




When specifying gold plating services for an application, the question of hard gold plating versus soft gold plating is common design topic.
Hard gold plating is a gold electrodeposit that has been alloyed with another element to alter the grain structure of the gold to achieve a harder deposit with a more refined grain structure. The most common alloying elements used in hard gold plating are cobalt, nickel or iron. Soft gold plating is the highest purity gold electrodeposit that essentially is pure gold without the addition of any alloying elements. Soft gold plating produces a more coarse grain structure that is free of any signficant codeposits.
In order to properly specify a gold electrodeposit for an application, five key design questions should be addressed:
- Wear Resistance and Contact Force: Are there cyclical sliding or switching wear considerations for my application and what is the design contact force?
- Bonding: Are there sensitive bonding or solderability requirements for my application?
- Corrosion or Biocompatibility: What are the corrosion or biocompatibility demands of my application?
- Temperature vs Contact Resistance: What is the operational temperature of my application?
- Appearance: Are there any appearance concerns for my application?
Each of these principle design questions are addressed below specific to the selection of hard gold plating or soft gold plating for an application.
Wear Resistance and Contact Force
 Hard gold plating is formed with the addition of non-noble metallic elements alloyed with the gold deposit – typically cobalt, nickel or iron. These elements alter the grain structure of the deposit resulting in a finer grain structure that is more lustrous and more resistant to sliding wear. Hard gold deposits consist of a very small grain size measuring 20-30nm whereas soft gold plating which has a typical grain size of 1-2um or approximately 60x larger than soft gold. Hard gold commonly has a hardness between 130-200 HK25 with a hardness of up to 200 HK25 possible. Soft gold typically has a hardness of 20-90 HK25 making it very susceptible to sliding wear or wear from contact switching.
Hard gold plating is formed with the addition of non-noble metallic elements alloyed with the gold deposit – typically cobalt, nickel or iron. These elements alter the grain structure of the deposit resulting in a finer grain structure that is more lustrous and more resistant to sliding wear. Hard gold deposits consist of a very small grain size measuring 20-30nm whereas soft gold plating which has a typical grain size of 1-2um or approximately 60x larger than soft gold. Hard gold commonly has a hardness between 130-200 HK25 with a hardness of up to 200 HK25 possible. Soft gold typically has a hardness of 20-90 HK25 making it very susceptible to sliding wear or wear from contact switching.
The normal force of a contact should be considered when specifying hard vs soft gold plating. Typically contact forces less than 50 grams is recommended for soft gold applications whereas hard gold plating performs well with applications of 50 grams or more normal contact force. Due to the lack of insulating oxide or compound formation, soft gold contacts can be used with contact pressures as low as 10 grams and wipe distances as low as 0.010 inches; however, contact forces between 15-35 grams is recommended.
If an application requires repeated sliding wear or make/break switching events, hard gold should be specified. The number of life cycles is proportional to the thickness of the gold since a thicker gold deposit will be able to withstand more cycles. Common thicknesses of functional hard gold deposits range from 0.000015 inches for very low cycle applications up to 0.0001 inches for very high cycle applications with the most common thicknesses ranging between 0.000035 inches to 0.000075 inches.
Amp3 cites laboratory testing results for the wear-through of a hard gold deposit over a 0.00005 inch nickel underplate. The data provided in Table 1 summarizes this testing which was performed with a 0.250 inch diameter ball wiped a distance of 0.500 inches under a normal force of 100 grams per cycle.
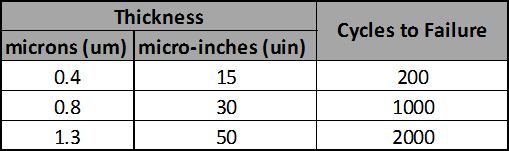
Table 1: Cycles to Wear-Through of Hard Gold Deposit Over Nickel Underplate (100 grams, 0.5 Inch Wipe)
In addition to the proper selection of hard gold and gold thickness for a gold contact or interconnect, the proper selection of an underplate should be considered to promote gold wear resistance. Common underplates include a high purity sulfamate nickel, bright electrolytic nickel or electroless nickel. A nickel underplate prior to hard or soft gold plating serves many functions including:
- Diffusion Barrier: A nickel underplate prior to hard or soft gold plating provides a barrier to solid state metallic diffusion between copper base metals and alloying metals (such as zinc from brass). A diffusion barrier ensures that weakly bonded intermetallic layers do not form between the basis metal and the gold thereby protecting the integrity of the gold deposit over time. This is especially important for applications used at higher temperatures.
