




Plating on Plastics (PoP) requires specific surface pre-treatment steps to enable metallization.
 Konstantinos A. Pyrgakis, Eleni Poupaki, Michalis Kartsinis, Melina Psycha, Alexios Grigoropoulos, Dimitrios Zoikis-Karathanasis, and Alexandros Zoikis-Karathanasis.The conventional PoP industry utilizes hexavalent chromium (toxic, carcinogenic) and palladium (critical raw material) for surface etching and activation, respectively, raising significant health, environmental, and economic concerns.
Konstantinos A. Pyrgakis, Eleni Poupaki, Michalis Kartsinis, Melina Psycha, Alexios Grigoropoulos, Dimitrios Zoikis-Karathanasis, and Alexandros Zoikis-Karathanasis.The conventional PoP industry utilizes hexavalent chromium (toxic, carcinogenic) and palladium (critical raw material) for surface etching and activation, respectively, raising significant health, environmental, and economic concerns.
This work is based on a new Cr6+-free and Pd-free PoP technology that uses piranha (H2O2-H2SO4) solutions for surface etching, nickel salts for activation, and NaBH4 for reduction, ultimately forming metallic nucleation sites for downstream electroless plating and electroplating. A comprehensive modeling approach was developed to simulate and predict unit operation performance (reaction kinetics and yields) and material properties (contact angle and adhesion) across processing stages of the new technology. State-of-the-art and data-driven modeling revealed the combinatorial relationships among process performance, the achieved properties and the different settings of process operating conditions. The results also highlighted capabilities for tuning all processes over a range of conditions, reaching desired product specifications (adhesion and thickness). The models were constructed as a Decision Support Tool (DST) serving economic, environmental, safety and Safe and Sustainable by Design (SSbD) objectives. The DST can be used through a user-friendly interface that enables the insertion of user-defined inputs and monitoring of optimization results.
Original title: A Process Systems Engineering Approach to Model and Optimize Cr6+-Free and Pd-Free Plating on Plastics Technologies
1. Introduction
The Plating on Plastics (PoP) industry is continuously growing due to the exceptional properties of plastics (low cost and density, and easy machinability), which can be protected by a metallic coating to improve plastics’ wear and corrosion resistance and for aesthetic purposes. Since electrodeposition of metals on non-conductive plastics (e.g., ABS, PET, PLA) is not feasible, chemical pre-treatment is necessary prior to electroplating and is critical to ensure adhesion of a metallic layer on the plastic surface [1]. The conventional industrial practice first includes etching of the plastic surface with Cr6+-containing solutions to oxidize C=C double polymeric bonds, to form hydrophilic hydroxyl (-OH) and carboxyl (-COOH) groups and to increase surface area [1]. Secondly, Pd/Sn colloids are used for surface functionalization, catalyzing the chemical adsorption of Pd2+ by hydrophilic groups and Pd2+ reduction (Pd2+→Pd0) in the same bath. Finally, electroless plating is catalyzed by the surface Pd0 nucleation sites forming a first thin metallic layer, which next enables electroplating of the final metallic layer of the plastic [2]. However, there are significant concerns about the use of toxic and carcinogenic Cr6+ [3,4] and of Pd, a critical raw material [5], requiring alternative agents and processes capable of achieving the same, or even better, coating performance and adhesion. This work proposes a process systems engineering modeling approach to analyze and return optimal adhesion and coating performance based on a new environmentally friendly Cr6+-free and Pd-free PoP technology.
Unlike the advancements in the literature—these either focus on the replacement of Cr6+ with MnO2, KMnO4 or H2O2 oxidizing agents [6,7,8,9,10] or the replacement of Pd with cheaper Ag [2,11]—the core technology of this work addresses major safety, environmental, and economic concerns by simultaneously replacing Cr6+ with piranha solutions (H2O2-H2SO4) and Pd with nickel salts offering a double benefit for the PoP industry. However, the introduction of the increased complexity of multiple systems and chemistries in the PoP production lines raises critical questions about the design, scaling up and tuning of unit operations to meet the operational needs of plating facilities. In other words, new adaptive models and plug-and-play tools are required to capture the underlying physicochemical phenomena, to quantify their impacts on coating properties and to return technology design propositions quickly and robustly, ensuring maximum performance.
The formation of surface hydrophilic groups via piranha etching is crucial to next catalyze surface functionalization with nickel salts and eventually ensure high adhesion levels of the metallic coating on the plastic substrate. Moreover, the contact angle of etched plastics constitutes a key measure of the surface hydrophilicity (namely, the surface concentration of hydrophilic groups), indicating the maximum feasible number of potential anchoring points for the formation of metallic nuclei. In this scope, the existing literature does not offer systematic and evidence-based correlations of surface chemistry (hydrophilic groups), with the contact angle and adhesion properties as a function of implemented process operating conditions.
The existing literature either uses data-intensive models (e.g., thermodynamic-based) that require high precision and demanding analytical data that are hard to find and implement at experimental and industrial levels, or uses detailed computational simulation models (e.g., Computational Fluid Dynamics-CFD) that are not accessible to end-users and are unable to serve fast screening of alternative design settings. Data-demanding models use surface tensions across gas–liquid–solid phases for the prediction of contact angle and droplet stability [12], while other models use CFD [13,14] or surface-energy models discretized with finite differences [15]. Statistical analyses of adhesion in metal-based PLA implants were conducted to optimize coating parameters [16]; however, the technology is not directly relevant to the chemistries used by the PoP industry. Combinatorial insights between the contact angle and adhesion of nickel coating on ABS substrates can be inferred through the experimental data of Chen et al. [7], while the results of Zheng et al. [17] and of Wang and Zhang [18] revealed valuable indications about the relationship between contact angle and surface concentration of hydroxyls groups through surface tension and molecular dynamics simulations. However, the input data required by literature models remains out of the scope of unit operations and cannot be directly integrated into a process design framework (e.g., the optimization of piranha concentration, the etching time or the adhesion prediction).
This work solves practical challenges in modeling unconventional data relationships (like contact angle with adhesion, or hydrophilicity with formed nucleation sites) to systematically address the combinatorial insights between input operating conditions and output design variables and properties. In this scope, regression-based, data-driven and semi-mechanistic modeling concepts were exploited to explain etching, activation and reduction phenomena and to build unit operation and property prediction models. Conversely, the property prediction models can drive tuning of unit operations (e.g., baths concentrations, operating times, and applied currents) to ensure desired properties and optimal performance in terms of materials and energy used. To support decision-making and optimal unit operations, this work adopts a three-level performance framework that integrates environmental, safety, and economic criteria toward a holistic assessment. The performance criteria are apparently related to the operating conditions of the PoP process and are considered as objectives of an optimization model that is subject to the developed unit operations and property estimation equations. Finally, the optimization model was constructed as a user-friendly Decision Support Tool (DST) that receives user-defined specification targets and production requirements and returns optimal operating conditions and design settings to be used for everyday planning of operations, thus facilitating the smooth introduction of the new technology in the PoP industry.
2. Materials and Methods
2.1. Plastic Substrates Used in the Study
The polymer substrates used in this study were commercial flat plates manufactured by injection molding from plating-grade acrylonitrile–butadiene–styrene (ABS) material. Specifically, LG ABS MP220 supplied by LG Chem Ltd. (Seoul, Republic of Korea) was used due to its suitability for metallization and electroplating applications. Rectangular samples (dimensions: 50 × 30 × 2 mm) were used in all experiments, as shown in Figure 1.
Figure 1. ABS samples used in this study.
2.2. Overview of Novel PoP Technology
The novel technology is illustrated in Figure 2, where a Cr6+-free etching process was developed using piranha solutions (H2O2-H2SO4) for the formation of interconnected cavities and hydrophilic groups on the surface. The concentration of piranha solution (H2O2-H2SO4-H2O) and the etching time constitute key operating conditions to ensure high etching performance; namely, determine the quality of cavities and the surface concentration of hydrophilic groups. Next, a Pd-free activation process uses nickel acetate (Ni(CH3COO)2) to catalyze the chemical adsorption of Ni2+ (instead of Pd2+), functionalizing the plastic substrate. An additional advantage of this step is that the chemical nature of the nucleation sites (here is nickel) does not restrict the type of the final metallic layer, which could be Ni, Cu, Au, or other metals. The nickel acetate concentration in the activation bath is crucial for effective chemisorption of nickel ions by the hydrophilic groups. Since surface functionalization takes place in one step, an additional processing step is required for the reduction of nickel ions (Ni2+) into their metallic state (Ni0). The concentration of the reducing agents (NaBH4) and the immersion time define the extent of nickel reduction toward the formation of metallic nucleation sites. An electroless Ni-P plating step is next implemented for the development of the first conductive and homogeneous thin metallic layer (~5 μm) on the plastic substrate. No degrees of freedom are identified for this step in terms of optimizing coatings’ performance, since typical electroless recipes are considered. Finally, one or more electroplating steps are applied for the development of intermediate and final coating layers [19]. In this study, one electroplating step was considered for nickel plating, where the applied current and time constitute key operating parameters to achieve the desired coating thickness.
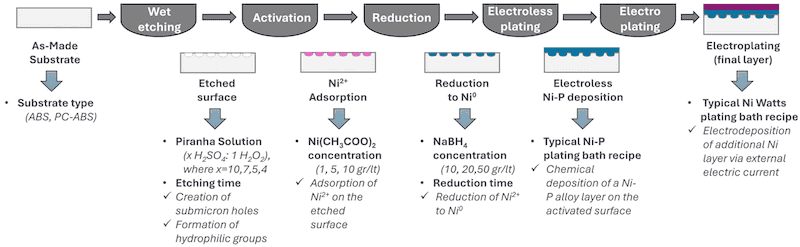
Figure 2. Processing steps and key design variables of the new Cr6+-free and Pd-free technology. Surface structure: Initial ABS substrate (grey rectangular); Etched surface (white holes); Ni2+ activated sites (pink holes); Reduced Ni0 sites (deep teal holes); Electroless nickel plated surface (deep teal layer); Electroplated surface with Nickel or other metal (purple layer).
2.3. Etching Processing Stage
A degreasing procedure [20,21] precedes the etching process to remove dust and undesired particles from the plastic surface that may negatively affect etching performance and contamination of the etching bath. The plastic matrix was immersed in an ultrasonication bath filled with a degreasing aqueous solution composed of commercial cleaning soap (15% anionic surfactants) for 5 min. The substrate was then rinsed with reverse osmosis water for the removal of the remaining soap from the surface. Next, the etching process took place to modify the chemical nature and morphology of the polymeric surface. The process took place in a 200 mL acidic bath containing a piranha solution (H2O2-H2SO4) as strong oxidizer catalyzing the cleavage of double polymer bonds and formulating the desired cavities similarly to how Cr6+ functions (Figure 3a). Etching was performed at room temperature (25 °C), within piranha solutions ranging from 1:4–1:10 (H2O2-H2SO4) and for operating times within 10–180 s. This experimental design covered a wide range of operating conditions, catching the whole spectrum of reaction phenomena from intensive etching (at 1:4) to moderate and smooth etching (at 1:10). Rinsing with reverse osmosis water followed each stage, including etching, activation, reduction, electroless plating and electroplating.
