduces tribo-corrosion rates | High | [39] |
| Mechanical wear (sliding) | Disrupts protective oxide films; exposing fresh metal to corrosive medium; accelerates electrochemical attack | High hardness of ceramic phases resists film removal and maintains barrier integrity under contact loads | Maximize coating hardness and density through process optimization and post-treatment sealing | High | [44] |
| Corrosion-accelerated wear (synergy) | Corrosion weakens coating matrix; promoting further mechanical removal—a positive feedback loop whose total effect exceeds the sum of parts | Total material loss consistently exceeds arithmetic sum of pure wear and pure corrosion | Hybrid PEO systems with corrosion-inhibiting additives or sealing layers address both failure modes simultaneously | Very High | [43] |
| Environment (Cl−; pH; O2) | Higher chloride concentration; lower pH; and elevated temperature all accelerate barrier degradation and ionic ingress | Coating effectiveness degrades faster as environmental severity increases | Hybrid or sealed PEO systems are preferred over standalone coatings in marine or biological environments | Variable | [43] |
| Applied contact load | Low load: electrochemical degradation dominates after run-in; high load: mechanical fracture exposes substrate directly | Load-dependent transition to substrate-dominated corrosion rapidly undermines coating integrity at high loads | Match coating thickness and phase composition to expected service load; avoid exceeding load-bearing threshold | Load-dependent | [6;45] |
Post-treatments that seal surface porosity without compromising load-bearing capacity, primarily sol–gel sealing and polishing of the outer porous zone, are the most effective mitigation strategies for tribo-corrosion environments, addressing both the electrochemical pathway and the mechanical wear component simultaneously [23]. The relative contributions of wear-accelerated corrosion and corrosion-accelerated wear depend on the aggressiveness of the environment and contact conditions. In mildly corrosive environments at low loads, the electrochemical component tends to dominate after run-in when the dense inner layer becomes the primary contact surface. Under high loads in aggressive environments, mechanical fracture of the ceramic layer exposes the substrate, causing a sharp transition to substrate-dominated corrosion. For applications in marine, biomedical, and offshore environments, hybrid PEO systems incorporating corrosion-inhibiting additives or secondary sealing layers are preferable to standalone coatings, as they address both the mechanical and electrochemical vulnerabilities simultaneously [78].
6.3. Performance in Vacuum, Humid, and Marine Environments
The tribological performance of PEO coatings is strongly influenced by the surrounding environment, as humidity, oxygen availability, and the presence of corrosive species all alter dominant friction and wear mechanisms at the sliding interface. In ambient air with moderate humidity, adsorbed water molecules on ceramic oxide surfaces reduce surface energy and adhesive interactions, generally lowering steady-state friction relative to completely dry conditions. For solid lubricant-containing PEO systems, however, the effect of humidity is lubricant-dependent: graphite performs best in humid environments where adsorbed water facilitates inter-layer shear, while MoS2 performs best in dry or inert atmospheres due to its sensitivity to oxidation. In duplex PEO–chameleon coatings, this difference is measurable—COF values of 0.10–0.15 in humid air shift to 0.06–0.09 in dry nitrogen as the dominant lubricating phase transitions between graphite and MoS2 [71]. In vacuum and inert gas environments, bare PEO coatings face greater tribological challenges: without atmospheric oxygen or moisture to facilitate tribochemical oxide layer formation, adhesive wear between the ceramic surface and metallic counterfaces becomes more prominent, motivating the use of adaptive solid lubricant topcoats that maintain lubrication in oxygen-free conditions [71]. In lubricated environments, PEO coatings leverage their porosity as micro-reservoirs retaining fluid lubricants in the contact zone; in graphene nanoplatelet-containing ethanol, PEO-coated AZ31 magnesium alloy achieved a COF of 0.07, attributed to tribolayer formation from graphene platelets deposited within the wear track and surface pores [39]. In marine environments, standalone PEO coatings provide reasonable short-term chloride protection, but immersion in seawater progressively degrades barrier performance as Cl− ions penetrate through pores; composite polymer-topcoated PEO systems substantially outperform standalone coatings in marine immersion by blocking ionic ingress pathways while the ceramic base maintains mechanical hardness [78].
6.4. Fatigue and Impact Resistance
Fatigue and impact resistance are critical performance dimensions for PEO-coated aerospace and automotive components, as coating defect structure and residual stress state can either degrade or preserve substrate fatigue life depending on the processing approach. Unmodified PEO coatings frequently reduce the fatigue life of aluminum alloy substrates relative to the uncoated condition: tensile residual stresses generated in the ceramic layer during rapid thermal cycling of discharge events, combined with stress concentration at surface pores, microcracks, and discharge channel voids, promote fatigue crack initiation at the coating–substrate interface [26]. The severity of this fatigue penalty scales with coating thickness, porosity, and discharge channel diameter, all associated with more aggressive processing conditions. Shot peening of AA2024 prior to PEO has been reported to increase fatigue life by approximately 85% relative to PEO alone, by introducing compressive residual stress that counteracts the tensile PEO process stresses and delays crack initiation [47]. Ultrasonic surface rolling pretreatment (USRP) before PEO on titanium alloys restores low-cycle fatigue life to levels comparable to the uncoated substrate while improving high-cycle fatigue life through compressive stress introduction and gradient nanostructure formation in the substrate surface layer [26]. Pore-sealing post-treatments contribute by filling stress-concentrating defects in the outer coating zone, removing crack initiation sites and delaying fatigue crack growth [9,80]. Impact resistance is primarily governed by the high adhesion strength of the metallurgically bonded PEO–substrate interface; however, repeated low-energy impacts can accumulate sub-critical interfacial damage analogous to fretting fatigue, and coating architectures with controlled porosity gradients denser near the substrate and more compliant toward the surface distribute impact energy more effectively and reduce peak interfacial stress.
7. Engineering and Industrial Applications
PEO coatings have been implemented across a diverse range of engineering sectors, with application-specific requirements determining the preferred coating architecture, substrate, and post-treatment strategy. Table 7 provides a sector-by-sector overview of key applications, substrates, primary functional benefits, and representative performance metrics. The following subsections provide a detailed discussion of each sector.
Table 7. PEO coating industrial applications by sector: key component, substrate, primary tribological or functional benefit, and notable performance metric.
| Sector | Key Application | Substrate | Primary Functional Benefit | Notable Performance Metric | Ref. |
| Automotive | Engine cylinder bores (cast iron replacement) | Al–Si alloys | Wear resistance comparable to cast iron; porous outer layer acts as lubricant reservoir during start–stop; conformal coating reaches complex bore geometry | Tribological performance comparable to cast iron liner; significant mass saving | [46;78] |
| Automotive | Valve train with MoDTC lubricant additives | Ti alloys | Tribo-catalytic effect at PEO surface promotes in situ MoS2 film formation from additive decomposition; substantially lower COF than untreated Ti | COF reduction > 40% vs. uncoated Ti | [1;5] |
| Automotive (EV) | Battery pack enclosures; aluminum brake disks | Al alloys | Electrical insulation > 3 kV; simultaneous corrosion resistance and thermal management; brake disks reduce non-exhaust particulate emissions | Isolation voltage > 3 kV demonstrated; substantially reduced wear particle emissions | [37;80] |
| Aerospace/Defense | Airframe panels; brackets; fastener holes | AA2024 | Hard ceramic resists simultaneous fretting and corrosion; conformal coating reaches complex internal geometries inaccessible to line-of-sight methods | ~85% fatigue life improvement with USRP; eliminates chromate replacement | [18] |
| Aerospace/Defense | Aeroengine components; blade root attachments; fasteners | Ti-6Al-4V | Substantially reduces fretting wear; duplex PEO–chameleon coatings stable from ambient to 300 °C in both humid air and dry N2 | COF 0.03–0.15 across all conditions; stable performance to 300 °C | [9;18;33] |
| Biomedical | Orthopedic and dental implants | Ti alloys; β-Ti | Hard TiO2 ceramic reduces micromotion wear debris; Ca/P electrolytes provide osseointegration-promoting surface chemistry simultaneously | Orders-of-magnitude reduction in metal ion release vs. uncoated Ti | [5;44] |
| Marine | Offshore structural components; sonar housings; subsea hardware | Al alloys (TSA/PEO duplex) | TSA/PEO duplex substantially outperforms either constituent alone in tribo-corrosion tests in synthetic seawater | Projected 15–20 yr corrosion protection in seawater service | [11] |
| Nuclear energy | Accident-tolerant fuel cladding | ZIRLO Zr alloy | Dense ZrO2 PEO layer acts as diffusion barrier reducing O2 and N2 ingress; higher cubic ZrO2 content improves steam reaction resistance | 3–5× improved oxidation resistance at 900–1000 °C vs. uncoated alloy | [36;37] |
| Industrial manufacturing | Al molds; dies; fixtures; L-PBF AM components | Al alloys; AlSi10Mg | Near-zero wear over 1000 h test durations in PEO–PEEK hybrid systems; 26%–88% wear improvement and 37%–53% corrosion improvement on L-PBF parts | Near-zero wear at 1000 h (PEO–PEEK hybrid) | [47;80] |
7.1. Automotive and Transportation Systems
The automotive industry is among the primary drivers of PEO coating development, motivated by lightweighting demands, emissions regulations, and the tribological challenges of replacing ferrous components with aluminum, magnesium, and titanium alloys [14]. Engine cylinder bores represent one of the most demanding automotive tribological environments, involving high-temperature reciprocating contact under lubricated conditions. PEO coatings on aluminum–silicon alloys have demonstrated wear resistance comparable to cast iron liners in tribological testing, while the porous outer layer acts as a lubricant reservoir, maintaining oil films during boundary lubrication conditions at engine start–stop, and the conformal deposition process accommodates complex internal bore geometry inaccessible to line-of-sight methods [1,4,81]. In MoDTC-lubricated valve train systems, PEO-coated titanium components exhibit a tribo-catalytic effect, promoting in situ MoS2 film formation at the ceramic surface, achieving substantially lower friction than untreated titanium [1]. The rapid growth of electric vehicles has created new application domains: battery pack enclosures in aluminum alloy require simultaneous electrical insulation, corrosion resistance, and thermal management, a combination that PEO delivers with isolation voltages exceeding 3 kV, demonstrated on coated components [80]. Aluminum brake disks treated with PEO represent an emerging EV application where elimination of cast iron rotors reduces unsprung mass while substantially reducing non-exhaust particulate wear emissions [67].