- Corrosion inhibitor: A nickel underplate prior to hard or soft gold plating helps promote corrosion resistance. Any pores in the gold layers will lead to the nickel underlay in lieu of the substrate. This generally results in passive oxide formation at the pore base provided the atmosphere does not contain a high degree of acidic corrosives. The nickel underplate prevents the growth of copper oxide or tarnish films to the surface of the gold layer thereby protecting the oxide-free contact surface.
- Leveling Layer: A brightened nickel underplate can server to improve the surface finish of the contact surface reducing the coefficient of friction and therefore reducing sliding wear of the gold deposit.
- Load Bearing Underlayer: A nickel underplate serves helps bear the contact load of a hard or soft gold plated component. This reduces the potential for cracking of hard gold plated contacts and promotes overall wear resistance.
Bonding Considerations
The presence of “non-noble” elements in hard gold electrodeposits such as cobalt, nickel and iron can make soldering of hard gold deposits more difficult than that of soft gold deposits. For very sensitive joining applications such as thermosonic bonding, or ultrasonic wire bonding, soft gold should only be considered.
Gold Plated TubesThe co-deposited metals of hard gold plating can oxidize at soldering temperatures reducing the integrity of the solder joint. In addition, the high purity of Type III soft gold plating is ideal for applications where thermal diffusion of the gold will occur such as thermocompression bonding.
The gold thickness should also be considered when soldering to gold deposits using tin-lead solder. It has been demonstrated that a tin-lead solder joint that exceeds 3% by weight gold will result in embrittlement. For this reason, gold thicknesses of 30uin (0.75um) or less are typically recommended for common tin-lead solder applications.
Finally, beyond the proper selection of hard or soft gold plating for a bonding application the proper selection of an underplate should be considered. When soldering to a gold deposit, the initial wetting and solder joint is formed to the gold layer. However, rapid dissolution of the gold into the solder joint results in final solder bond being made to the underlying layer. As such, the underlayer must a robust solderable surface or dewetting of the solder joint can occur. A high purity nickel layer free of organic codeposits such as sulfamate nickel is highly recommended to ensure the most robust solder joint.
Corrosion Resistance and Biocompatibility
Soft gold plating consists of a virtually pure gold deposit free of any intentionally codeposited elements. A properly maintained soft gold plating bath will result in a gold deposit purity of 99.9% or more with total elemental impurity of only 10ppm or less (typically carbon). By comparison, hard gold plating has intentionally added non-noble elements that affect the grain structure of the deposit. These elements result in a purity as low as 99.0% with impurities of up to 2800ppm of elements including carbon, hydrogen, oxygen, nitrogen and potassium.
As a result, soft gold plating is superior in providing corrosion resistance since it maintains the true noble characteristics of elemental gold. As such soft gold has superior resistance to acid attack or formation of any compounds from elemental exposure. The codeposited impurities of hard gold reduce the overall corrosion resistance of the deposit. In addition, the addition of elements such as cobalt result in oxidation and other compound formation with these elements, especially at elevated temperatures.
For the above reasons, soft gold plating is superior for medical applications requirement biocompatibility. The noble characteristics of a pure soft gold deposit result in a passive coating that will not react with biochemistry within living organisms. In addition, the high purity of soft gold plating can produce a pore-free layer if plated to a sufficient thickness. Finally, the photo opacity of soft gold plating makes it an excellent candidate for devices such as catheters where visibility of components during medical procedures is a design requirement.