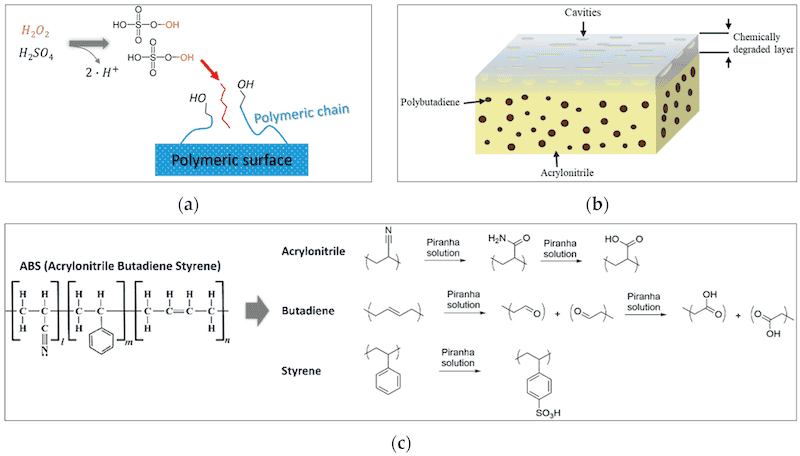
Figure 3. (a) Piranha activity on polymeric surface; (b) illustration of polymer surface chemical degradation; (c) potential reaction mechanisms of piranha with ABS monomers.
Cleaving of double bonds results in the creation of -COOH and -OH hydrophilic groups at the free open edges of the polymer chain. These groups constitute the precursor anchoring points between the polymeric surface and the metallic layer. The cleavage of butadiene bonds also spread inside the polymer body as spheres, resulting in the formation of micro- and nano-sized cavities (Figure 3b), improving the surface concentration of hydrophilic groups and enhancing the mechanical adhesion of the metallic layer. The set of key etching reactions of Figure 3c was considered for piranha etching of ABS. Intensive and uncontrolled etching could result in polymer degradation and poor adhesion of the coating. For this reason, the optimization of the etchant concentration and the etching time plays a critical role in reaching the desired surface properties, and thus, this work prepares a model to address such trade-offs and identify the best etching strategies.
2.4. Activation Processing Stage
The activation step builds the surface metal nucleation sites through immersion of the etched substrate into salt solutions using a 1st-row transition metal (e.g., Pd, Ni, or Cu). Several groups in the literature have proposed using Ni(II) salts, like NiSO4 [22] or Ni(CH3COO)2 [20,23]. In this work, nickel acetate (Ni(CH3COO)2) was used to catalyze the chemisorption of Ni2+ by hydrophilic groups of the etched surface toward the formation of nickel-based nucleation sites (Figure 4a), while the chemical identity of nucleation sites does not affect the selection of the final metallic coating. The activation stage was performed at 45 °C for three different nickel acetate concentrations (1, 5 and 10 g/L) and for 30 min, ensuring enough time for the system to reach adsorption equilibrium. A uniform distribution of the metal cations is desired to facilitate (at a next stage) the homogeneous growth of the metal coating.
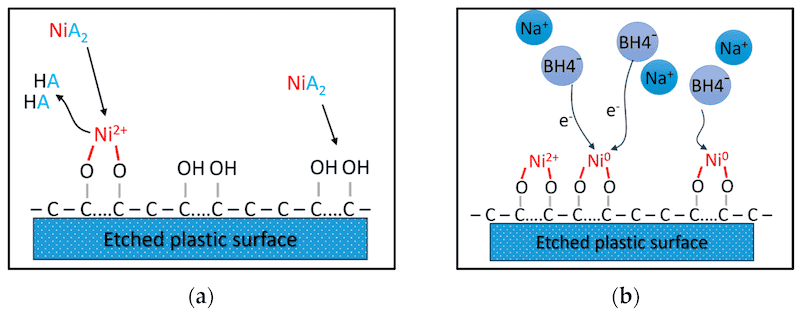
Figure 4. (a) Activation of etched surface with nickel acetate; (b) reduction of activated surface with NaBH4.
2.5. Reduction Processing Stage
In the case of the Pd/Sn colloid, both chemisorption and reduction of Pd are conducted in a one-step process. By contrast, in this work, where nickel cations were used for surface activation, a separate reduction step is required during which the sample is immersed in an aqueous solution of a strong reducing agent. In this stage, the adsorbed nickel cations are reduced (Figure 4b) to their metallic state, Ni0, forming the required nucleation sites where the metal coating will be chemically deposited in the following electroless step. The most common reducing agents are sodium and potassium borohydride (NaBH4, KBH4) [8,22,23]. In this work, NaBH4 was selected due to its well-established reducing power (E0 = −1.24 V vs. standard hydrogen electrode), its capability to reduce nickel cations to elemental nickel, and its relatively low price compared to the other reducing agents. The reduction stage was tested at room temperature (25 °C) and at three different concentrations (10, 20, 50 g/L) and reaction times (1, 5, 10 min).
2.6. Electroless Plating
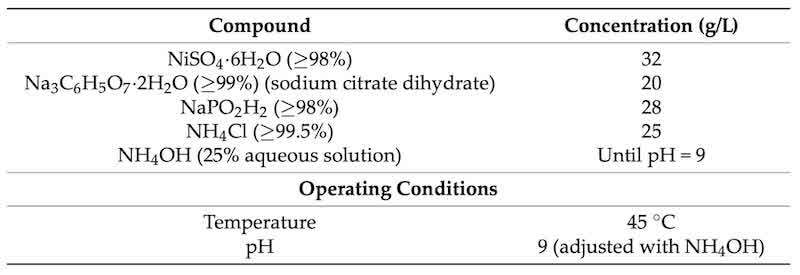
The next stage involves the chemical deposition of a Ni-P alloy layer (Figure 5a) on the reduced surface by immersing the sample into a nickel–phosphorus electroless bath, developing the first metallic layer in the absence of electric current. The typical recipe of Table 1 was implemented by including the metal salt (NiSO4·6H2O), a reducing agent (NaH2PO2) acting as an electron source for deposition, a complexing agent for the metal (Na3C6H5O7·2H2O), and a compound (NH4OH) for pH adjustment. Electroless plating forms a uniform, lustrous and conductive thin metallic layer of 5 μm on the substrate’s surface within 30 min of immersion. Besides nickel, other metals such as copper, gold or platinum can be used for electroless plating by altering the reducing agent (e.g., organoboron, hydrazine, formaldehyde); thus, new alloys or pure metal coatings can be achieved.
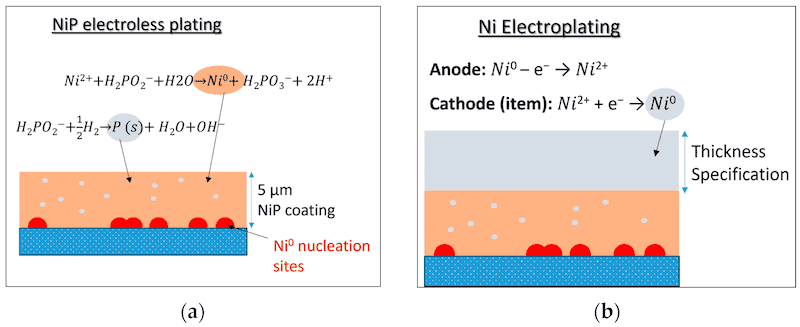
Figure 5. (a) Electroless plating of reduced substrate; (b) electroplating of the electroless plated substrate.
Table 1. Chemical composition and operating conditions of electroless Ni-P plating bath.
2.7. Electroplating
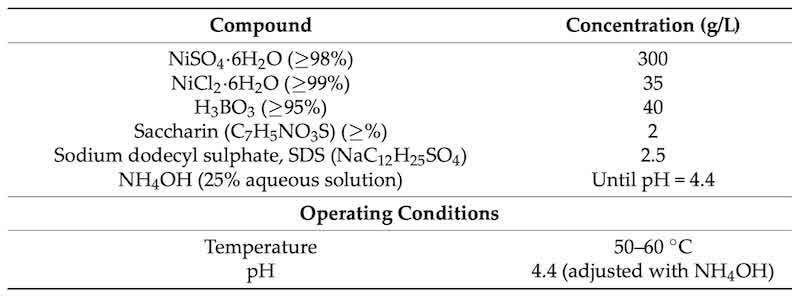
The conductivity of the Ni-P layer allows the deposition of extra metallic layers (e.g., Au, Cu and Ni) via electroplating to achieve the final desired surface properties (appearance, chemical resistance, mechanical strength, electromagnetic shielding, etc.). The standard nickel Watts electroplating bath of Table 2 was used to produce a pure nickel coating on top of the electroless Ni-P layer. The applied current density ranged within 1.3–1.7 A/dm2, and the plating time ranged within 0.5–2 h. A typical electroplating setup was utilized through an electrolyte solution to reduce dissolved metallic cations to their corresponding metallic atoms, which are then deposited on the substrate’s surface. The Ni-P plated substrate is implemented as the cathode of the electrolytic cell, while a solid block of Ni metal is used as the anode [24]. The aqueous solution contains the metallic cations and chemical compounds that improve the quality of the final coating and efficiency of the electroplating process. These compounds include weak acids or bases as buffering agents, organic additives (surfactants, brighteners, stress relievers and metal complexing agents) or even inorganic nanoparticles that improve mechanical properties. The type and the number of the electroplating steps may vary based on the specific end-user needs.
Table 2. Chemical composition and operating conditions of electroplating nickel Watts bath.
2.8. Safety Considerations
Special safety considerations are required for the preparation and handling of piranha solutions, which are highly oxidative and strongly exothermic upon mixing. In the present work, H2O2 was slowly added to H2SO4 immediately prior to use, while all treatments were conducted in open glass containers under appropriate ventilation and temperature monitoring to prevent uncontrolled reactions. Extra caution was taken to avoid contact of hot piranha solutions with organic materials, which may cause rapid heat and gas evolution, leading to hazardous environments. Personal protective equipment, including a face shield, chemical-resistant gloves and protective clothing, was used during all processing steps. After use, spent etching baths were allowed to cool and were subsequently neutralized through controlled dilution and alkaline treatment to reach near-neutral pH prior to disposal in accordance with applicable environmental regulations. During the reduction stage, NaBH4 solutions were handled under controlled conditions and adequate ventilation due to their strong reducing character and potential hydrogen evolution. After use, residual NaBH4 solutions were neutralized by controlled dilution followed by gradual acidification to ensure safe hydrolytic decomposition prior to disposal in accordance with applicable environmental and safety regulations.
3. Results
3.1. Property and Unit Operation Models
3.1.1. Contact Angle Property Prediction
The contact angle was considered as an equivalent measure of the surface concentration of hydrophilic groups reflecting the activity of piranha solution in the cleavage of polymeric bonds and the extent of etching reactions. The experimentally measured contact angles of each etched ABS substrate for different piranha solutions and etching times are presented in Table 3. Moreover, the initial contact angle of the untreated ABS substrate was measured at 86.67°. To ensure reproducibility and reliability of the experimental data, each experimental condition was repeated at least 3 times, and the reported values correspond to the mean measurements. This practice was followed for all experimental tests performed for etching, activation, reduction, and plating steps. The experimental variability was evaluated through the calculation of standard deviation for key parameters, including contact angle, coating adhesion and deposited mass. Instrumental uncertainties were considered according to the specifications of the measurement devices used (e.g., contact angle goniometer and adhesion testing system). Outliers were identified through consistency checks across repeated measurements and were excluded only when clear experimental anomalies were observed, such as measurement instability or sample defects. This approach was adopted to improve the robustness of the developed regression and kinetic models. The etching performance at different piranha concentrations and etching times can also be visually assessed using the sample images in Figure 6 after each step. In contrast, visual identification of differences among plated samples is limited due to the similarity of samples with similar outer metal finishes.