7.2. Aerospace and Defense Applications
Aerospace and defense represent the most demanding end-use environment for PEO coatings, combining extreme wear resistance, corrosion protection, fatigue durability, and minimal mass penalty across components operating under cyclic loading, vibration, and temperature excursions. The conformality of PEO processing is particularly critical in aerospace, where complex machined geometries, internal channels, and blind features on airframe components cannot be reached by PVD or thermal spray [47]. Aluminum alloy 2024, extensively used in aeronautical structures for its specific strength, benefits directly from PEO’s simultaneous wear and corrosion protection, addressing co-occurring fretting and corrosion degradation modes at fastener holes, brackets, and panel edges [47]. For additively manufactured components in AlSi10Mg, PEO has been shown to improve wear resistance by 26%–88% and corrosion resistance by 37%–53% relative to uncoated L-PBF components, with polished substrates consistently outperforming as-built surfaces [21]. Titanium alloys, extensively used in aeroengine components and structural attachments, are natural PEO candidates given titanium’s inherently poor tribological properties; fretting wear at blade root attachments and fastener interfaces is a critical failure mode, and PEO substantially reduces this damage through hardness and thickness advantages [25]. Duplex PEO–chameleon coatings on Ti-6Al-4V maintain stable, low-friction performance from ambient to 300 °C in both humid air and dry nitrogen, making them directly applicable to aerospace tribological pairs that encounter variable environmental conditions through the flight envelope [71]. The regulatory pressure to eliminate hexavalent chromium processes under REACH and RoHS further strengthens the case for PEO as a strategic replacement technology across commercial and defense aerospace platforms [3].
7.3. Biomedical and Marine Components
Biomedical implants and marine hardware share the common challenge of simultaneous corrosive aqueous exposure and mechanical loading, making tribo-corrosion resistance the dominant performance requirement. For orthopedic and dental titanium implants, PEO provides hard TiO2-based ceramic layers that substantially improve wear resistance in simulated body fluid environments while maintaining biocompatibility [67]. Treatment of β-titanium alloys in calcium- and phosphorus-containing electrolytes simultaneously achieves tribocorrosion resistance and osseointegration-promoting surface chemistry in a single processing step—addressing the dual functional requirements of implant surfaces [25,26]. The porous structure of PEO coatings is additionally exploited to load antimicrobial agents such as silver nanoparticles or zinc ions, addressing implant-associated infection without compromising mechanical performance. In marine applications, PEO coatings on thermally sprayed aluminum (TSA) layers applied to offshore structural steel have demonstrated substantially improved sliding wear resistance and tribo-corrosion protection in synthetic seawater, with the TSA/PEO duplex system significantly outperforming either constituent coating alone [1,9]. For sonar housings, underwater instrumentation, and high-speed marine components where complex geometry precludes line-of-sight coating, PEO’s conformality and tunable porosity make it particularly well-suited, with salt spray testing on sealed PEO aluminum components demonstrating projected corrosion protection lifetimes of 15–20 years in seawater service [11].
7.4. Energy and Industrial Manufacturing Applications
In nuclear energy, PEO coatings on ZIRLO zirconium alloy fuel cladding have demonstrated 3–5× improved high-temperature corrosion resistance in nitrogen-steam environments at 900–1000 °C, with the dense ZrO2 ceramic layer acting as a diffusion barrier reducing inward oxygen and nitrogen transport [37]. The phase composition of ZrO2, controllable through electrolyte chemistry and discharge energy, directly determines high-temperature stability, with higher cubic ZrO2 content producing slower steam reaction rates and reduced thermal crack formation [29]. In industrial manufacturing, PEO protects aluminum and magnesium tooling components, molds, and fixtures against repeated mechanical contact where internal surface geometries preclude conventional thermal spray or PVD. Hybrid PEO–polymer systems combining PEO ceramic base layers with PEEK topcoats have demonstrated near-zero wear over 1000 h test durations on aluminum casting alloy components, supporting PEO in long-run production tooling where extended maintenance intervals reduce manufacturing cost [67]. Across these energy and manufacturing applications, the common requirement is sustained functional performance under conditions that progressively degrade competing coatings, precisely where PEO’s metallurgically bonded, thick, and thermally stable ceramic structure provides its strongest practical advantage [1].
8. Benchmarking and Comparison with Competing Coatings
Selecting PEO coatings for industrial applications requires direct comparison against competing surface engineering technologies across the metrics relevant to the target service environment. Table 8 provides a structured side-by-side comparison of PEO with hard anodizing, HVOF thermal spray, PVD, and hard chrome plating across key performance and process characteristics.
Table 8. Comparative performance metrics for PEO (MAO) and competing surface coating technologies. Values are indicative ranges; actual performance depends on specific alloy, process parameters, and test conditions.
| Coating Technology | Hardness (HV) | Thickness (μm) | Adhesion Mechanism | COF | Salt Spray Life (h) | Applicable Substrates | Environmental Impacts | Relative Cost | References |
| PEO (MAO) | 1000–2000 | 10–200 | Metallurgical bond (in situ oxide growth) | 0.4–0.8 (0.05–0.2 composite) | ≥2000 (sealed) | Al; Mg; Ti; Zr | Uses aqueous electrolytes with relatively low chemical hazards but requires high electrical energy input. | Moderate equipment and operating costs associated with high-voltage power supplies and process control. | [1;2;3;52;82] |
| Hard Anodize (Type III) | 300–500 | 5–25 | Electrochemical bond | 0.5–0.8 | 200–500 | Al Alloys | Generates acidic waste streams requiring treatment and disposal despite relatively low energy consumption. Cr-free electrolyte options available. | Low to moderate cost due to mature industrial infrastructure and high processing throughput. | [6;7;49] |
| HVOF WC-Co | 1100–1400 | 100–500 | Mechanical interlocking | 0.2–0.5 | 500–1500 | Most metals | High fuel consumption; particulate emissions; and powder overspray. contribute to increased environmental burden. | High cost resulting from specialized equipment; consumable powders; and process operation requirements. | [51;83] |
| PVD TiN/CrN | 2000–3500 | 1–5 | Mechanical + diffusion bond | 0.1–0.3 | 200–1000 | Most metals | Produces minimal chemical waste but requires energy-intensive vacuum deposition systems. | High capital and operating costs associated with vacuum equipment and low deposition rates. | [51;71;76] |
| Hard Chrome | 850–1000 | 5–50 | Electrodeposition bond | 0.15–0.30 | 200–600 | Steels | Utilizes hexavalent chromium electrolytes that pose significant environmental; health; and regulatory challenges. | Low to moderate cost due to mature industrial infrastructure and high processing throughput. | [51;84] |
8.1. PEO vs. Hard Anodizing
Hard anodizing (Type III) is the most direct commercial competitor to PEO for wear and corrosion protection of aluminum alloys. PEO substantially outperforms hard-anodized coatings in hardness: plasma-assisted crystallization introduces stable α-Al2O3 and mullite phases unavailable to hard anodizing, which produces predominantly amorphous Al2O3 at low voltages in sulfuric acid, raising hardness to 1000–2000 HV compared to 300–500 HV for hard anodizing [3]. This translates directly to wear resistance: PEO systems reduce dry sliding COF from 0.5–0.8 on uncoated substrates to 0.1–0.3 on optimized coatings, with wear rates reduced by one to two orders of magnitude [45]. Hard-anodized coatings on 6061 and 5005 aluminum alloys show specific wear rates of 1.0–4.6 × 10−5 mm3 N−1 m−1 under moderate loads, increasing sharply as the brittle columnar oxide fractures at higher contact pressures [6,84]. PEO achieves wear volume losses approximately one order of magnitude lower, with particle-reinforced PEO on Al10SiMg alloy showing approximately 18 times lower wear volume loss and COF of ~0.51 versus ~0.72 for hard anodize in direct comparison [44,49]. Corrosion resistance similarly favors PEO, with appropriately sealed coatings exceeding 2000 h in salt spray testing versus 200–500 h for hard anodizing [3]. Hard anodizing retains advantages in process cost and established industrial infrastructure; however, using hard-anodized layers as PEO precursors reduces PEO energy consumption by 50%–60% while retaining superior tribological performance [44], offering a practical pathway toward economically competitive PEO for demanding applications.