Temperature vs Contact Resistance
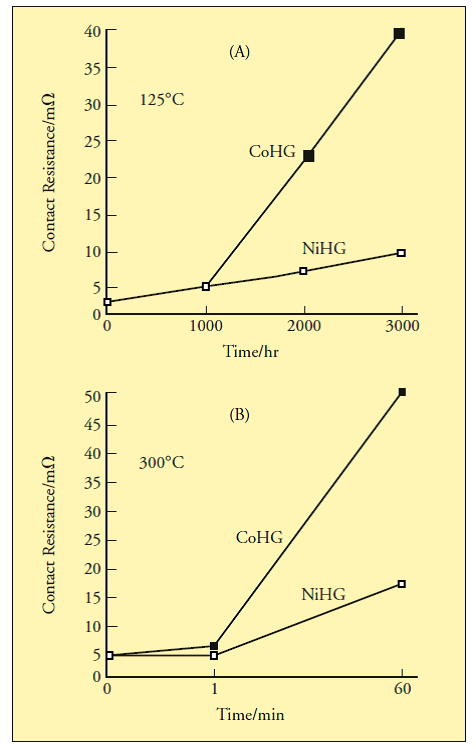
Figure 1: Contact resistance of Cobalt Hardened (CoHG) and Nickel Hardened (NiHG) gold deposits as a function of temperature and time.
Due to the high purity of soft gold plating, soft gold has a lower contact resistance when compared to hard gold plating. ASTM B4882 cites that the contact resistance of hard gold plating is as high as three times that to soft gold plating with Ohm per Square readings of 0.10 for hard gold plating vs 0.03 for soft gold plating.
For high temperature applications, hard gold plating will increase in contact resistance due to the accelerated formation of oxides and other compounds. Okinaka and Hoshino1 cited the increase in contact resistance of both cobalt and nickel hard gold plating as a function of temperature and time. It was found that significant increases in contact resistance occur after 1000 Hrs (41 days) at 125°C. This timeframe is reduced to only 1 minute if the service temperature is increased to 300°C.
Figure 1 illustrates the increase in contact resistance for both cobalt hardened gold (CoHG) and nickel hardened gold (NiHG) as a function of both temperature and time. The increased contact resistance of CoHG over time is believed to be due to the increased contact resistance of cobalt oxide as opposed to nickel oxide.
Appearances
The smaller and more refined grain structure of hard gold plating results in a finish that is more lustrous or “brighter” than that of soft gold plating. In addition, due to reduced hardness, soft gold plating is more susceptible to scratching and/or inconsistencies in finish due to burnishing or contact with other surfaces. Soft gold plating has a hardness of 90 HK25 maximum which by comparison is consistent with the hardness of a human fingernail. For these reasons, hard gold plating is generally recommended in applications where a more cosmetically appealing gold contact is required such as visible interconnect applications.
In addition to the proper selection of the gold plating, consideration should be given to the underplate. As noted above, an unbrightened sulfamate nickel plating is functionally superior for bonding and soldering applications. However, this unbrightened nickel deposit often results in a more matte gold finish that is less cosmetically pleasing. A bright electrolytic sulfate nickel or bright medium phosphorous electroless underplate deposited prior to hard gold plating will result in a bright gold deposit that is commonly associated with quality or superior functionality to the consumer. It is key to note that although bright gold deposits are more cosmetically pleasing, they are often not functionally superior; especially in bonding applications or flexing applications where a more ductile nickel underplate such as sulfamate nickel and soft gold offer superior bonding and ductility.
Summary: Hard Gold Plating vs Soft Gold
The above information is provided as a general guide when considering hard gold versus soft gold for an application. There are many additional considerations specific to each plating application that are beyond the scope of this article.
Advanced Plating Technologies offers extensive surface engineering support for gold plating or other applications. Reverse engineering of existing or failed applications and components is available to provide design assistance. Feel free to contact a member of APT’s technical sales team for further assistance at sales@advancedplatingtech.com or 414-271-8138.






