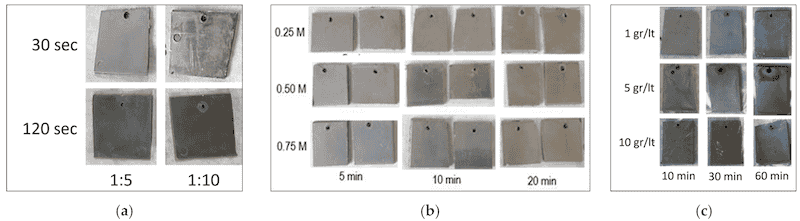
Figure 6. Samples’ images after (a) etching, (b) activation and (c) reduction of ABS.
Table 3. Experimental results of etching ABS substrates at different conditions (piranha solutions and times) and achieved contact angle after etching.
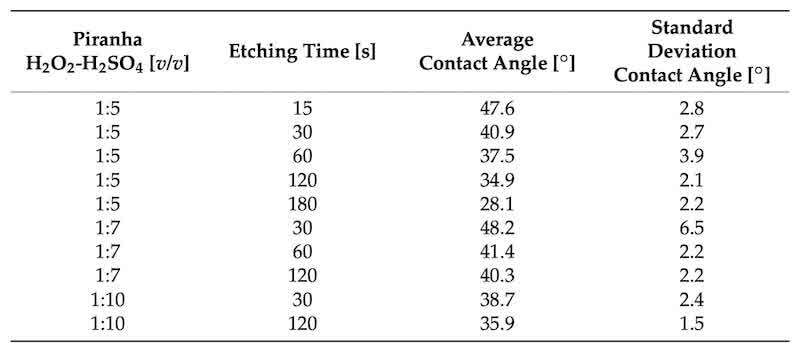
Given the dataset of Table 3, a regression-based model has been developed to predict the contact angle of etched plastics as a function of the piranha concentration and the etching time. The model indirectly embeds the reaction mechanisms of piranha on ABS substrates, in a similar sense that the etching kinetic model does; only that this model predicts contact angle instead of the actual hydrophilic groups concentrations.
Two main mechanisms have been considered regarding the reaction of H2O2 with H2SO4, and their etching activity, where both mechanisms result in the formation of oxygen (O∙) and hydroxyl (∙HO) radicals featuring the oxidative nature that alters the nature of the plastic surface. One mechanism (Equation (1)) is based on the formation of Caro’s acid (H2SO5), which further decomposes into ∙HO radicals. The other mechanism (Equation (2)) produces hydrated hydrogen ions and atomic oxygen (O∙), whose activity is crucial in cleaving polymeric C=C bonds toward the formation of hydroxyl and carboxylic groups on the polymer’s edges [25,26,27].
H2SO4 + H2O2 ⇌ H2SO5 + H2O → H2O + HSO3O∙ + ∙HO (1)
H2SO4 + H2O2 → H3O+ + HSO4− + O∙ (2)
Both mechanisms are driven by a 1:1 stoichiometry for H2O2 and H2SO4. In all experiments (Table 3), an excess of H2SO4 was utilized (>7.4 moles H2SO4 per mole of H2O2), ensuring that the containing H2O2 molecules are adequately utilized toward the formation of the required O∙ and ∙HO radicals driving etching reactions. As a result, a H2O2 concentration was selected as the first key regression variable of the etching model, while etching time was the second key reaction variable.
For the modeling of contact angle, this work was inspired by the DIPRR EQ101 formulation—that is 𝑓(𝑥)=exp(𝐴+𝐵𝑥+𝐶·𝑙𝑛(𝑥)+𝐷·𝑥𝐸)—due to its efficiency in adopting complex behaviors by incorporating different non-linear and adaptive terms. Based on DIPRR EQ101, contact angle (𝐶𝐴) was first expressed as a function of time (𝑡) as:
𝐶𝐴=exp(𝐴+𝐵(𝑡+1)+𝐶·𝑙𝑛(𝑡+1)+𝐷·(𝑡+1)𝐸) (3)
where time is embedded in the form of (𝑡+1) to ensure validity of the equation at 𝑡=0 s, while 𝐴, 𝐵, 𝐶, 𝐷,𝐸>0 are variables that incorporate the effects of [H2O2] and the nature of the material. Key considerations for Equation (3) include (i) negative first derivative due to decreasing 𝐶𝐴 with time, and (ii) 𝐶𝐴 is equal to the contact angle of the untreated polymer (𝐶𝐴0) at 𝑡=0 s. As a result:
𝐶𝐴′=𝐶𝐴·[−𝐵(𝑡+1)2+𝐶𝑡+1+𝐷·𝐸·(𝑡+1)𝐸−1]<0⇒⠀−𝐵(𝑡+1)2+𝐶𝑡+1+𝐷·𝐸·(𝑡+1)𝐸−1<0⇒⠀
𝐵>(𝑡+1)·[𝐶+𝐷·𝐸·(𝑡+1)𝐸] (4)
If 𝐶, 𝐷,𝐸>0, then Equation (4) implies that 𝐵 strictly increases with time (lim𝑡→∞𝐵=∞), which is not valid, since 𝐵 is independent of time and is fixed by fixing [H2O2] and the type of material. As a result, the right part of Equation (4) is redefined resulting in zero—either due to 𝐶=0 and 𝐷=0 or 𝐶=0 and 𝐸=0—and thus, Equation (4) reduces in the form of:
𝐶𝐴=exp(𝐴+𝐵(𝑡+1)) 𝑜𝑟 𝐶𝐴=exp(𝐴+𝐵(𝑡+1)+𝐷) (5)
At 𝑡=0 s, 𝐶𝐴=𝐶𝐴0, and Equation (5) returns:
𝐶𝐴0=exp(𝐴+𝐵) 𝑜𝑟 𝐶𝐴0=exp(𝐴+𝐵+𝐷)⇒⠀𝐴=𝑙𝑛(𝐶𝐴0)−B 𝑜𝑟 𝐴=𝑙𝑛(𝐶𝐴0)−B−D (6)
By replacing 𝐴 in Equation (6) in Equation (5), both forms of Equation (5) result in the common final form of:
𝐶𝐴=𝐶𝐴0·𝑒𝑥𝑝(−𝐵·𝑡𝑡+1) (7)
Next, the DIPPR EQ101 was also used (for the same reasons) for the expression of 𝐵 as a function of [H2O2] and the type of material as:
𝐵=exp(𝐴′+𝐵′[H2O2]+𝐶′·𝑙𝑛([H2O2])+𝐷′·([H2O2])𝐸′) (8)
where the parameters 𝐴′,𝐵′,𝐶′,𝐷′,𝐸′ are material-dependent and [H2O2] is defined by the concentration of the piranha solution, without excluding the option of water dilution of piranha. Equation (8) is subjected to an additional condition according to which there is an optimal piranha solution (C) where contact angle reaches a minimum value at theoretically infinite etching time. This assumption is valid, since below C etching becomes less effective, while above C etching starts being aggressive, resulting in uncontrolled etching. Based on experimental data of Table 3, the lowest contact angle is observed at 1:5 piranha solution, which is 𝐶=1.62 mol/L. The first derivative of 𝐶𝐴 by [H2O2] should be equal to zero at [H2O2]=C.
𝑑𝐶𝐴𝑑[H2O2]|⠀[H2O2]=C=0 (9)
Based on Equation (7) and considering the effects of [H2O2] through Equation (8), Equation (9) is transformed into:
Since all terms of Equation (10) are non-zero except for the last one, these terms must be equal to zero as follows:
−𝐵′C2+𝐶′C+𝐷′𝐸′·C𝐸′−1=0⇒⠀𝐵′=𝐶′·C+𝐷′𝐸′·C𝐸′+1 (11)
Equation (11) explains that at least one parameter of Equation (8) can be eliminated, and thus, Equation (8) is finally transformed into:
The overall 𝐶𝐴 model comprises Equations (7) and (12), where the parameters 𝐶𝐴0, 𝐶, 𝐴′, 𝐶′, 𝐷′ and 𝐸′ are material-dependent—with 𝐶𝐴0 and 𝐶 being experimentally defined—while 𝑡 and [H2O2] constitute the independent variables of the etching process. The 𝐶𝐴 model (Equations (7) and (12)) was fitted with 𝑅2=0.9647, yielding parameter estimation as follows: 𝐶0𝐴=86.67, 𝐶−−=1.62, 𝐴′=86.30, 𝐶′=−38.94, 𝐷′=552.29, and 𝐸′=−1.09.
3.1.2. Surface Concentration
As mentioned in the literature [22,28,29], the contact angle is considered inversely proportional to the surface concentration of hydrophilic groups, as illustrated in Figure 7a. To model this effect—namely, contact angle approaching a minimum feasible value (𝐶𝐴𝑚𝑖𝑛) at maximum hydrophilic group concentration [𝑂𝐻]—the following model was initially devised:
𝑑𝐶𝐴𝑑[𝑂𝐻]=𝑘1·(𝐶𝐴−𝐶𝐴𝑚𝑖𝑛) (13)
![Figure 7. (a) Correlation between surface concentration of hydrophilic groups [OH] with contact angle (CA); (b) fitted data relating [OH] with CA.](/images/images/whitepapers/Cr6Pop/7.png)
Figure 7. (a) Correlation between surface concentration of hydrophilic groups [OH] with contact angle (CA); (b) fitted data relating [OH] with CA.
When Equation (13) is integrated at boundary conditions (𝐶𝐴=𝐶𝐴0 at [𝑂𝐻]=0), then Equation (14) is returned, which is next used (Equation (15)) to relate [𝑂𝐻] between two different states (1 and 2) as a function of the respective contact angles measured in each state. Equation (15) is powerful since it reveals significant insights regarding [𝑂𝐻].
𝑙𝑛(𝐶𝐴−𝐶𝐴𝑚𝑖𝑛𝐶𝐴0−𝐶𝐴𝑚𝑖𝑛)=𝑘1·[𝑂𝐻] (14)
𝑙𝑛(𝐶𝐴2−𝐶𝐴𝑚𝑖𝑛𝐶𝐴0−𝐶𝐴𝑚𝑖𝑛)𝑙𝑛(𝐶𝐴1−𝐶𝐴𝑚𝑖𝑛𝐶𝐴0−𝐶𝐴𝑚𝑖𝑛)=[𝑂𝐻]2[𝑂𝐻]1 (15)
Equation (15) was used to model contact angle before (state 1) and after (state 2) activation, while 𝐶𝐴𝑚𝑖𝑛= 27.82° and 𝐶𝐴0 = 86.67°. Thus, 𝐶𝐴1 was used for the contact angle of the etched substrate and 𝐶𝐴2 for the activated substrate. It is assumed that after enough activation times (>120 min), an equilibrium is reached by the system. This assumption is also experimentally observed, since contact angle fluctuations during activation are suppressed at high processing times, and the contact angle converged. Given the total activation reaction, 𝑁𝑖𝐴2+2 𝐶𝑂𝐻→𝐶𝑂𝑁𝑖𝑂𝐶+2 𝐻𝐴, where 𝑁𝑖𝐴2 is nickel acetate, 𝐶𝑂𝐻 are the free hydroxy/carboxyl groups that adsorb Ni2+, 𝐶𝑂𝑁𝑖𝑂𝐶 reflects the formulation of adsorbed Ni2+ and 𝐻𝐴 is the hydrogenated acetate group, the equilibrium can be developed as:
𝐾𝑒𝑞=∏[𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑠]𝜈∏[𝑟𝑒𝑎𝑐𝑡𝑎𝑛𝑡𝑠]𝑚=𝑎·𝑎2([𝑁𝑖𝐴2]−𝑎)·([𝑂𝐻]2)2 (16)
where [𝑁𝑖𝐴2] is the initial concentration of the activation bath [mol/L]; 𝑎 is the amount reacted 𝑁𝑖𝐴2 (mol/L); [𝑂𝐻]1 and [𝑂𝐻]2 are the initial and final surface concentrations of hydroxyl groups before and after activation (mol/cm2); and 𝐾𝑒𝑞 is estimated by 𝛥𝐺0𝑟𝑒𝑎𝑐𝑡=−𝑅𝑇·𝑙𝑛(𝐾𝑒𝑞), where 𝛥𝐺0𝑟𝑒𝑎𝑐𝑡 was calculated based on the 𝛥𝐺0𝑐𝑜𝑚𝑝 of reaction components provided by property libraries and the use of group contribution methods.