8.2. PEO vs. Thermal Spray and PVD Coatings
Thermal spray processes, such as atmospheric plasma spray (APS), high-velocity oxy-fuel (HVOF), and arc spray, deposit feedstock materials as molten or semi-molten particles through mechanical interlocking. While HVOF coatings on WC-Co cermets achieve hardness of 1100–1400 HV and very low porosity, thermal spray coatings on lightweight alloys are limited by adhesive bonding strength of 20–70 MPa, susceptibility to delamination under cyclic loading, and line-of-sight deposition geometry that restricts coverage of internal surfaces [3,52]. PEO’s in situ metallurgical bond produces adhesive strength indistinguishable from substrate fracture toughness, substantially higher delamination resistance under impact, thermal cycling, and fatigue loading, and full geometric conformality is unavailable to any deposition-based process [1,3,67]. The duplex combination of cold-sprayed aluminum interlayers with PEO enables treatment of non-oxidizable substrates (steel, magnesium) with growth kinetics three times faster than on bulk aluminum, demonstrating complementary rather than competing applications [72]. PVD coatings, principally TiN, CrN, and TiAlN deposited by magnetron sputtering or cathodic arc, achieve very high hardness (2000–3500 HV) and low friction, making them well-suited to cutting tools and precision components. However, PVD coatings are typically thin (1–5 μm), limiting load-bearing capacity under abrasive contact; their line-of-sight vacuum deposition process and residual stress-driven fatigue life reduction on lightweight alloy substrates represent additional limitations relative to PEO [1,52]. PEO coatings, while generally softer than PVD nitrides, offer 10–200 times greater thickness, full geometric conformality, and a compressive neutral-to-beneficial residual stress state that does not compromise substrate fatigue life when properly processed [45]. In summary, thermal spray excels for thick cermet coatings on large steel components; PVD excels on precision tool surfaces demanding maximum hardness in thin films; and PEO occupies the distinct space of conformally bonded, thick ceramic coatings on lightweight alloy substrates, combining corrosion protection, wear resistance, and full geometric coverage in a single aqueous process unavailable to either competing technology.
8.3. Advantages, Limitations, and Cost Considerations
The principal advantages of PEO derive from its in situ electrochemical growth mechanism: metallurgical adhesion strength equivalent to substrate fracture toughness; full geometric conformality including internal and re-entrant surfaces; hardness of 1000–2000 HV; corrosion resistance exceeding 2000 h in salt spray with appropriate sealing; thermal stability to several hundred degrees Celsius; inherent dielectric properties; and biocompatibility, a combination of functional properties in a single processing step unmatched by any competing technology [80]. The process uses dilute alkaline aqueous electrolytes, generates no hazardous waste, and produces no hexavalent chromium, positioning it as a direct environmental replacement for hard chrome and chromate conversion coatings under REACH and RoHS [83]. The primary technical limitations center on inherent surface porosity and roughness (Ra typically 1–5 μm as-processed), requiring post-treatment for precision tribological applications; the substrate constraint limiting PEO to valve metals, excluding ferrous components; and high energy consumption [14]. Specific energy consumption of 5–15 kWh·m−2·μm−1 of coating thickness is substantially higher than hard anodizing [85]. Research into energy reduction strategies, anodic precursor layers, soft-sparking regimes, and machine learning-assisted process optimization has demonstrated savings of 60%–68% without compromising coating performance [85]. On a total cost-of-ownership basis, PEO is most compelling where component replacement costs are high, environmental compliance eliminates lower-cost alternatives, or multifunctional performance would otherwise require multiple sequential processing steps [67].
8.4. Application-Specific Performance Metrics
Selecting PEO coatings for a given application requires translating general tribological performance data into the specific metrics that govern component life in that service environment. For dry sliding, the most discriminating metrics are specific wear rate and steady-state COF: bare PEO coatings on aluminum and magnesium substrates typically yield dry sliding COF of 0.4–0.8 against steel and specific wear rates of 10−6 to 10−5 mm3 N−1 m−1, representing improvements of two-to-three orders of magnitude over uncoated substrates [45,86,87]. For lower friction alongside wear resistance, solid lubricant composite PEO systems achieve a COF of 0.05–0.15 in dry conditions; chameleon coatings over PEO bases achieve a COF of 0.10–0.15 in humid air and 0.06–0.09 in dry nitrogen [71]. For lubricated sliding in engine cylinder bores, valve trains, and gearboxes, the governing metrics shift to scuffing resistance, oil retention capacity, and compatibility with lubricant additive packages: PEO’s porous outer layer provides natural lubricant retention sustaining hydrodynamic films during start–stop transients, and the tribo-catalytic decomposition of MoDTC additives on PEO-coated titanium generates in situ MoS2 films that have no equivalent in hard-anodized or thermally sprayed coatings [81]. In fretting contact at aerospace fasteners, blade attachments, and press-fit assemblies, the relevant metrics are fretting wear volume and critical displacement amplitude for gross slip: PEO alone reduces fretting damage significantly relative to uncoated titanium, and duplex PEO–chameleon coatings extend this advantage through self-adaptive lubrication across both humid and dry environments [71]. For tribo-corrosion in marine, biomedical, and offshore environments, the appropriate metrics combine electrochemical impedance, open circuit potential stability under sliding, and cumulative material loss, accounting for the synergy between mechanical wear and corrosive dissolution, all of which PEO addresses more effectively than hard anodizing or thermal spray by maintaining electrochemical protection during sliding contact [75,88]. These application-specific metrics make clear that no single PEO formulation is universally optimal; the appropriate coating design must be selected by identifying the dominant failure mode in each specific service environment.
9. Manufacturing, Scalability, and Sustainability
9.1. Process Scalability and Industrial Implementation
Although PEO has matured from a laboratory curiosity into a commercially viable surface treatment, scaling from bench-top reactors to full industrial production introduces a distinct set of engineering constraints. Laboratory PEO systems typically operate with electrolyte volumes near 25 L and power supplies of ~10 kW, while industrial installations can exceed 3500 L and require power supplies rated above 300 kW to sustain the necessary current density across larger workpiece surface areas [15]. Because PEO current density requirements scale near-linearly with immersed surface area, treating large or geometrically complex parts demands proportional increases in power capacity, cooling capability, and electrolyte recirculation, constraining the maximum practical part size that can be processed economically in a single batch [69]. Scanning PEO (SPEO), in which a localized counter-electrode is rastered across the workpiece to restrict plasma discharge to a moving treatment zone, enables selective coating of large components without full-immersion tank requirements, achieving comparable coating performance while dramatically reducing power demand and electrolyte volume [15]. Bipolar pulsed power supplies have largely displaced DC systems in modern industrial installations due to their superior discharge control, reduced defect formation, and improved energy efficiency at production scale [69,89]. Persistent scale-up challenges include process repeatability as bath chemistry drifts during continuous operation, uniform current distribution on complex geometries, fixturing design for electrochemical uniformity, and integration with upstream and downstream finishing operations. Addressing these through closed-loop process control and standardized qualification protocols is essential for broader industrial adoption across aerospace, automotive, and energy sectors.
9.2. Energy Consumption, Research Gaps, and Standardization
Energy consumption remains the most significant economic and environmental limitation of PEO processing. Specific energy consumption of 5–15 kWh·m−2·μm−1 is substantially higher than hard anodizing per unit area treated, making coating cost sensitive to required thickness and part area [82]. Strategies to reduce energy consumption include anodic precursor layers that reduce the time to reach the plasma discharge threshold (cutting energy by 50%–60% in some implementations), soft-sparking regimes that maintain beneficial discharge conditions with reduced arc formation, and machine learning-assisted process control that dynamically adjusts electrical parameters in response to real-time process signals [32,40,82]. Despite these advances, the lack of standardized energy efficiency metrics across the published literature, with reported values spanning wide ranges depending on electrolyte composition, substrate, and target thickness, makes quantitative industrial comparison difficult and underscores the need for community-agreed benchmarking protocols [89].