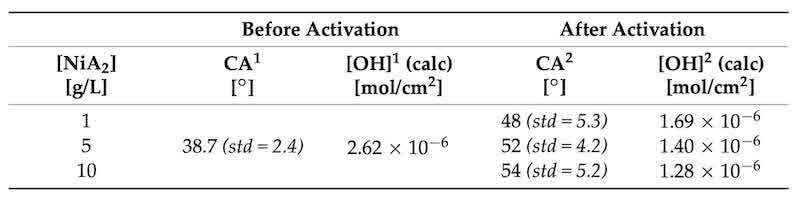
Provided that [𝑂𝐻]2=[𝑂𝐻]1−2·𝑎, Equations (15) and (16) are solved toward the estimation of [𝑂𝐻]1 and 𝑎. Furthermore, by solving Equations (15) and (16) for different activation conditions (e.g., [𝑁𝑖𝐴2] = 1, 5 or 10 g/L), different hydroxyl concentrations before activation [𝑂𝐻]1 can be estimated. This is inconsistent given that [𝑂𝐻]1 is a characteristic feature of the etched substrate. However, the different [𝑂𝐻]1 values appear a second-order relationship with [𝑂𝐻]2[𝑂𝐻]1 in the form of [𝑂𝐻]2[𝑂𝐻]1=𝑎1·𝑙𝑛([𝑂𝐻]1)+𝑎2, where 𝑎1=−0.081 and 𝑎2=−0.040 are fitting parameters. This expression is used to correct and align the different [𝑂𝐻]1 predictions. In the absence of activation, [𝑂𝐻]2[𝑂𝐻]1=1, and, thus [𝑂𝐻]1=𝑒1−𝑎2𝑎1, which returns a single [𝑂𝐻]1 value for the etched plastic. Based on the corrected [𝑂𝐻]1, [𝑂𝐻]2 can be estimated through Equation (15), and the results are summarized in Table 4.
Table 4. Experimentally measured contact angle and calculated concentrations of hydrophilic groups before and after activation. The standard deviation (std) of the experimental data is reported in italics.
Given the results of Table 4, the initially considered Equation (13) can be revised, taking advantage of the linear relationship that was observed in Table 4 for 𝑑[𝑂𝐻]𝑑𝐶𝐴 as a function of [𝑂𝐻]. 𝑑[𝑂𝐻]𝑑𝐶𝐴 can be computed as discrete differences (𝛥[𝑂𝐻]𝛥𝐶𝐴) of the estimated [𝑂𝐻] and the experimentally measured 𝐶𝐴, resulting in the satisfying linear regression (R2 = 0.9998) of Figure 7b and Equation (17). Integration of Equation (17) results in the final valuable correlation of [𝑂𝐻] with 𝐶𝐴, which can be used to approximate the hydrophilic group’s surface concentration based on the experimentally measured contact angle.
𝑑[𝑂𝐻]𝑑𝐶𝐴=−0.03427·[𝑂𝐻]−0.0000000456⇒∫⠀𝑙𝑛(751,510·[𝑂𝐻]+1)=−0.03427·(𝐶𝐴−𝐶𝐴0) (17)
3.1.3. Activation Process Models
The purpose of the activation model is to estimate the surface concentration of adsorbed nickel, which plays a crucial role in downstream plating. Given that 2 moles of hydrophilic groups adsorb 1 mol of Ni2+, the concentration of nucleation sites ([𝐶𝑂𝑁𝑖𝑂𝐶]) can be calculated as [𝐶𝑂𝑁𝑖𝑂𝐶]=([𝑂𝐻]1−[𝑂𝐻]2)2. Based on the experimental data of Table 4, a non-linear approximation was built for the estimation of [𝑂𝐻]1[𝑂𝐻]2 as a function of [𝑁𝑖𝐴2] (Figure 8). The fitted line of Figure 8 should strictly intersect the Y-axis at 1 to ensure that no activation occurs at [𝑁𝑖𝐴2] = 0, and thus, the hydrophilic groups concentration remains unaffected. Equation 18 describes the fitted line of Figure 8, effectively describing activation performance as a function of activation agent concentration, with an R2 value approaching 1.
[𝑂𝐻]2=[𝑂𝐻]10.5524·[𝑁𝑖𝐴2]0.2791+1 (18)
![Figure 8. Fitted data relating [OH] before and after activation with [NiA2].](/images/images/whitepapers/Cr6Pop/8.png)
Figure 8. Fitted data relating [OH] before and after activation with [NiA2].
3.1.4. Reduction Process Kinetics
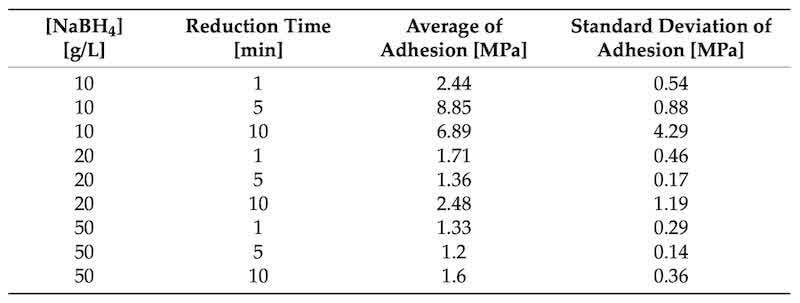
Reduction produces the final anchoring sites (Ni0) between the plastic and the metal layers, and the defining adhesion of the metallic layer on the plastic substrate was measured. A reduction kinetic model was developed to address the desired reduction of Ni2+ sites into their metallic state (Equation (19)) as well as undesired side reactions (Equation (20)), which are expected to either cover nucleation sites or limit the effectiveness of redox reactions (e.g., 𝑁𝑖2+ and 𝐵𝐻−4), thus inhibiting and limiting nickel reduction. The formation of affecting by-products can be hypothesized through SEM/EDS analyses results (Figure 9 and Table 5), where sodium from NaBH4 is observed on the reduced surface and through decreasing coating adhesion at higher NaBH4 concentrations (Table 6). There are several alternative phenomena that may explain lower adhesion due to the presence of sodium, like blocking and co-existence with nickel nucleation sites or the formation of chemical complexes and limiting redox reactions, which can inhibit the formation of Ni0 sites, or even limit chemical bonding of Ni0 anchoring sites with the Ni-P layer. Under these conditions, the balancing of reduction and side reactions is necessary to maximize adhesion benefits. Reduction of activated samples was tested at 10, 20 and 50 g/L of NaBH4 and at 1, 5 and 10 min of operation. Each reduced sample was plated using the same electroless and electroplating recipes and conditions, and the adhesion of the metallic layer was measured (in MPa) using the Pull-Off Adhesion Test method (Figure 10).
𝑁𝑖2++2 𝐵𝐻−4+6 𝐻2𝑂→𝑁𝑖0+2 𝐵(𝑂𝐻)3+7 𝐻2 (19)
𝑁𝑖2++𝑁𝑎𝐵𝐻⠀4→𝐻2+𝑏𝑦𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑠 (20)
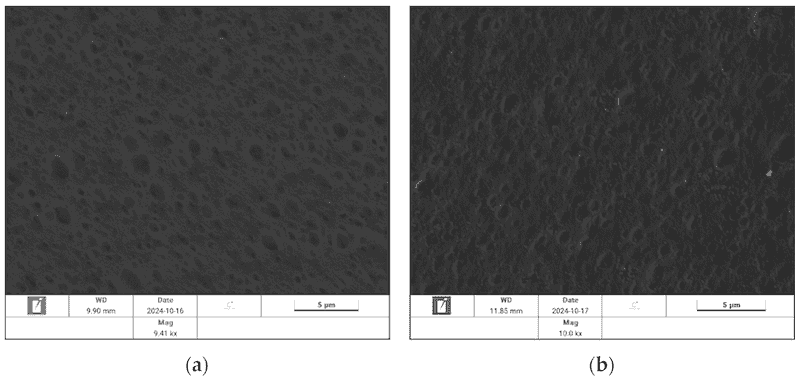
Figure 9. SEM/EDS analysis of (a) activated ABS sample (before the reduction) and (b) activated and reduced ABS (right after reduction).
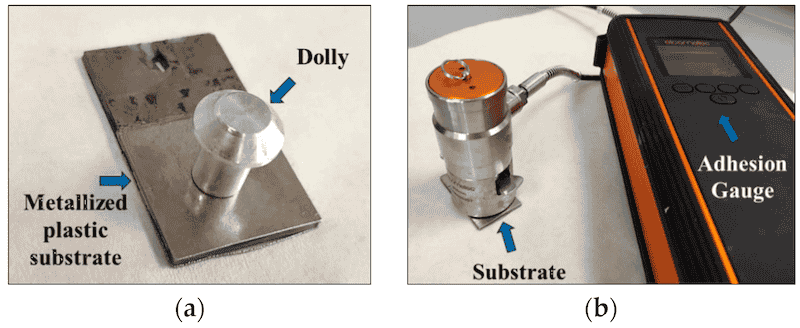
Figure 10. (a) Ni-Watts electroplated plastic substrate with glued dolly; (b) Mounting of the pull-off adhesion gauge to measure adhesion.
Table 5. Surface elemental composition before and after activation.
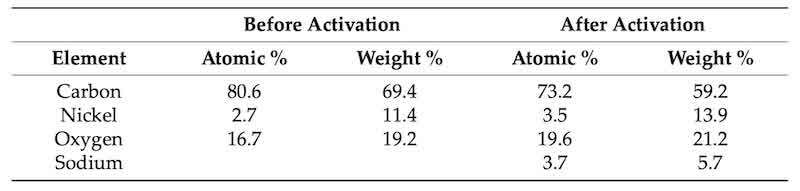
Table 6. Experimental results for different conditions of surface reduction stage.
An evolutionary procedure was followed to build the terms of the reduction kinetic model of Equation (21). The model features dependencies on both reagents (Ni2+ and NaBH4) and addresses competitiveness with undesired reactions (Equation (20)) at high NaBH4 concentrations. It is noteworthy that [NaBH4] in Equation (21) refers to sodium borohydride that is consumed by the desired reaction toward nickel reduction.
𝑑([Ni2+])𝑑𝑡=−𝑘2·[Ni2+]·[NaBH4]1+𝑘3·[NaBH4]2 (21)
In these terms, the kinetic parameters 𝑘2 and 𝑘3 constitute the reaction rate constants that describe the two different aspects of the reaction mechanism. The parameter 𝑘2 reflects the apparent reduction rate and reflects the intrinsic kinetics of the reaction, typically associated with electron transfer. In contrast, 𝑘3 accounts for non-ideal behavior such as saturation or inhibition effects, related to adsorption phenomena, competition, intermediate species formation, or surface blocking. As a result, the model deviates from simple power-law kinetics and resembles a Langmuir type of expression. At low NaBH4 concentrations, the reaction follows second-order kinetics, while at higher NaBH4 concentrations, undesired phenomena become significant, leading to a reduction of the overall rate and a reduction of NaBH4 consumed for nickel reduction.
The reduction kinetic model was fitted against adhesion measurements, as an equivalent measure of the reduced nickel concentration ([Ni0]), which is equal to the difference between the initial and final [Ni2+]. In this scope, the surrogate model of Equation (22) was devised to relate [Ni0] with the adhesion (𝐴𝐷) property of the plated plastic substrate. The model was inspired by the Langmuir saturation model and is used to appropriately describe the convergence of adhesion to a maximum feasible value (AD) as surface concentration of nucleation sites ([Ni0]) increases, with parameter 𝑁controlling how quickly the system can approach convergence at increasing [Ni0]. The highest adhesion value that was observed across all experiments (including triplicates) was AD=8.85 MPa.
𝐴𝐷=AD𝑚𝑎𝑥·𝑁·[Ni0]1+𝑁·[Ni0] (22)
The combined model of Equations (21) and (22) was fitted against the experimental data of Table 6 to minimize the root mean square error. Figure 11 presents the fitting of the predicted adhesion values versus the experimentally measured values, while the fitting parameters were estimated at 𝑘2=141 ltsec·mol, 𝑘3=1,517,722 ltmol and 𝑁=7,491,888 cm2mol. Moreover, the data processing procedure shown in Figure 12 can be further optionally implemented to re-map the calculated adhesion values of Figure 11 and improve the accuracy of the adhesion model with a more conservative perspective than that of Figure 11 to avoid overestimations of adhesion that may result in defective coatings that fall below the expected adhesion specifications.
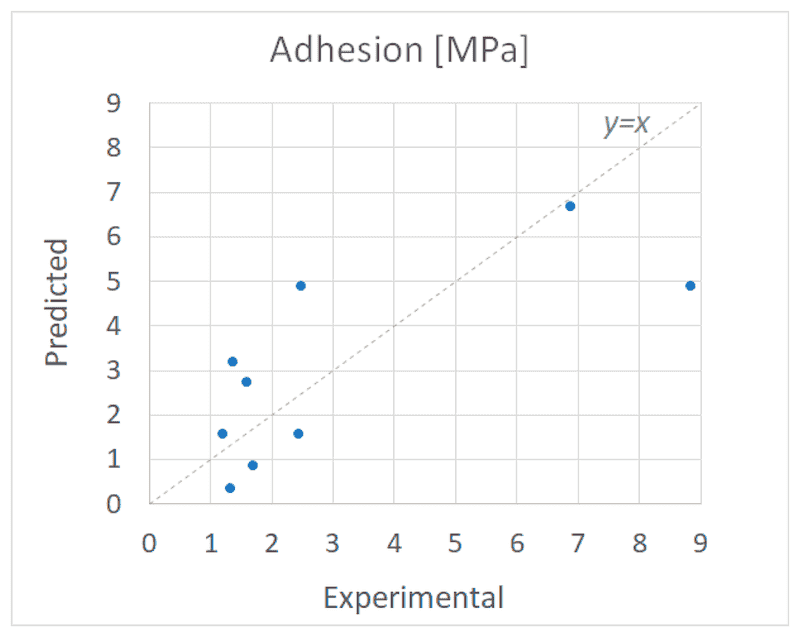
Figure 11. Experimentally measured and computationally predicted adhesion values.
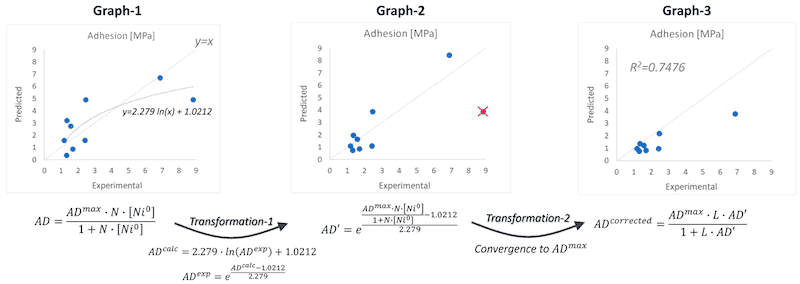
Figure 12. Re-mapping model showing predicted adhesion values against the experimentally measured values.
A logarithmic trendline appears to provide the best fit for the data points in Figure 11; the trendline is presented in Graph-1 of Figure 12. An inverse function of this correlation (Transformation-1 of Figure 12) explains the correction of the calculated adhesion values to meet experimental values. Thus, an updated version of the adhesion model—this is the function 𝐴𝐷′ under Graph-2 of Figure 12—is developed and solved along with the reduction kinetics (Equation (21)), resulting in the new fitting of Graph-2 of Figure 12. The total absolute distance of the data points from the y = x line in Graph-2 is 8% smaller than that of Graph-1; thus, Transformation-1 improved adhesion predictions. Most distant points from the y = x line could be excluded (e.g., the point excluded in Graph-2) to further improve the total absolute distance. Finally, another transformation (Transformation-2) is required to restore the ability of the initial adhesion model to converge toward AD𝑚𝑎𝑥. For this purpose, the same modeling concept of Equation (22) is implemented for the updated adhesion model (𝐴𝐷′), resulting in Equation (23):
𝐴𝐷𝑐𝑜𝑟𝑟𝑒𝑐𝑡𝑒𝑑=AD𝑚𝑎𝑥·𝐿·𝐴𝐷′1+𝐿·𝐴𝐷′=AD𝑚𝑎𝑥·𝐿·𝑒𝐴𝐷−1.02122.2791+𝐿·𝑒𝐴𝐷−1.02122.279 (23)
where 𝐴𝐷 is calculated by Equation (22).
The final system of Equations (21)–(23) was regressed against the experimental data of Table 6, resulting in the fitting of Graph-3 in Figure 12 (R2 = 0.7476) and estimation of the model parameters as follows: 𝑘2=6.67 𝑙𝑡𝑠𝑒𝑐·𝑚𝑜𝑙 and 𝑘3=51,922,172 𝑙𝑡𝑚𝑜𝑙 for Equation (21), 𝑁=2,308,308,506𝑐𝑚2𝑚𝑜𝑙 for Equation (22), and 𝐿=0.104 for Equation (23). The new set of the predicted adhesion values in Graph-3 of Figure 12 is significantly improved and more conservative compared with the predictions in Figure 11.
3.1.5. Coating Thickness
For the estimation of the thickness of the final coating developed through electroplating, a growth rate-based model was considered for the electrodeposition of the metallic layer. The model estimates the actual plated mass (𝑚𝑎𝑠𝑠𝑟𝑒𝑎𝑙) as a function of the theoretical mass (𝑚𝑎𝑠𝑠𝑡ℎ𝑒𝑜), defined based on the applied current and the plating time as follows:
𝑚𝑎𝑠𝑠𝑟𝑒𝑎𝑙=𝑚𝑎𝑠𝑠𝑡ℎ𝑒𝑜·(1−𝑒−𝑔𝑟·𝑡) (24)
where 𝑔𝑟 is the growth rate constant and 𝑡 is the plating time. The theoretically maximum feasible mass that could be deposited is estimated as 𝑚𝑎𝑠𝑠𝑡ℎ𝑒𝑜=𝐼·𝑆·𝑡·𝑀𝑊𝑛·𝐹, where 𝐼 is the current density (A/dm2), 𝑆 the surface (dm2), 𝑀𝑟 the molecular weight of the applied metal (58.69 g/mol for Ni), 𝑛 the number of electrons per metal ion (2 for Ni) and 𝐹 the Faraday constant (96,485 C/mol).
Equation (24) was transformed as a function of 𝑔𝑟=𝑓(𝑚𝑎𝑠𝑠𝑟𝑒𝑎𝑙) and was fitted against the experimental data of Table 7, resulting in growth rates for different current densities and operating times. Accordingly, a second-order effect of the current density on growth rate was observed (Figure 13) and provides good fitting (R2 = 0.9815), resulting in the expression 𝑔𝑟=0.0091·𝐼2+0.0268·𝐼+0.0197. Finally, the thickness (𝑇𝐻) of the electroplated metallic layer can be estimated by 𝑇𝐻=𝑚𝑎𝑠𝑠𝑟𝑒𝑎𝑙𝜌·𝑆=𝑚𝑎𝑠𝑠𝑡ℎ𝑒𝑜·(1−𝑒−(0.0091·𝐼2+0.0268·𝐼+0.0197)·𝑡)𝜌·𝑆, where 𝜌 is the density of the metallic layer (8.9 kg/L for nickel) and 𝑆 is the surface of the substrate.
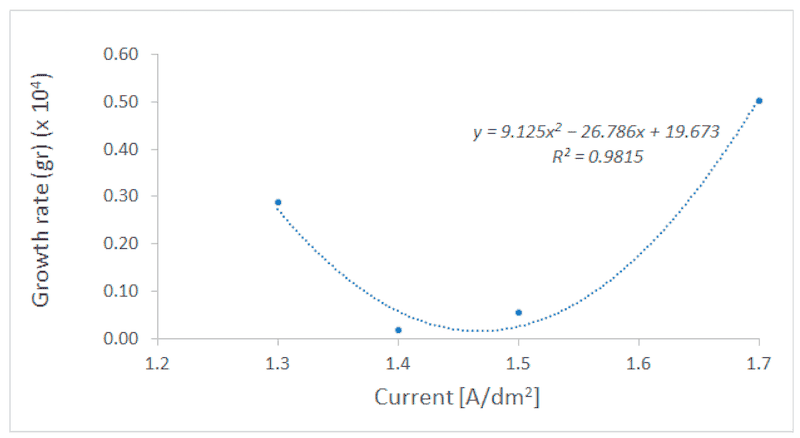
Figure 13. Fitted data relating electroplating growth rate with applied current densities.
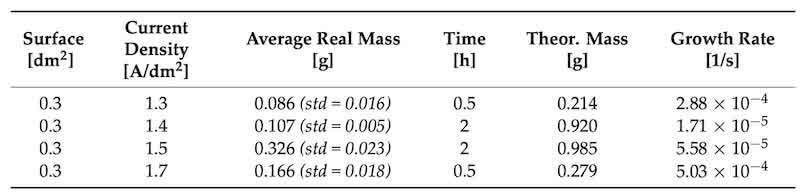
Table 7. Electroplating experimental results over different current densities and time. The standard deviation (std) of the experimental data is reported in italics.
3.2. Optimization Framework
Based on the process and property prediction models of Section 3.1, an optimization tool was developed to simulate, scale up and optimize the design and operating conditions of all processing stages of the novel PoP technology. The optimization tool works as a Decision Support Tool to consult and support end-users for research and deployment (plating shops) purposes. The mathematical formulation of the DST is presented in Table 8 and offers alternative expressions for the objective function supporting the different user-defined design needs. Specifically, each objective function was developed as a linear estimator of cost, environmental, or safety indexes, as well as a combination of all three indexes expressing a holistic view of Safe and Sustainable by Design (SSbD) performance. The optimization model involves non-linear constraints, and the problem can be solved using NLP solvers, such as the Generalized Reduced Gradient that was used in this work.
Table 8. DST optimization model.