A critical gap that pervades the PEO tribology literature is the absence of standardized tribological testing and reporting methodologies. As highlighted throughout this review, variability in applied load, counterface material, sliding speed, lubricant conditions, and environmental parameters between studies makes direct comparison of coating systems essentially impossible without common reference benchmarks. Recent comprehensive reviews have similarly emphasized that inconsistent testing methodologies hinder meaningful comparison and slow translation of laboratory findings to engineering applications [32,82]. Equally significant is the largely empirical nature of current PEO process understanding; limited mechanistic models describe how electrical parameters, electrolyte chemistry, and thermal effects interact to control discharge behavior and resulting microstructure, constraining the ability to predict coating properties from process parameters without extensive experimental campaigns. Integrated modeling approaches capable of correlating energy input, discharge characteristics, and coating architecture to functional performance metrics are essential for transitioning from trial-and-error optimization toward predictive coating design [32,40,82]. The role of controlled porosity also remains underexplored: while porosity is often treated as a deficiency to be minimized, emerging work suggests that engineered pore architectures can enhance lubricant retention, debris accommodation, and tribological stability in lubricated systems, a conceptual shift from defect minimization toward functional pore engineering that warrants greater research investment [1,32].
9.3. Environmental Impact and Electrolyte Management
PEO uses dilute aqueous alkaline electrolytes of inherently low toxicity, a significant environmental advantage over chromate-based anodizing and strong-acid hard anodizing processes. The higher electrical energy consumption of PEO introduces an indirect environmental cost through electricity-related carbon emissions, though this is substantially offset by the dramatically extended service life of PEO-coated components: longer replacement intervals reduce part manufacturing frequency, lubricant consumption, and material waste [36,74]. The net environmental benefit is therefore lifecycle-dependent and application-specific, favoring PEO most strongly where component durability is the dominant lifecycle cost driver. During processing, electrolyte properties evolve due to temperature rise, evaporation, and accumulation of dissolved metal ions and reaction byproducts, which alter local conductivity, pH, and discharge intensity, potentially causing inconsistent coating thickness, increased porosity, or transition to unstable arcing regimes [32]. Industrial systems require continuous monitoring of electrolyte conductivity, temperature, pH, and contamination levels, with active cooling, agitation, and filtration to maintain uniform processing conditions. Development of standardized electrolyte management protocols, including defined thresholds for chemical drift and contamination, remains an important gap in current industrial PEO practice that must be addressed for reproducibility and scalability [67].
9.4. Lifecycle and Recycling Considerations
Lifecycle considerations for PEO-coated components extend beyond initial performance gains and must account for the balance between processing inputs, service life extension, and end-of-life material handling. While PEO coatings significantly improve wear and corrosion resistance, extending component lifespan and reducing maintenance frequency, the ceramic oxide layer presents specific recycling challenges: it does not remelt with the base alloy during conventional recycling and accumulates as slag or scale on the melt surface, requiring removal to prevent contamination of recycled metal streams and increasing refining costs [89]. This introduces potential trade-offs between improved in-service performance and end-of-life recyclability, a tension not adequately addressed in current lifecycle assessment frameworks for PEO technology. Limited strategies exist for coating removal or refurbishment, restricting reuse pathways for high-value components. A comprehensive lifecycle approach must balance processing energy input, service life extension, and end-of-life material recovery to ensure that PEO technologies align with circular manufacturing and sustainability objectives, a dimension of PEO research that warrants substantially greater attention from both the academic and industrial communities.
10. Challenges, Future Innovations, and Outlook
10.1. Controlling Porosity and Brittleness
Controlling porosity and brittleness are the two most persistent technical challenges in PEO coating development for tribological applications, because both arise inherently from the plasma-assisted formation mechanism and both directly govern load-bearing capacity, crack initiation, and tribological durability. Excessive porosity reduces hardness, promotes crack propagation under contact loading, and provides ionic pathways for corrosive attack; yet a controlled level of porosity is beneficial for lubricant retention, debris accommodation, and tribo-corrosion mitigation in sliding systems, a distinction that argues for engineered pore architecture rather than wholesale porosity minimization. Similarly, brittleness driven by high crystalline phase fractions is necessary for the hardness and wear resistance that constitute the primary advantage of PEO, but must be balanced against fracture toughness requirements to prevent microcracking, brittle fracture, and third-body abrasive debris generation under dynamic loading. Emerging strategies to address this balance include ultra-high-frequency pulsed power supplies that refine pore size distributions through reduced individual discharge energy [29]; composite electrolyte formulations that co-deposit toughening secondary phases such as ZrO2 or Y2O3 alongside the primary oxide; and graded multilayer architectures with dense inner zones transitioning to more compliant outer zones. Development of predictive models correlating process parameters to pore size distribution and phase composition would substantially accelerate progress in this area by reducing dependence on empirical trial-and-error optimization.
10.2. Smart and Self-Lubricating PEO Coatings
Smart and self-lubricating PEO coatings represent an emerging class of adaptive surfaces that reduce friction and wear without external lubrication by releasing lubricating species from the porous ceramic reservoir in response to contact events. In the most advanced “chameleon” configurations, the dominant lubrication mechanism adapts to environmental changes in humidity or temperature, enabling stable performance across variable service conditions, which is directly relevant to aerospace fretting interfaces, automotive actuators, and biomedical devices where conventional lubrication access is limited [90]. Current research challenges include achieving uniform distribution of lubricant species throughout coating depth beyond near-surface pore filling, maintaining lubricant reservoir longevity over extended service life, preventing oxidative degradation of humidity-sensitive lubricants such as MoS2, and preserving mechanical integrity while incorporating sufficient lubricant loading to achieve target friction reduction. Hybrid approaches co-incorporating complementary lubricant species, such as MoS2 for dry and low-humidity conditions alongside graphite for ambient and humid environments, within a single PEO coating address the environmental adaptability challenge, though uniform co-distribution remains a significant processing difficulty [64,67]. The integration of phase-change materials and thermally responsive polymers within PEO pore networks for triggered lubricant release represents a longer-term research direction with potential application in precision mechanisms operating in harsh environments.
10.3. AI-Guided Process Optimization
The highly coupled, nonlinear parameter space of PEO processing, where voltage, current density, electrolyte chemistry, frequency, duty cycle, and processing time simultaneously influence discharge behavior, microstructure, and tribological performance, renders traditional one-variable-at-a-time optimization fundamentally inadequate for discovering optimal process windows. Machine learning (ML) and artificial intelligence (AI) approaches offer transformative potential for accelerating PEO process optimization by identifying nonlinear relationships across large multi-parameter experimental datasets and enabling data-driven prediction of coating properties from process inputs [82]. ML models trained on existing datasets have been used to predict coating hardness, wear rate, and corrosion performance, enabling virtual parameter optimization before physical experimentation and substantially reducing the number of experimental trials required to achieve target properties. AI-driven real-time process control analyzing in situ signals such as voltage transients, acoustic emissions, and optical discharge measurements to dynamically adjust parameters and maintain stable coating growth represents a near-term industrial implementation pathway [91]. The principal current limitations are the scarcity of large, standardized, and publicly accessible experimental datasets, a direct consequence of the non-standardized testing practices identified throughout this review, and the difficulty of incorporating physics-based mechanistic understanding into purely data-driven models, which limits extrapolation reliability outside the training data distribution. Future advances will focus on hybrid physics-informed ML approaches that embed mechanistic constraints on discharge behavior and phase thermodynamics into model architectures, producing more robust, interpretable, and transferable optimization strategies for industrial-scale PEO applications.
Several machine learning strategies are particularly promising for PEO process optimization. To reduce experimental burden, active learning and Bayesian optimization can be employed to iteratively select the most informative experiments, allowing optimal processing windows to be identified with substantially fewer trials than conventional design-of-experiments approaches. For non-standard and sparse datasets, transfer learning, ensemble learning, and Gaussian process regression offer robust prediction capabilities while quantifying uncertainty in limited-data environments common to PEO research. Hybrid physics-informed machine learning approaches can further improve model reliability by embedding known relationships between electrical parameters, energy input, coating growth kinetics, and phase evolution into the learning framework, thereby constraining predictions to physically realistic solutions while maintaining the flexibility of data-driven models.
10.4. Emerging Applications and Research Directions
Emerging PEO applications are increasingly targeting multifunctional, adaptive, and application-specific surface systems well beyond conventional wear and corrosion protection. Self-healing coatings incorporating corrosion inhibitors or chemically reactive species within the PEO porous structure for in-service damage repair are demonstrating promising corrosion protection durability in saline environments [92]. PEO-modified biodegradable magnesium alloys for biomedical implants with controlled degradation rates and improved biocompatibility represent a rapidly growing biomedical direction, where tunable dissolution kinetics can be matched to clinical bone regeneration timescales [8,24]. Recent studies of plasma-assisted nanomaterial synthesis have demonstrated the importance of vapor-phase transport and remote nucleation phenomena in governing microstructural evolution [93]. Although these mechanisms remain largely unexplored in PEO systems, improved understanding of species transport within discharge channels and the surrounding electrolyte may provide new opportunities for controlling coating composition, phase formation, and defect development. Superhydrophobic and anti-fouling PEO coatings achieved through combined roughness control and fluorinated surface chemistry modifications are gaining traction in marine and energy applications, offering improved corrosion resistance and reduced biological fouling without biocidal agents [12]. Hybrid processing approaches combining PEO with additive manufacturing, sol–gel processing, and cold spray are enabling composite microstructures and expanded geometric design flexibility for next-generation aerospace and automotive components [94]. Bioinspired gradient TiO2/MoS2 coating architectures grown on titanium alloys through combined plasma and hydrothermal processes demonstrate improved tribological performance for articulating implant and mechanical surface applications [61]. Collectively, these developments signal a fundamental shift from PEO as a protective coating technology toward PEO as an enabling platform for multifunctional, environment-responsive, and bioinspired surface engineering. Based on the research gaps identified throughout this review, Table 9 presents current challenges with possible future research directions and expected benefits.
Table 9. Current challenges, emerging research directions, and anticipated benefits for next-generation PEO coatings.
| Current Challenge | Proposed Future Direction | Expected Benefit | References |
| High coating porosity and microcrack formation | Advanced electrolyte engineering; nanoparticle additives; and controlled discharge regimes | Reduced defect density; improved wear resistance; and enhanced corrosion protection | [34;35;36;39;40;41] |
| Brittleness of ceramic oxide phases under high contact loads | Duplex and multilayer coating architectures; including metallic interlayers and graded coatings | Improved fracture toughness; load-bearing capacity; and resistance to spallation | [40;51;70;71;72] |
| High friction coefficients under dry sliding conditions | Incorporation of solid lubricants (MoS2; h-BN; graphene; PTFE) and self-lubricating hybrid coatings | Lower friction; reduced wear rates; and extended service life | [31;58;59;63;64;65;67;68;69;90;95] |
| Limited understanding of process–microstructure–tribology relationships | In situ diagnostics; machine learning; and data-driven process optimization | Improved predictive capability and accelerated coating development | [15;18;37] |
| Variability in tribological testing methodologies | Development of standardized testing protocols and reporting practices | Improved cross-study comparison and more reliable performance benchmarking | [6;45;51] |
| Tribofilm instability and third-body abrasive wear | Surface texturing; engineered porosity; and debris management strategies | Enhanced tribological stability and reduced abrasive wear | [11;43] |
| Thermal mismatch and degradation during thermal cycling | Functionally graded coatings and high-temperature adaptive coating systems | Improved thermal fatigue resistance and high-temperature durability | [71;72] |
| Degradation in tribo-corrosive environments | Multifunctional coatings combining corrosion resistance; wear protection; and self-healing capabilities | Increased durability in marine; biomedical; and energy applications | [35;36;56;64;67] |
| Limited industrial adoption due to process complexity and cost | AI-guided process control; scalable power supplies; and automated manufacturing integration | Reduced processing costs; improved reproducibility; and greater industrial implementation | [15;18;37] |
11. Conclusions
This review has critically examined the fundamental mechanisms, processing science, tribological performance, hybrid coating architectures, environmental behavior, industrial applications, and future directions of plasma electrolytic oxidation coatings for tribological service. PEO produces metallurgically bonded, multiphase ceramic oxide coatings (10–200 μm) on aluminum, magnesium, titanium, and zirconium alloys with a hardness of 1000–2000 HV, full geometric conformality including internal surfaces, and environmental compliance unmatched by competing deposition technologies. Tribological performance is governed by the coupled effects of phase composition that determines hardness and thermal stability, porosity architecture that governs lubricant retention, crack resistance, and tribo-corrosion susceptibility, and residual stress state that controls fatigue resistance. No single microstructural metric can be independently optimized; application-specific trade-offs among these variables are the central challenge in PEO tribological design.
Bipolar pulsed power supplies, composite electrolyte formulations incorporating solid lubricant precursors and ceramic nanoparticle reinforcements, and post-treatment sealing strategies represent the most effective current approaches for improving friction, wear resistance, and tribo-corrosion performance beyond the baseline of as-deposited PEO coatings. Hybrid and duplex architectures, combining PEO with solid lubricant topcoats, PVD films, cold-spray interlayers, or polymer impregnation, achieve tribological performance that substantially exceeds either constituent alone through synergistic functional decoupling, whereby the PEO ceramic layer provides load support and adhesion, and the complementary phase provides lubrication, toughening, or debris management.
Critical research gaps limiting broader industrial adoption include the absence of standardized tribological testing and reporting protocols; incomplete mechanistic understanding of tribo-film evolution, fatigue crack initiation, and synergistic tribo-corrosion in hybrid PEO systems; and the lack of quantitative lifecycle assessment frameworks accounting for end-of-life recyclability. Emerging directions, including AI-guided process optimization, smart self-lubricating adaptive coatings, gradient and bioinspired architectures, and integration with additive manufacturing, position PEO as an enabling platform for next-generation multifunctional surface engineering. Advancing PEO coatings toward these emerging applications will require coordinated progress across fundamental discharge physics, predictive process modeling, standardized tribological characterization, and application-driven design validation.
Lincoln Pinoski and Pradeep L. Menezes are with the Department of Mechanical Engineering, University of Nevada-Reno, Reno, Nevada.
Funding: This research received no external funding.
Institutional Review Board Statement: Not applicable.
Informed Consent Statement: Not applicable.
Data Availability Statement: Data are contained within the article.
Conflicts of Interest: The authors declare no conflict of interest.
References
- Sikdar, S.; Menezes, P.V.; Maccione, R.; Jacob, T.; Menezes, P.L. Plasma Electrolytic Oxidation (PEO) Process—Processing, Properties, and Applications. Nanomaterials 2021, 11, 1375.
- Simchen, F.; Sieber, M.; Kopp, A.; Lampke, T. Introduction to Plasma Electrolytic Oxidation—An Overview of the Process and Applications. Coatings 2020, 10, 628.
- Lucas, R.R.; Sales-Contini, R.C.M.; Da Silva, F.J.G.; Botelho, E.C.; Mota, R.P. Plasma Electrolytic Oxidation (PEO): An Alternative to Conventional Anodization Process. AIMS Mater. Sci. 2024, 11, 684–711.
- Iqbal, M.A.; Asghar, H.; Matykina, E.; Arrabal, R.; Mohedano, M.; Vega, J.M. Synergy of Consecutive PEO and LDH Surface Treatments on the Corrosion Protection and Adhesion Strength of Organic Coatings on AA2024T3. Prog. Org. Coat. 2025, 207, 109397.
- McCarroll, A.G.; Menezes, P.L. Modern Innovations and Applications in Plasma Electrolytic Oxidation Coatings on Aluminum, Magnesium, and Titanium. Coatings 2025, 15, 592.
- Kwolek, P.; Obłój, A.; Kościelniak, B.; Buszta, R.; Tokarski, T.; Krupa, K.; Gradzik, A.; Nowak, W.J.; Wojnicki, M.; Motyka, M. Wear Resistance of Hard Anodic Coatings Fabricated on 5005 and 6061 Aluminum Alloys. Arch. Civ. Mech. Eng. 2024, 24, 51.
- Peng, H.; Zhou, T.; Fan, Y.; Shangguan, L.; Zhang, N. Recent Advances in Aluminum Alloy Surface Treatment Technology and Bonding Properties. Phys. Status Solidi A 2025, 222, 2400715.
- Zhao, C.; Wang, X.; Yu, B.; Cai, M.; Yu, Q.; Zhou, F. Research Progress on the Wear and Corrosion Resistant Plasma Electrolytic Oxidation Composite Coatings on Magnesium and Its Alloys. Coatings 2023, 13, 1189.
- Wood, R.J.K. Marine Wear and Tribocorrosion. Wear 2017, 376–377, 893–910.
- Menezes, P.L. Tribology for Scientists and Engineers: From Basics to Advanced Concepts; Nosonovsky, M., Ingole, S.P., Kailas, S.V., Lovell, M.R., Eds.; SpringerLink Bücher; Springer: New York, NY, USA, 2013.