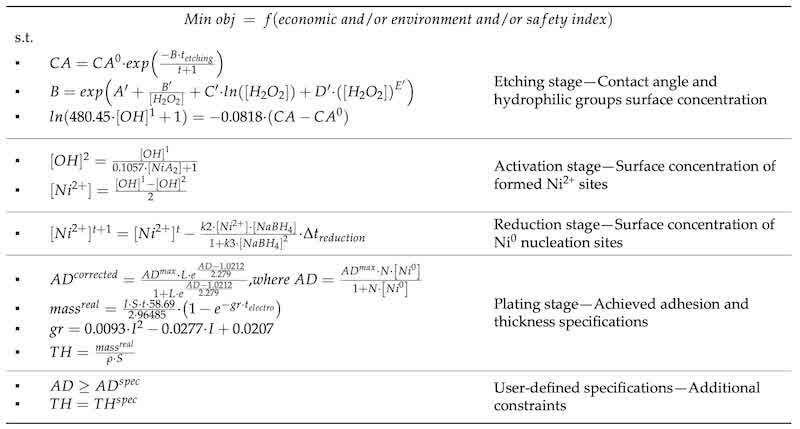
The parameters of the DST in Table 8 were prepared for plating on ABS. The constraints of the optimization model include 10 equalities related to process unit operations and property prediction models, as well as two extra constraints (last row of Table 8) that embed user-defined adhesion (𝐴𝐷𝑠𝑝𝑒𝑐) and thickness (𝑇𝐻𝑠𝑝𝑒𝑐) specifications of the metal coating. The three user-defined inputs for the execution of the DST include:
- The number of items and surface [cm2] per item for processing;
- The baths’ volume [lt] considering the same volume for all processing steps (etching, activation, reduction, electroless plating and electroplating); and
- The adhesion [MPa] and thickness [μm] specifications of the plated items.
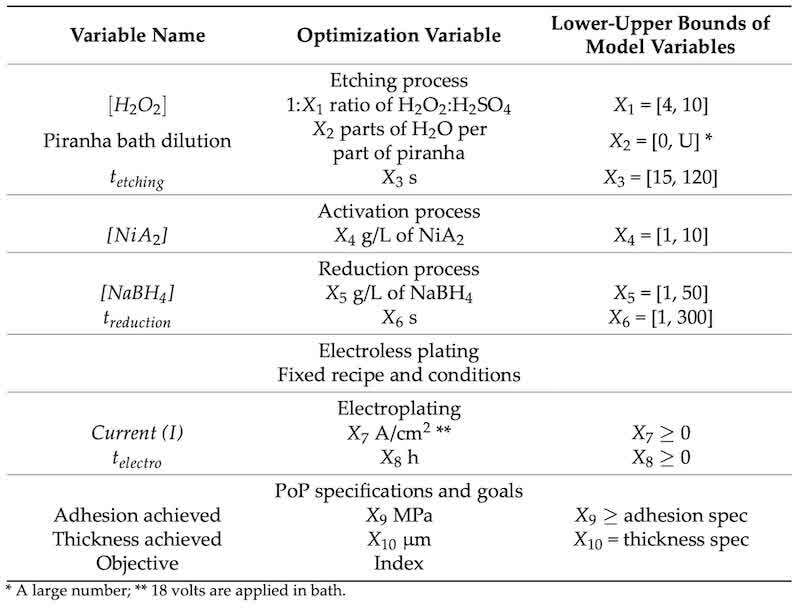
The outcomes of the DST include the optimal conditions for each processing step as summarized in Table 9. The upper and lower bounds of process variables are considered based on the operation boundaries tested in experimental runs to avoid uncertainty due to extrapolation of conditions.
Table 9. Optimization variables and generated results of DST.
Alternative objective functions were formulated to express economic, environmental and safety impacts or combined insights of all three impacts serving a holistic SSbD approach driving the optimization of the PoP process design variables. The impacts were identified for materials and energy flows related to the consumption of (a) H2O2 and H2SO4 in etching, (b) NiA2 in activation, (c) NaBH4 in reduction, and (d) nickel and energy (electricity) in electroplating. Each individual impact is expressed as a linear approximation of the respective flow, 𝐹𝑗 [kg or kWh]—where 𝑆𝑒𝑡 𝐽:𝑗=[𝐻2𝑂2,𝐻2S𝑂4,NiA2,NaB𝐻4,Ni,electricity]—and the unit impact factors (parameter 𝑎𝑗) of the flow 𝑗. The materials and energy flows, 𝐹𝑗, are computed by the process and property models involved in the constraints of Table 8. The unit impact factors 𝑎𝑗 related to economic (𝑎𝑐𝑜𝑠𝑡𝑗), environmental (𝑎𝑒𝑛𝑣𝑖𝑗), and safety (𝑎𝑠𝑎𝑓𝑒𝑗) were identified in the literature and public databases or were computationally approximated. Materials and energy unit costs [€/kg or €/kWh] can be found in commodities price databases. The normalized and weighted environmental impact scores [mPt/kg or mPt/kWh] were extracted by public and commercial life cycle inventories (e.g., ecoinvent, simapro). The normalized safety scores can be computed based on combined scores for human, environmental and physical hazards found in ECHA or predicted by QSAR models [30]. As a result, four objective functions were developed (Equation (25)) for each optimization problem to minimize cost (𝑂𝑏𝑗𝑐𝑜𝑠𝑡), environmental (𝑂𝑏𝑗𝑒𝑛𝑣𝑖), safety (𝑂𝑏𝑗𝑠𝑎𝑓𝑒) and SSbD (𝑂𝑏𝑗𝑆𝑆𝑏𝐷) impacts.
𝑀𝑖𝑛 𝑂𝑏𝑗𝑐𝑜𝑠𝑡=∑𝑗∈𝐽𝑎𝑐𝑜𝑠𝑡𝑗·𝐹𝑗 (25a)
𝑀𝑖𝑛 𝑂𝑏𝑗𝑒𝑛𝑣𝑖=∑𝑗∈𝐽𝑎𝑒𝑛𝑣𝑖𝑗·𝐹𝑗 (25b)
𝑀𝑖𝑛 𝑂𝑏𝑗𝑠𝑎𝑓𝑒=∑𝑗∈𝐽𝑎𝑠𝑎𝑓𝑒𝑗·𝐹𝑗 (25c)
𝑀𝑖𝑛 𝑂𝑏𝑗𝑆𝑆𝑏𝐷=𝑤𝑐𝑜𝑠𝑡·𝑓(𝑂𝑏𝑗𝑐𝑜𝑠𝑡)+𝑤𝑒𝑛𝑣𝑖·𝑓(𝑂𝑏𝑗𝑒𝑛𝑣𝑖)+𝑤𝑠𝑎𝑓𝑒·𝑓(𝑂𝑏𝑗𝑠𝑎𝑓𝑒) (25d)
where 𝑤𝑐𝑜𝑠𝑡, 𝑤𝑒𝑛𝑣𝑖, and 𝑤𝑠𝑎𝑓𝑒 are weights used to adapt the contribution of individual objectives to the whole SSbD objective.
To incorporate the individual objectives 𝑂𝑏𝑗𝑐𝑜𝑠𝑡, 𝑂𝑏𝑗𝑒𝑛𝑣𝑖 and 𝑂𝑏𝑗𝑠𝑎𝑓𝑒 in the objective function that estimates the SSbD criterion, a normalization technique was used. It is noteworthy that solving for “𝑀𝑖𝑛 𝑂𝑏𝑗𝑆𝑆𝑏𝐷” will not necessarily simultaneously achieve the minimum feasible goals for the other objectives (e.g., for cost, environmental and safety). Moreover, the SSbD objective needs to appropriately match the different scales of the other three objectives to ensure their comparable contribution. For this purpose, the individual objectives (cost, environmental and safety) are normalized with respect to the distance of their actual and minimum feasible values (𝑂𝑏𝑗𝑐𝑜𝑠𝑡𝑚𝑖𝑛, 𝑂𝑏𝑗𝑒𝑛𝑣𝑖𝑚𝑖𝑛, 𝑂𝑏𝑗𝑠𝑎𝑓𝑒𝑚𝑖𝑛), which are estimated by first solving the individual economic, environmental and safety optimization problems as shown in Figure 14. Next, the SSbD objective is formulated as the sum of the weighted normalized individual objectives. In this work, equal weights and contributions of each objective were considered, namely 𝑤𝑐𝑜𝑠𝑡=𝑤𝑒𝑛𝑣𝑖=𝑤𝑠𝑎𝑓𝑒=1/3.
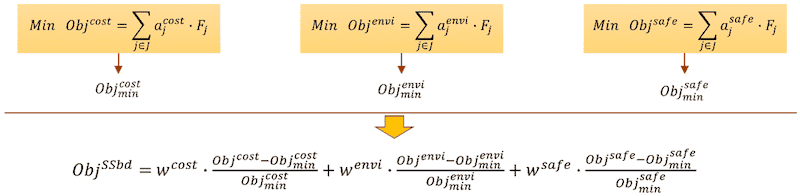
Figure 14. SSbD objective modeling approach.
3.3. Sensitivity Analysis of Key Variables
A sensitivity analysis was performed to address the impacts of the key independent variables of unit operations on the key output specifications. The selected input variables include the baths’ concentrations in etching, activation and reduction processing stages and the applied current in electroplating. The analysis was performed by separately varying each input variable and keeping other design conditions constant.
In Figure 15a, high contact angle values were observed at a low piranha solution, indicating an inadequate formation of surface hydrophilic groups and interconnected cavities due to mild etching conditions. Similarly, high contact angles at high H2O2 concentrations indicate aggressive and uncontrolled etching that entails inadequate surface area, and, thus, low surface concentrations of hydrophilic groups. Instead, minimum contact angle values can be achieved around 1.6 mol/L of H2O2 in etching solution—equivalent to a 1:5 piranha solution (H2O2-H2SO4)—indicating a balanced formation of hydrophilic groups and surface area that is capable of serving the maximum feasible surface concentrations of potentially functionalized sites. This is evidenced by Figure 15b,c, where maximum adhesion values are also observed around a 1:5 piranha solution. Moreover, in Figure 15b, the higher the activation bath concentration, the higher the observed adhesion values due to more efficient surface chemisorption of nickel ions. Conversely, in Figure 15c, adhesion is favored by milder reduction conditions due to undesired side reactions that affect reduction and/or exhibit some kind of inhibition on nucleation sites. In Figure 15d, higher applied currents and electroplating times apparently favor electrodeposition, resulting in higher coating thicknesses. Moreover, the lines’ slopes indicate the higher impact of the electroplating time compared to that of the applied current in the formation of thicker coatings.
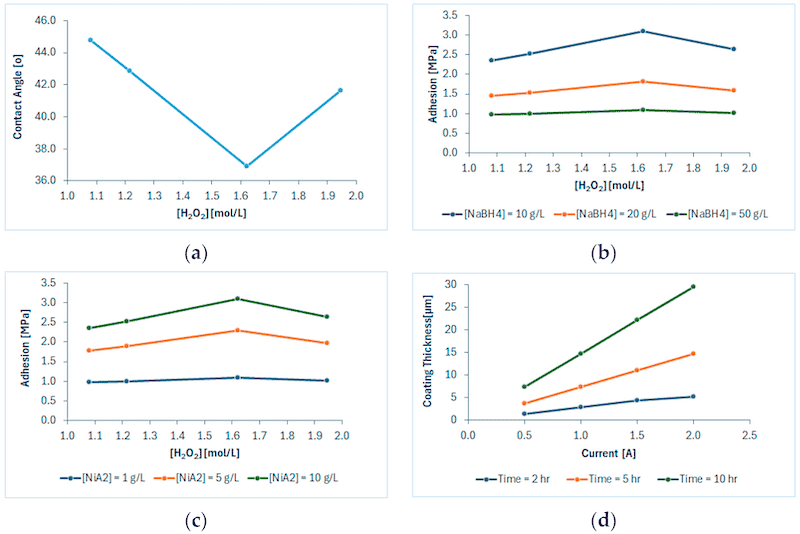
Figure 15. Sensitivity analysis results of (a) contact angle vs. piranha solution (at t = 120 s), (b) adhesion vs. piranha solution at 1, 5 and 10 g/L of NiA2, (c) adhesion vs. piranha solution at 10, 20 and 50 g/L of NaBH4, and (d) coating thickness vs. applied current at 2, 5 and 10 hr of electroplating.