- López-Ortega, A.; Arana, J.L.; Rodríguez, E.; Bayón, R. Corrosion, Wear and Tribocorrosion Performance of a Thermally Sprayed Aluminum Coating Modified by Plasma Electrolytic Oxidation Technique for Offshore Submerged Components Protection. Corros. Sci. 2018, 143, 258–280.
- Adeleke, S.A.; Caldona, E.B. Plasma Electrolytic Oxidation Based Superhydrophobic Coatings: Fabrication, Rudiments, and Constraints. J. Coat. Technol. Res. 2025, 22, 17–32.
- Li, Y.; Zhou, Z.; He, Y. Tribocorrosion and Surface Protection Technology of Titanium Alloys: A Review. Materials 2023, 17, 65.
- Fernández-López, P.; Alves, S.A.; San-Jose, J.T.; Gutierrez-Berasategui, E.; Bayón, R. Plasma Electrolytic Oxidation (PEO) as a Promising Technology for the Development of High-Performance Coatings on Cast Al-Si Alloys: A Review. Coatings 2024, 14, 217.
- Xu, X.; Jia, W.; Yin, T.; Dong, Q.; Ma, Y.; Wang, Z.; Zhao, Z.; Lv, P. Characterization of the Ceramic Coating Formed on 2024 al Alloy by Scanning Plasma Electrolytic Oxidation. Sci. Rep. 2025, 15, 8044.
- Gamba, M.; Cristoforetti, A.; Fedel, M.; Ceriani, F.; Ormellese, M.; Brenna, A. Plasma Electrolytic Oxidation (PEO) Coatings on Aluminum Alloy 2024: A Review of Mechanisms, Processes, and Corrosion Resistance Enhancement. Appl. Surf. Sci. Adv. 2025, 26, 100707.
- Ralls, A.M.; Gillespy, R.; Menezes, P.V.; Menezes, P.L. Unraveling Electrochemical Mechanisms in Plasma Electrolytic Oxidation of Cold Spray Additively Manufactured Stainless Steel. J. Mater. Eng. Perform. 2024, 33, 13824–13842.
- Zhang, Y.; Wu, Y.; Chen, D.; Wang, R.; Li, D.; Guo, C.; Jiang, G.; Shen, D.; Yu, S.; Nash, P. Micro-Structures and Growth Mechanisms of Plasma Electrolytic Oxidation Coatings on Aluminium at Different Current Densities. Surf. Coat. Technol. 2017, 321, 236–246.
- Pan, H.; Lu, H.; Zhang, Z.; Fan, Z.; Liu, Z.; Zhi, S. Investigation on the Growth Mechanism and Properties of AO-PEO Composite Coating on 304 Stainless Steel Prepared by Two-Step Process. Surf. Coat. Technol. 2025, 509, 132230.
- Wang, R.; Wu, Y.; Wu, G.; Chen, D.; He, D.; Li, D.; Guo, C.; Zhou, Y.; Shen, D.; Nash, P. An Investigation about the Evolution of Microstructure and Composition Difference between Two Interfaces of Plasma Electrolytic Oxidation Coatings on Al. J. Alloys Compd. 2018, 753, 272–281.
- Jiang, X.; Zhuo, Y.; Wang, P.; Yang, M.; Liao, Y.; Chen, B. The Perspectives of Hydrophobic Coatings for Mitigating Icing on Atmospheric Structures. Coatings 2023, 13, 326.
- Zhang, K.; Zhang, W.; Yang, Y.; Sun, X.; Men, B.; Yu, S. Enhanced Hydrophobic Properties, Wear and Corrosion Resistance of Plasma Electrolyte Oxidation Coatings on AZ31B Magnesium Alloys with Addition of TiO2 Nanoparticles. Ceram. Int. 2024, 50, 52941–52956.
- Wang, Y.; Chen, M.; Zhao, Y. Preparation and Corrosion Resistance of Microarc Oxidation-Coated Biomedical Mg–Zn–Ca Alloy in the Silicon–Phosphorus-Mixed Electrolyte. ACS Omega 2019, 4, 20937–20947.
- Shi, B.; Xu, J.; Zou, J.; Li, Y.R.; Zhou, Z.; Liu, K.; Jia, Q.; Jiang, H.B. Advances in Amelioration of Plasma Electrolytic Oxidation Coatings on Biodegradable Magnesium and Alloys. Heliyon 2024, 10, e24348.
- Wang, S.; Yu, T.; Pang, Z.; Liu, X.; Shi, C.; Du, N. Improving the Fatigue Resistance of Plasma Electrolytic Oxidation Coated Titanium Alloy by Ultrasonic Surface Rolling Pretreatment. Int. J. Fatigue 2024, 181, 108157.
- Takadoum, J. Review on Corrosion, Tribocorrosion and Osseointegration of Titanium Alloys as Biomaterials. Corros. Mater. Degrad. 2023, 4, 644–658.
- Rossi, M.C.; Kuroda, P.A.B.; Escuder, A.V.; Amigó, V.; Afonso, C.R.M. Nanostructured Oxide Composites in PEO Coating of β Ti Alloys with Low Elastic Modulus for Biomedical Applications. Tribol. Int. 2025, 209, 110677.
- Liu, L.; Dong, S.; Qian, C.; Wang, F.; Wang, F.; Zeng, J.; Jin, L.; Chen, X.-B.; Dong, J. Growth Mechanism of Plasma Electrolytic Oxidation Coating of Zr Alloys Revealed by Layer-Specific Phase Analyses. Appl. Surf. Sci. 2025, 702, 163336.
- Sela, S.; Borodianskiy, K. Synthesis of Ceramic Surface on Zr Alloy Using Plasma Electrolytic Oxidation in Molten Salt. Surf. Interfaces 2023, 36, 102533.
- Liu, L.; Dong, S.; Chen, X.-B.; Wang, F.; Wang, F.; Dong, J. Ultra-High Frequency Treatment: Toughening PEO Coating of Zr Alloys by Dispersed Small Pores. Ceram. Int. 2025, 51, 19761–19779.
- Fattah-alhosseini, A.; Fardosi, A.; Askari, A.; Karbasi, M.; Dikici, B.; Kaseem, M. Enhancing Plasma Electrolytic Oxidation (PEO) Coatings on Magnesium Alloys: The Critical Role of Surface Pretreatments. Adv. Mater. Interfaces 2025, 12, 2500192.
- Aliofkhazraei, M.; Macdonald, D.D.; Matykina, E.; Parfenov, E.V.; Egorkin, V.S.; Curran, J.A.; Troughton, S.C.; Sinebryukhov, S.L.; Gnedenkov, S.V.; Lampke, T.; et al. Review of Plasma Electrolytic Oxidation of Titanium Substrates: Mechanism, Properties, Applications and Limitations. Appl. Surf. Sci. Adv. 2021, 5, 100121.
- Xie, M.; Xiang, C.; Zeng, X.; Zhang, X.; Zhang, L.; Xiong, J. Optimization of the Raman Spectroscopic Method for Crystal Orientation and Residual Stress of Aluminum Oxide. J. Mater. Res. Technol. 2024, 33, 8265–8276.
- Qiu, W.; Ye, X.; Liu, Y.; Lin, B.; Chen, J.; Xiao, L.; Wang, C.; Wang, B.; Cui, X.; Zou, L. Study on a Facile Method of In-Situ Fabricating Enhanced Corrosion Protection LDH/PEO Composites Coating on Mg Alloy and Its Growth Behavior. Surf. Coat. Technol. 2025, 500, 131912.
- Khalid, H.A.; Akbarzadeh, S.; Paint, Y.; Vitry, V.; Olivier, M.-G. Comparison of Tribological Characteristics of AA2024 Coated by Plasma Electrolytic Oxidation (PEO) Sealed by Different Sol–Gel Layers. Coatings 2023, 13, 871.
- Molaei, M.; Babaei, K.; Fattah-alhosseini, A. Improving the Wear Resistance of Plasma Electrolytic Oxidation (PEO) Coatings Applied on Mg and Its Alloys under the Addition of Nano- and Micro-Sized Additives into the Electrolytes: A Review. J. Magnes. Alloys 2021, 9, 1164–1186.
- Noori, M.; Yousefpour, M.; Abdollah-Pour, H.; Pishbin, H. Influence of Current Density on the Microstructure and Corrosion Resistance of Peo Coatings on Pure Zr. Results Eng. 2025, 26, 105204.
- Dehnavi, V.; Luan, B.L.; Shoesmith, D.W.; Liu, X.Y.; Rohani, S. Effect of Duty Cycle and Applied Current Frequency on Plasma Electrolytic Oxidation (PEO) Coating Growth Behavior. Surf. Coat. Technol. 2013, 226, 100–107.
- Bhowmick, S.; Muhaffel, F.; Shirzadian, S.; Cimenoglu, H.; Alpas, A.T. Tribological Performance of a Plasma Electrolytic Oxidation-Coated Mg Alloy in Graphene-Incorporated Ethanol. Lubricants 2023, 12, 9.
- Hvozdets’kyi, V.; Padgurskas, J.; Student, M.; Pohrelyuk, I.; Student, O.; Zadorozhna, K.; Tkachuk, O.; Rukuiža, R. The Tribological Properties of Plasma Electrolytic Oxidation Layers Synthesized on Arc Spray Coatings on Aluminum Alloys in Contact with Various Friction Materials. Coatings 2024, 14, 460.
- Ahmed, N.; Alam, M.A.; Sayem, S.M.; Hassan, M.; Ghosh, S. Enhancing Tribological Properties of MoS2 Coatings through Doping: A Review of Mechanisms and Applications. Discov. Mech. Eng. 2025, 4, 20.
- Wang, W.; Lu, X.; Ma, J.; Lv, W.; Wang, X.; Wang, F. The Effect of Ion Irradiation on PEO and Cu/PEO Composite Coatings on Mg Alloys. Coatings 2025, 15, 274.
- Sovík, J.; Kajánek, D.; Trško, L.; Florková, Z.; Pastorková, J.; Buchtík, M.; Hadzima, B. Improvement of Corrosion Resistance of DC PEO Coating on AZ80 Magnesium Alloy through Two-Step PEO Process Combined with Laser Cleaning. Surf. Coat. Technol. 2025, 502, 131935.
- Lopez-Martinez, E.; Mohedano, M.; Matykina, E.; Arrabal, R. PEO of Additively Manufactured Al10SiMg Alloy: Effects of α-Al2O3 Particles on Energy Consumption and Wear Behaviour. J. Mater. Res. Technol. 2024, 31, 1786–1796.
- Wang, C.; Ni, H.; Ji, V.; Lei, J.; Deng, W.; Song, P.; Huang, T.; Zhang, X. Wear Properties of Micro-Arc Oxidation Coatings on Aluminum Alloys. J. Mater. Sci. 2026, 61, 4973–5007.
- Student, M.M.; Pohrelyuk, I.M.; Hvozdetskyi, V.M.; Zadorozhna, K.R.; Veselivs’ka, H.H. Tribological Characteristics of PEO Layers Synthesized on Al–Ti–Cu Coatings. Mater. Sci. 2023, 58, 488–493.
- Careri, F.; Sergi, A.; Shashkov, P.; Khan, R.H.U.; Attallah, M.M. Plasma Electrolytic Oxidation (PEO) as Surface Treatment for High Strength Al Alloys Produced by L-PBF: Microstructure, Performance, and Effect of Substrate Surface Roughness. Surf. Coat. Technol. 2024, 489, 131122.
- Santos, P.B.; De Castro, V.V.; Baldin, E.K.; Aguzzoli, C.; Longhitano, G.A.; Jardini, A.L.; Lopes, É.S.N.; De Andrade, A.M.H.; De Fraga Malfatti, C. Wear Resistance of Plasma Electrolytic Oxidation Coatings on Ti-6Al-4V Eli Alloy Processed by Additive Manufacturing. Metals 2022, 12, 1070.
- Winter, L.; Lampke, T. Fatigue Resistance of an Anodized and Hardanodized 6082 Aluminum Alloy Depending on the Coating Thickness in the High Cycle Regime. Adv. Eng. Mater. 2023, 25, 2300394.
- Moshrefifar, M.; Ebrahimifar, H.; Hakimizad, A. Systematic Investigation of Silicon Content Effects on the PEO Coatings’ Properties on Al–Si Binary Alloys in Silicate-Based and Tungstate-Containing Electrolytes. Coatings 2022, 12, 1438.
- Wood, R.J.K.; Lu, P. Coatings and Surface Modification of Alloys for Tribo-Corrosion Applications. Coatings 2024, 14, 99.
- Li, Q.; Liang, J.; Wang, Q. Plasma Electrolytic Oxidation Coatings on Lightweight Metals. In Modern Surface Engineering Treatments; Aliofkhazraei, M., Ed.; IntechOpen: London, UK, 2013.
- Zhou, J.; Jin, S.; Wu, R.; Ma, X.; Pang, M.; Yu, Z.; Wang, G.; Zhang, J.; Krit, B.; Betsofen, S.; et al. Enhancing Tribological Performance of Micro-Arc Oxidation Coatings on Mg-Li Alloy with h-BN Incorporation. Ceram. Int. 2025, 51, 13760–13771.
- Yang, X.; Li, C.; Ye, Z.; Zhang, X.; Zheng, M.; Gu, J.; Jiang, J. Effects of Tribo-Film on Wear Resistance of Additive Manufactured Cobalt-Based Alloys during the Sliding Process. Surf. Coat. Technol. 2021, 427, 127784.
- Macías, R.; Olmos, L.; Garnica, P.; Alanis, I.; Bouvard, D.; Chávez, J.; Jiménez, O.; Márquez-Beltrán, C.; Cabezas-Vila, J.L. Processing of Porous-Core Materials for Bone Implant Applications: A Permeability and Mechanical Strength Analysis. Coatings 2024, 14, 65.
- Akbarzadeh, S.; Paint, Y.; Olivier, M.-G. A Comparative Study of Different Sol-Gel Coatings for Sealing the Plasma Electrolytic Oxidation (PEO) Layer on AA2024 Alloy. Electrochim. Acta 2023, 443, 141930.
- Wu, G.; Wen, Z.; Zhu, L.; Li, L.; Wang, Y.; Yu, W.; Yao, J. Effect of Laser Irradiation on the Wear Resistance and Healing Behavior of In-Situ LDH Film on AZ91D Alloy PEO Coating. Mater. Sci. Eng. B 2026, 328, 119313.
- Garcia-Cabezón, C.; Rodríguez-Méndez, M.L.; Borrás, V.A.; Bayón, R.; Salvo-Comino, C.; Garcia-Hernandez, C.; Martin-Pedrosa, F. Improvements in Tribological and Anticorrosion Performance of Porous Ti-6Al-4V via PEO Coating. Friction 2021, 9, 1303–1318.
- Reeves, C.J.; Menezes, P.L.; Lovell, M.R.; Jen, T.-C. Tribology of Solid Lubricants. In Tribology for Scientists and Engineers; Menezes, P.L., Nosonovsky, M., Ingole, S.P., Kailas, S.V., Lovell, M.R., Eds.; Springer: New York, NY, USA, 2013; pp. 447–494.
- Zhang, Q.; Tang, L.; Luo, J.; Zhang, J.; Wang, X.; Li, D.; Yao, Y.; Zhang, Z. Direct Growth of Nanocrystalline Graphene/Graphite All Carbon Transparent Electrode for Graphene Glass and Photodetectors. Carbon 2017, 111, 1–7.
- Li, L.; Ning, B.; Mao, Y.; Yang, Z.; Gan, Z.; Chen, Y.; Wang, N.; Gao, G.; Hou, Z. Synthesis of Bioinspired Gradient MoS2/TiO2 Coatings for Enhancing Tribological Performance of Titanium Alloys. Appl. Surf. Sci. 2025, 679, 161296.
- Liu, A.; Gao, S.; Du, S.; Lu, H.; Guo, J. Enhancing PEO Coating on TC6 Alloy through In-Situ Synthesis of MoSe2—Towards More Efficient Wear-Reducing Lubrication and Wear Resistance. Tribol. Int. 2024, 193, 109409.
- Hu, Q.; Li, X.; Ruan, Y.; Zhao, G.; Wang, G.; Ding, Q. Friction Reduction of Aluminum Alloy Micro-Arc Oxidation Coating by Filling Graphene Oxide. J. Mater. Eng. Perform. 2025, 34, 6796–6804.
- Sukumaran, A.K.; Orikasa, K.; Rengifo, S.; Renfro, M.; Scott, W.; Gray, A.; Garino, G.; Hernandez, A.F.; Nisar, A.; Mazurkivich, M.; et al. Wear and Neutron Shielding Resilience of Titanium-Hexagonal Boron Nitride Coatings against Extreme Lunar Radiation and Thermal Cycles. Surf. Coat. Technol. 2024, 492, 131185.
- Fogagnolo, J.B.; Rodrigues, A.V.; Sallica-Leva, E.; Lima, M.S.F.; Caram, R. Surface Stiffness Gradient in Ti Parts Obtained by Laser Surface Alloying with Cu and Nb. Surf. Coat. Technol. 2016, 297, 34–42.
- Rudnev, V.S.; Vaganov-Vil’kins, A.A.; Yarovaya, T.P.; Pavlov, A.D. Polytetrafluoroethylene-Oxide Coatings on Aluminum Alloys. Surf. Coat. Technol. 2016, 307, 1249–1254.