Overall, the sensitivity analysis highlights trends of promising operations toward high adhesion and thickness goals. These include 1:5 piranha solutions in the etching bath, 10 g/L of NiA2 in the activation bath, 10 g/L of NaBH4 in the reduction bath, and low current implementation (e.g., 0.5 A) for long electroplating processing. Nevertheless, these trends should not be interpreted as optimal operating conditions, as they are derived from a one-factor-at-a-time sensitivity analysis that does not capture the combinatorial interactions and effects among process variables and their impacts on sustainability criteria. The design variables exhibit strong combinatorial influences on the environmental, economic and safety criteria, including materials consumption, energy demand, and process efficiency. Therefore, these trends are better understood as directional insights governed by the unit operation and property models, which define the attainable region of the optimization problem. The model equations underlying these trends should be treated as constraints of the optimization problem, which is governed by the problem objectives, namely the individual or combined (SSbD) criteria.
3.4. Desktop Software for PoP Industry
In the course of the FreeMe project [19], a BETA version of the developed DST was constructed as a desktop software application. The program offers a GUI (Figure 16), and the optimization problem can be locally run by the user. A user-friendly interface is used to insert the problem inputs, namely the bath volume, the number and surface of items, and the adhesion and thickness specifications. The user can simply run the program, and all variables listed in Table 9 are shown on the screen of the program with respect to each objective function (economic, environmental, safety and SSbD).
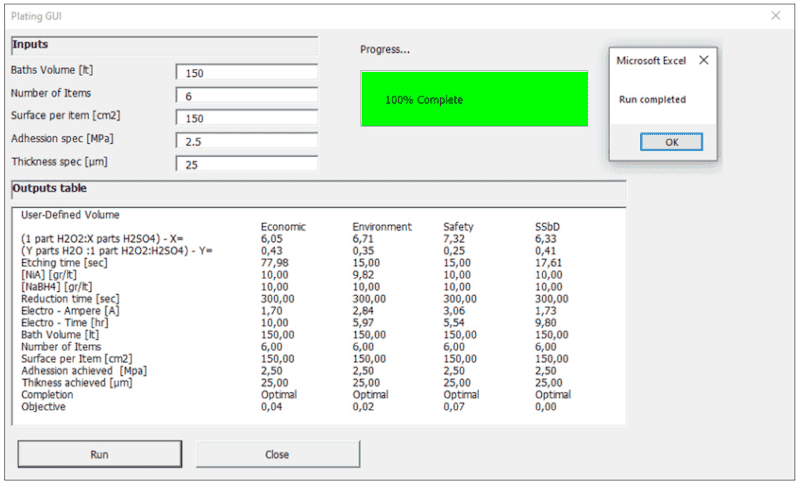
Figure 16. User-friendly interface of DST including user-defined input cells, monitoring of optimization results and DST completion signals.
3.5. Case Study
The beta DST version was demonstrated on a case study that reflects typical requests of the PoP industry, including bath volumes of 300 L, plating of a small set of 6 ABS plastic items of 150 cm2 each and specification goals of 2.5 MPa for adhesion and 25 μm for the thickness of the copper coating. Accordingly, the molecular weight and the density of copper were updated in equations estimating the mass and thickness of the coating.
Upon repeating the implementation and solving of the optimization model, a long plateau of alternative optimal solutions was identified. This phenomenon appears for all four objectives and is due to trade-offs that appear among the process variables of all the processing steps (etching, activation, reduction and plating). For example, if it is decided to consume more piranha in the etching step, thereby achieving higher surface concentrations of hydrophilic groups, then this effort can be offset by milder activation steps, achieving the same number of nucleation sites in the end. This is also justified by the results of two different runs (Run1 and Run2) in Table 10.
Table 10. Comparative analysis of process optimization results.
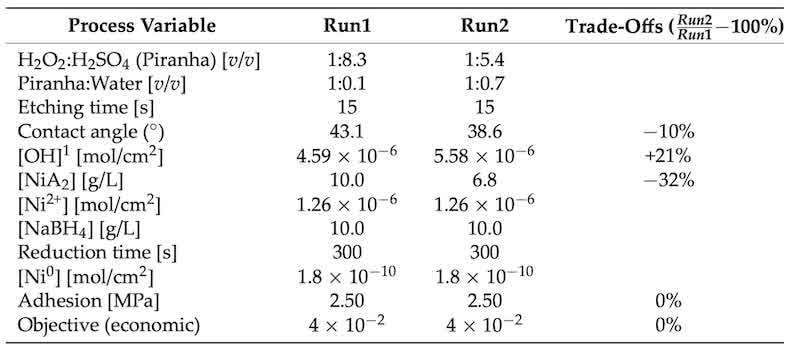
In Run2, the use of a different piranha concentration from Run1 returns a 10% lower contact angle than Run1, which is equivalent to a 21% higher surface concentration of hydroxyl groups ([OH]1) for Run2. In this scope, the model decreases by 32% the applied [NiA2] in Run2 compared with that of Run1 to reach the same number of functionalized sites ([Ni2+]) and to ensure the same adhesion specification of 2.5 MPa in both cases. The extent of such trade-offs among alternative solutions that serve the same specification outputs is driven by the applied objective function each time and explains how much each variable can be favored at the cost of another variable toward minimization of an objective. This phenomenon enables plating shops to set up the new PoP process considering a wide operating window of alternative solutions. The ability to tune the processing steps in different ways while achieving the same adhesion and specification targets at optimal performance offers valuable flexibility for practitioners, allowing them to adapt operations to the specific everyday plan, bath specifications and supplies.
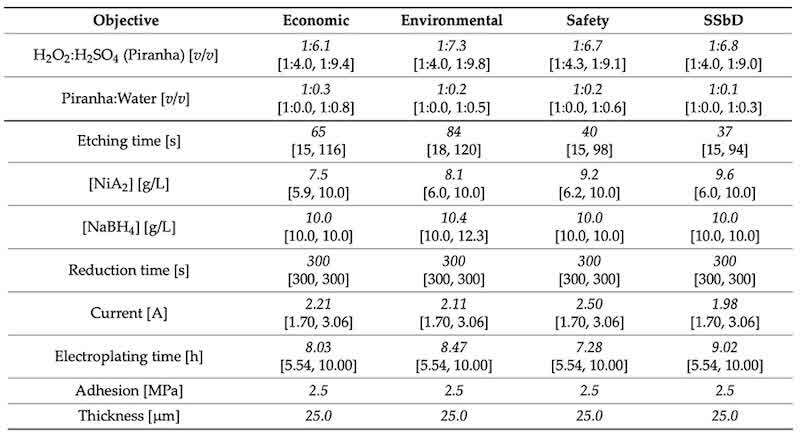
To better understand tuning flexibility across a range of feasible alternative solutions, the DST was used to generate a set of 10 indicative solutions. It is noteworthy that all runs achieved optimality of the objectives, satisfying the desired constraints. This verifies the fact that the requested design is feasible within the allowed lower-upper bounds of process variables considered in the model. Moreover, this verifies the capacity of the algorithm to overcome bottlenecks, like non-linear programming initialization and solving, as well as calculation and runtime errors. Table 11 summarizes the average values of the independent process design variables observed among the 10 solutions, along with their operating ranges ([min value, max value]), within which the operators can adapt their design procedure. Different values within the resulting operating ranges (Table 11) should be appropriately selected to ensure satisfaction of all constraints and optimal performance. It is also normal that different average values and ranges are observed in Table 11 with respect to each criterion (economic, environmental, safety and SSbD) due to the different effects of each process variable on each objective. These effects are determined by the indicators (𝑎𝑐𝑜𝑠𝑡𝑗, 𝑎𝑒𝑛𝑣𝑖𝑗, 𝑎𝑠𝑎𝑓𝑒𝑗) and weights (𝑤𝑐𝑜𝑠𝑡, 𝑤𝑒𝑛𝑣𝑖, 𝑤𝑠𝑎𝑓𝑒) used in each objective function in Equations (25a)–(25d).
Table 11. Average values (in italics) and operating ranges (in brackets) of selected solutions for a set of 10 runs.
4. Discussion
This work provides a new and comprehensive modeling approach to model, simulate and optimize all processing steps of an emerging Cr6+-free and Pd-free PoP technology. The technology replaces Cr6+ solutions with piranha solutions for etching plastics, while Pd/Sn colloid is replaced with nickel salts and NaBH4 for activation and reduction purposes.
The new PoP technology was developed in the course of the FreeMe project considering demonstration components widely used in home appliances and the automotive industry. Metal-plated ABS is used in door frames, handles and the buttons of washing machines, providing enhanced corrosion resistance, improvement of external appearance and insulation against electricity and heat. Similarly, several interior and exterior car components (e.g., instrument frames, steering wheel trim, door handles, logos, and emblems) are made from plated ABS because of its light weight, wear resistance, and aesthetic appeal. Accordingly, an average, but still conservative, minimum adhesion specification of 2.5 MPa was horizontally considered for all applications, and the experimental and modeling results justified the capability of the new technology to be adopted by the involved industries.
The minimum contact angle of 28° was achieved by etching with 1:5 H2O2-H2SO4 piranha solutions and at relatively low etching times (only 2 min), while the highest adhesion observed was at 8.85 MPa (with an average of >3 MPa), when operating at selected conditions (1:5 H2O2-H2SO4 in etching, 10 g/L of NiA2 in activation and 10 g/L in reduction). Comparatively, etching of ABS with MnO2–H2SO4 colloid for 20 min reached contact angle values of 38° [8], while etching with KMnO4 for 20 min decreased the contact angle to 40.51°, reaching an adhesion value of 2.73 MPa [7]. Similarly, promising etching performance was observed by MnO2-H3PO4-H2SO4 colloid, achieving a minimum contact angle of 29.6° (at 10 min etching) and adhesion up to 1.33 kN/m, while the typical adhesion achieved by Cr6+ solutions is 1.42 kN/m [11].
5. Conclusions
The models developed in this work include:
- A new data-driven contact angle prediction model as a function of piranha solution and etching time, serving as an equivalent of an etching kinetic model;
- A new data-driven modeling approach that relates surface concentration of hydrophilic groups with contact angle;
- A new regression model to estimate the extent of activation as a function of applied nickel salts concentration;
- A new reduction kinetics model based on state-of-the-art principles;
- A new regression adhesion prediction model as a function of surface concentration of reduced nickel sites; and
- A coating thickness estimation model based on state-of-the-art principles.
A contact angle property prediction model is proposed to embed the complex reaction mechanisms of ABS polymer oxidation as a function of the oxidizer concentration and the etching time in a simplified and adaptable formulation. The modeling approach is expected to offer an improved fitting performance for different polymers that follow similar etching mechanisms (e.g., PC-ABS or similar resins). Regarding the ABS tested, a wide range of operating conditions was experimentally investigated, enabling process optimization within that range. Operating conditions outside the tested piranha concentration range (1:4–1:10 H2O2:H2SO4) are expected to perform either uncontrolled or weak etching, resulting in poor surface properties. When the model needs to be extrapolated to other conditions and polymers, then three simple experimental data—piranha concentration, etching time and contact angle—can be fitted for model calibration. The correlation between contact angle and surface concentration of hydroxyl groups considers surface morphologies with micro-/nano-cavities and contact angles driven by the hydrophilicity of such groups, while minor contributions are expected by other chemical groups. The nickel chemisorption model for the activation stage offers an improved fitting performance following a Langmuir-like formulation. The reduction kinetics model was iteratively developed by fitting it across the range of tested concentrations, allowing it to capture the different responses of the reaction system; for example, conditions under which the desired or competing side reactions are favored at low or high NaBH4 concentrations. The adhesion model embeds strengths originating from chemical bonding between nickel elements used as anchoring points and for the first electroless layer (Ni-P), as well as additional contributions of mechanical interlocking due to surface morphology. The model offers predictions within weak (<1 MPa) and stronger (up to 8 MPa) adhesion values; however, high reliability predictions are centered around modest predictions, e.g., in the range of 2–4 MPa. The thickness modeling concept follows typical electroplating principles, including theoretical mass and time- and current-dependent growth rates that can be easily adapted to nickel, copper, or other metals used. All models were developed and tested based on experiments that serve a wide range of operating conditions for each processing stage, where optimal conditions are expected and identified. This is justified by the optimal solutions proposed by the DST, which lie within the upper and lower boundaries (Table 11).
All models were constructed as a DST for local use (on a desktop) through a user-friendly interface to assist plating shops and researchers in experimentation, analysis, and optimization of technology variables. The model also supports different economic, environmental, safety and SSbD objectives and revealed important insights about setting up the PoP process across a flexible window of tunings, ensuring user-defined specifications for adhesion and thickness. The solving procedure per optimization problem could be solved in less than 1 s, or a few seconds for more demanding cases, e.g., for very high adhesion specifications. In this scope, the DST could be incorporated and interconnected with ICT and control systems for real-time monitoring, optimization and decision-making, supporting and enhancing Industry 4.0 applications toward SSbD manufacturing.
Written by Konstantinos A. Pyrgakis1,2, Eleni Poupaki3,4, Michalis Kartsinis3, Melina Psycha1, Alexios Grigoropoulos1, Dimitrios Zoikis-Karathanasis1 and Alexandros Zoikis-Karathanasis3
- EXELISIS, Leof. Dekelias 215 & Skra 2, 14342 Athens, Greece
- Department of Mechanical Engineering, University of West Attica, 12241 Athens, Greece
- Creative Nano, 43 Tatoiou Str., Metamorfosi, 14451 Athens, Greece
- Department of Applied Physics and Science Education, Eindhoven University of Technology, 5600 MB Eindhoven, The Netherlands
Author Contributions: Conceptualization, K.A.P. and A.Z.-K.; methodology, K.A.P., A.G. and A.Z.-K.; software, K.A.P., M.P. and D.Z.-K.; validation, E.P., M.K. and A.Z.-K.; formal analysis, K.A.P., E.P. and M.K.; investigation, K.A.P., E.P. and M.K.; resources, A.G.; data curation, E.P. and M.K.; writing—original draft preparation, K.A.P.; writing—review and editing, K.A.P., M.K. and A.G.; visualization, K.A.P. and M.P.; supervision, A.G.; project administration, A.G.; funding acquisition, A.Z.-K. All authors have read and agreed to the published version of the manuscript.
Funding: This research and the APC were funded by the European Union under the Funding Scheme of Research and Innovation Actions, which funded FreeMe under grant number 101058699.
Institutional Review Board Statement: Not applicable.
Data Availability Statement: The raw data supporting the conclusions of this article will be made available by the authors on request.
Conflicts of Interest: Authors Konstantinos A. Pyrgakis, Melina Psycha, Alexios Grigoropoulos, and Dimitrios Zoikis-Karathanasis were employed by the company EXELISIS. Authors Eleni Poupaki, Michalis Kartsinis, and Alexandros Zoikis-Karathanasis were employed by the company Creative Nano. The remaining declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
Abbreviations
The following abbreviations are used in this manuscript:
- PoP: Plating on Plastics
- SSbD: Safe and Sustainable by Design
- ABS: acrylonitrile–butadiene–styrene
- DST: Decision Support Tool
- NiA2: nickel acetate
- CA: contact angle
- CA0; CA1; CAmin: contact angle of untreated polymer; at state 1; and minimum observed
- AD; ADmax: adhesion; and maximum observed
- TH: thickness
- gr: growth rate of the electroplating process
- t: time
- calc: calculated
- I: current
- S: surface
- MW: molecular weight
- n: number of electrons
- F: Faraday constant
- J: set of considered flows affecting the objective function (including elements j)
- Objcost; Objenvi; Objsafe: objective function estimating cost; environmental; and safety indexes
References
- Equbal, A.; Sood, A.K. Investigations on metallization in FDM build ABS part using electroless deposition method. J. Manuf. Process. 2015, 19, 22–31.
- Luo, L.; Li, P.; Liu, X.; Zeng, W.; Zhang, Y.; Liu, M.; Yao, S. Synthesis of carbon-based Ag–Pd bimetallic nanocomposite and the application in electroless copper deposition. Electrochim. Acta 2023, 439, 141679.
- Hexavalent Chromium. Available online: https://www.osha.gov/hexavalent-chromium (accessed on 15 February 2026).
- European Chemicals Agency (ECHA). Final Report for Hexavalent Chromium; ECHA/2011/01–SR-11; European Chemicals Agency: Helsinki, Finland, 2013; Available online: https://fde-prod-shared0-bng4e3axevdaf4ae.z02.azurefd.net/proportadapintegral_pi/sites/default/files/noticia/38308/field_adjuntos/carcinogenicitydoseresponsecrvireporten.pdf (accessed on 15 February 2026).
- European Commission. Critical Raw Materials Resilience: Charting a Path Towards Greater Security and Sustainability; COM(2020) 474 Final; European Commission: Brussels, Belgium, 2020; Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=celex:52020DC0474 (accessed on 15 February 2026).
- Shu, Z.; Wang, X. Environment-friendly Pd free surface activation technics for ABS surface. Appl. Surf. Sci. 2012, 258, 5328–5331.
- Chen, S.; Zhu, Q.; Zhao, Y.; He, J.; Wang, G. KMnO4-system etching process and electroless nickel plating on ABS. Mater. Corros. 2019, 70, 720–725.
- Restrepo, S.; Duque, M.P.; Bello, S.; Tirado, L.M.; Echeverria, F.; Zuleta, A.A.; Castano, J.G.; Correa, E. Antibacterial evaluation of electroless Ni–P coating with ZnO nanoparticles on 3D printed ABS. Int. J. Adv. Manuf. Technol. 2023, 128, 209–220.
- Georgieva, M.; Lazarova, D.; Petrova, M.; Dobreva, E. Selection of a suitable environmentally friendly (non-toxic) etching solution in the electroless metallisation of ABS polymers. Trans. IMF 2023, 101, 301–307.
- Zhao, W.; Ding, Y.; Wang, Z. Improvement in the etching performance of the acrylonitrile–butadiene–styrene resin by MnO2–H3PO4–H2SO4 colloid. Langmuir 2013, 29, 8604–8610.
- Yeow, X.; Allen, S.A.B.; Kohl, P.A. Electroless deposition of copper on organic and inorganic substrates using a Sn/Ag catalyst. J. Electrochem. Soc. 2012, 159, D386.
- Bhushan, B. Introduction to Biomimetics and Bioinspiration: Materials and Surfaces for Green Science and Technology; Springer: Cham, Switzerland, 2024.
- Jiang, M.; Zhou, B.; Wang, X. Comparisons and validations of contact angle models. Int. J. Hydrogen Energy 2018, 43, 6364–6378.
- Sato, T.; Ooyama, T.; Koumura, K.; Ito, T.; Tsuji, Y. Modeling the dynamic contact angle and the pinning effect of water droplets in shear flow. Langmuir 2025, 41, 33234–33244.
- Shen, Y.; Li, B.Q. Comparison of contact angle models in two-phase flow simulations using a conservative phase-field equation. Int. J. Numer. Methods Fluids 2024, 97, 315–328.
- Luthfianto, S.; Pujiyanto, E.; Rosyidi, C.N.; Laksono, P.W. Multi-objective optimization of the dip-coating parameters for polylactic acid plus bone screws using Taguchi method, response surface methodology, and NSGA-II. Processes 2025, 13, 1690.
- Zheng, W.; Sun, C.; Bai, B. Molecular dynamics study on the effect of surface hydroxyl groups on three-phase wettability in oil–water–graphite systems. Polymers 2017, 9, 370. [PubMed]
- Wang, X.; Zhang, Q. Role of surface roughness in the wettability, surface energy and flotation kinetics of calcite. Powder Technol. 2020, 371, 55–63.
- FREE-ME Project. Available online: https://www.freeme-project.eu/ (accessed on 15 February 2026).
- Suman, R.; Nandan, D.; Haleem, A.; Bahl, S.; Javaid, M. Experimental study of electroless plating on acrylonitrile butadiene styrene polymer for obtaining new eco-friendly chromium-free processed. Mater. Today Proc. 2020, 28, 1575–1579.
- Han, X.; Wang, G.; He, J.; Guan, J.; He, Y. Influence of temperature on the surface property of ABS resin in KMnO4 etching solution. Surf. Interface Anal. 2019, 51, 177–183.
- Tang, X.; Bi, C.; Han, C.; Zhang, B. A new palladium-free surface activation process for Ni electroless plating on ABS plastic. Mater. Lett. 2009, 63, 840–842.
- Dechasit, P.; Trakarnpruk, W. Ni electroless plating of ABS polymer by palladium- and tin-free process. Met. Mater. Miner. 2011, 12, 19–27. [Google Scholar]
- Walter, G.; Zangari, G.; Gambinossi, F.; Passaponti, M.; Salvietti, E.; Di Benedetto, F.; Caporali, S.; Innocenti, M. Electroplating for decorative applications: Recent trends in research and development. Coatings 2018, 8, 260.
- Liao, Y.; Chen, X.; Jiang, Y.; Qu, C.; Liu, X.; Zhao, A.; Yang, P.; Huang, N.; Chen, J. Piranha solution treatment: A facile method for improving the antithrombotic ability and regulating smooth muscle cell growth on blood contact materials. Front. Bioeng. Biotechnol. 2023, 11, 1166334.
- Li, T.; Li, Y.; Zhang, F.; Liang, N.; Yin, J.; Zhao, H.; Yang, Y.; Chen, B.; Yang, L. Piranha solution-assisted surface engineering enables silicon nanocrystals with superior wettability and lithium storage. Crystals 2023, 13, 1127.
- Al-Gharabli, S.; Kujawa, J.; Mavukkandy, M.O.; Arafat, H.A. Functional groups docking on PVDF membranes: Novel approach of piranha reagent for PVDF activation at mild conditions. Appl. Surf. Sci. 2017, 96, 414–428. [Google Scholar]
- Bannwarth, M.B.; Klein, R.; Kurch, S.; Frey, H.; Landfester, K.; Wurm, F.R. Processing and adjusting the hydrophilicity of poly(oxymethylene) (co)polymers: Nanoparticle preparation and film formation. Polym. Chem. 2016, 7, 184–190.
- Chen, C.; Zhang, N.; Li, W.; Song, Y. Water Contact Angle Dependence with Hydroxyl Functional Groups on Silica Surfaces Under CO2 Sequestration Conditions. Environ. Sci. Technol. 2015, 49, 14680−14687.
- REACH QSAR Models. Available online: https://echa.europa.eu/guidance-documents/guidance-on-information-requirements-and-chemical-safety-assessment (accessed on 4 January 2026).