- Murugan, M.; Kandasamy, J. Impact of Hydroxyapatite (HaP) Nano Particle on the Morphology, Thickness, and Adhesion Strength of Electrophoretic ZnO/HaP Composite Coated SS316L. Surf. Coat. Technol. 2024, 487, 131022.
- Manoj, A.; Ramachandran, R.; Menezes, P.L. Influence of Abrasive Load on Wettability and Corrosion Inhibition of a Commercial Superhydrophobic Coating. Coatings 2020, 10, 887.
- Clyne, T.W.; Troughton, S.C. A Review of Recent Work on Discharge Characteristics during Plasma Electrolytic Oxidation of Various Metals. Int. Mater. Rev. 2019, 64, 127–162.
- Daroonparvar, M.; Kasar, A.K.; Farooq Khan, M.U.; Menezes, P.L.; Kay, C.M.; Misra, M.; Gupta, R.K. Improvement of Wear, Pitting Corrosion Resistance and Repassivation Ability of Mg-Based Alloys Using High Pressure Cold Sprayed (HPCS) Commercially Pure-Titanium Coatings. Coatings 2021, 11, 57.
- Zhao, Z.; Tang, Y.; Pan, Y.; Zhang, G.; Zhong, L.; Li, J. Microstructure Formation Mechanism of Mo2C/W2C/Mo2C Three-Layer Film on Mo Substrate Prepared by Magnetron Sputtering and Carburization. Surf. Coat. Technol. 2025, 497, 131752.
- Martin, J.; Akoda, K.; Ntomprougkidis, V.; Ferry, O.; Maizeray, A.; Bastien, A.; Brenot, P.; Ezo’o, G.; Henrion, G. Duplex Surface Treatment of Metallic Alloys Combining Cold-Spray and Plasma Electrolytic Oxidation Technologies. Surf. Coat. Technol. 2020, 392, 125756.
- Jaleh, B.; Nasri, A.; Chaharmahali, R.; Kaseem, M.; Fattah-alhosseini, A. Exploring Wear, Corrosion, and Microstructure in PEO Coatings via Laser Surface Treatments on Aluminum Substrates. Opt. Laser Technol. 2025, 181, 111958.
- Sobolev, A.; Bograchev, D.; Borodianskiy, K.; Zinigrad, M. Kinetics and Mechanism of Corrosion of Oxide Coating Fabricated on Aluminum Alloy by the Plasma Electrolytic Oxidation in Molten Salt. Corros. Sci. 2022, 208, 110604.
- Fattah-alhosseini, A.; Chaharmahali, R. Enhancing Corrosion and Wear Performance of PEO Coatings on Mg Alloys Using Graphene and Graphene Oxide Additions: A Review. FlatChem 2021, 27, 100241.
- Hsieh, P.-Y.; Chen, Y.-H.; Matthews, D.T.A.; He, J.-L.; Matthews, A. HiPIMS Obtained Carbon Nano-Coatings on Copper Foil and Their Thermal Conductivity. Surf. Coat. Technol. 2022, 442, 128565.
- Siddaiah, A.; Ramachandran, R.; Menezes, P.L. (Eds.) Tribocorrosion: Fundamentals, Methods, and Materials; Academic Press: London, UK; San Diego, CA, USA; Cambridge, MA, USA; Kidlington, UK, 2021.
- Buling, A.; Zerrer, J. Unknown Tribological Possibilities—Wear Resistance for Light Metals by PEO, Hybrid, and Laser Functionalized Surface Solutions. Wear 2023, 523, 204825.
- Pezzato, L.; Vranescu, D.; Sinico, M.; Gennari, C.; Settimi, A.G.; Pranovi, P.; Brunelli, K.; Dabalà, M. Tribocorrosion Properties of PEO Coatings Produced on AZ91 Magnesium Alloy with Silicate- or Phosphate-Based Electrolytes. Coatings 2018, 8, 202.
- Dilimon, V.S.; Shibli, S.M.A. A Review on the Application-Focused Assessment of Plasma Electrolytic Oxidation (PEO) Coatings Using Electrochemical Impedance Spectroscopy. Adv. Eng. Mater. 2023, 25, 2201796.
- Chirico, C.; Romero, A.V.; Gordo, E.; Tsipas, S.A. Improvement of Wear Resistance of Low-Cost Powder Metallurgy β-Titanium Alloys for Biomedical Applications. Surf. Coat. Technol. 2022, 434, 128207.
- Kaseem, M.; Fatimah, S.; Nashrah, N.; Ko, Y.G. Recent Progress in Surface Modification of Metals Coated by Plasma Electrolytic Oxidation: Principle, Structure, and Performance. Prog. Mater. Sci. 2021, 117, 100735.
- Kumar, S. Influence of Processing Conditions on the Mechanical, Tribological and Fatigue Performance of Cold Spray Coating: A Review. Surf. Eng. 2022, 38, 324–365.
- Etsion, I.; Halperin, G.; Becker, E. The Effect of Various Surface Treatments on Piston Pin Scuffing Resistance. Wear 2006, 261, 785–791.
- Fernández-López, P.; Alves, S.A.; Rogov, A.; Yerokhin, A.; Quintana, I.; Duo, A.; Aguirre-Ortuzar, A. Data-Driven Optimization of Plasma Electrolytic Oxidation (PEO) Coatings with Explainable Artificial Intelligence Insights. Coatings 2024, 14, 979.
- Bhowmick, S.; Muhaffel, F.; Eskandari, B.; Cimenoglu, H.; Alpas, A.T. Low Friction and High Wear Resistance of Plasma Electrolytic Oxidation (PEO)-Coated AZ31 Mg Alloy Sliding against Hydrogenated DLC (a-C-H) at Elevated Temperatures. Coatings 2022, 12, 607.
- Jiang, C.; Wang, Y.; Chen, Q.; Ying, G.; Fei, Q. Unveiling the Role of SiC Particle Reinforcement on Aluminum Matrix Composites Surface: Insights into PEO Coating Growth, Electrical Insulation, and Corrosion Resistance. Ceram. Int. 2025, 51, 31387–31398.
- Haroush, S.; Moreno, D.; Silverman, I.; Turgeman, A.; Shneck, R.; Gelbstein, Y. The Mechanical Behavior of HAVAR Foils Using the Small Punch Technique. Materials 2017, 10, 491.
- Belany, P.; Florkova, Z.; Hrabovsky, P.; Pastorkova, J. Energy Efficiency Analysis of Oxide Layer Production by Plasma Electrolytic Oxidation. In Innovations in Mechanical Engineering III; Machado, J., Soares, F., Trojanowska, J., Ottaviano, E., Valášek, P., Reddy, D.M., Perondi, E.A., Basova, Y., Eds.; Lecture Notes in Mechanical Engineering; Springer Nature: Cham, Switzerland, 2024; pp. 360–371.
- Huang, X.; Wang, B.; Zang, Y.; Ji, H.; Guan, B.; Li, Y.; Tang, X. Constitutive Relationships of 21-4 N Heat-Resistant Steel for the Hot Forging Process. J. Mater. Res. Technol. 2020, 9, 13575–13593.
- Le, T.C.; Nguyen, D.-N.; Kaminski, D.; Kolver, T.; Subramanian, P.; Bateman, S. Harnessing Machine Learning for the Design of Surface Coatings: Challenges and Opportunities. ACS Appl. Mater. Interfaces 2025, 17, 39795–39808.
- Akbarzadeh, S.; Coelho, L.B.; Dangreau, L.; Lanzutti, A.; Fedrizzi, L.; Olivier, M.-G. Self-Healing Plasma Electrolytic Oxidation (PEO) Coating Developed by an Assembly of Corrosion Inhibitive Layer and Sol-Gel Sealing on AA2024. Corros. Sci. 2023, 222, 111424.
- Wang, L.; Li, T.; Ling, L.; Luo, J.; Zhang, K.; Xu, Y.; Lu, H.; Yao, Y. Remote Catalyzation for Growth of Boron Nitride Nanotubes by Low Pressure Chemical Vapor Deposition. Chem. Phys. Lett. 2016, 652, 27–31.
- Zhong, Y.; Zhang, Y.; Ramachandran, C.S.; Wang, Q. Study on Tribocorrosion Properties of Cold Spray Additively Manufactured 2024 Al Alloy. Corros. Sci. 2024, 233, 112109.
- Zhang, W.; Li, W.; Liu, H.; He, T.; Deng, S.; Tian, H.; Cao, W. Microstructure Effects on Improving Rolling Contact Fatigue by a Double-Quenching Heat Treatment Process for GCr15 Steel. Tribol. Int. 2024, 194, 109519.































