




A finishing operation includes an electroforming step that uses a sulfamate nickel plating solution about which they know very little.
 Frank AltmayerThey had some “beginner” questions about electroforming, which I will share. Image courtesy of Valence Surface Technologies.
Frank AltmayerThey had some “beginner” questions about electroforming, which I will share. Image courtesy of Valence Surface Technologies.
1. How do you set current density, and what are the typical amperes per ft2?
Current density is typically set by increasing the voltage until the ammeter indicates the correct number of amperes for the total area of parts in the tank. Electroforming operations using sulfamate nickel plating solutions operate at current densities of 5–300 amperes per ft2, depending on the level of agitation, solution composition, and the complexity of the mandrel to be plated. The higher the current density, the shorter the plating time required to produce a given deposit thickness. Having the current density too high can cause excessive nodules and/or burning of the mandrel (burning is a powdery deposit). Having the current density too low increases plating time and tends to plate out metallic impurities along with the nickel. Current density also affects stress, which will be discussed shortly. To recommend a current density for your specific application, more information about your operation is needed, including the mandrel size, complexity (dimensions), and material of construction.
2. How do you compute the surface area of complex mandrels? Is it just orthographic projected area?
The surface area of the mandrel includes all surfaces that will be conductive during the plating process. It is not the projected area. A simple method we have used to measure the area of a complex shape is to press aluminum foil over the part to be measured, pressing it into all crevices until it conforms to the surface. The foil is then weighed on a four-place analytical balance. A one-in. square of the aluminum foil is also weighed. The weight of the pressed foil is then divided by the weight of the one-in. Foil to obtain the area in square inches. For more accurate measurements, a laser instrument for making area measurements is available.
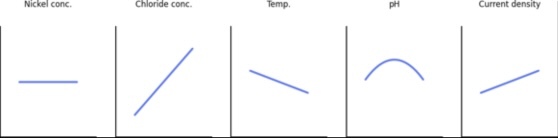 Fig. 1—Effect of common operating variables on stress.
Fig. 1—Effect of common operating variables on stress.
3. How should stress be controlled?
Stress is controlled by the solution composition, purity, current density, pH, and temperature. Ideally, the stress should be zero, but this is a stress level that is almost impossible to control. Some electroformers aim for a slight tensile stress, while others aim for a slightly compressive stress (±1,000–2,000 psi). The graphs in Fig. 1 were developed by NiDI and are intended to show the effect of common operating variables on stress.
Chloride concentration, pH, and current density have the greatest impact, as shown in Fig. 1. Careful control of pH is necessary to maintain proper stress levels. pH should be monitored twice daily and adjusted downward using sulfamic acid. To determine how much sulfamic acid is required, place 100 mL of the nickel solution in a pH meter and add a 100 g/L sulfamic acid solution dropwise from a calibrated burette until the correct pH is reached. Each milliliter required to lower the pH to 4.0 represents an addition of 1 g/L (0.13 oz/gal)) to the plating tank. The effects of tensile-stress-inducing operational parameters can be somewhat mitigated by adding a stress reducer, such as saccharin. The effect of saccharin on stress vs. current density is shown in Fig. 2 (also developed by NiDI).
Other stress reducers are available commercially and may have a lesser impact on stress (requiring less critical control over concentration). One alternate stress reducer is metabenzene disulfonic acid. A graph of stress vs. concentration for this compound is shown in Fig. 3 (also from NiDI).
Solution purity is also important to stress. Following is a list of commonly encountered impurities and the concentration required to impact stress by 1,000 psi:
- Chromium 1 mg/L
- Lead 10 mg/L
- Magnesium 100 mg/L
- Copper 100 mg/L
- Iron 150 mg/L
- Zinc 150 mg/L
- Sulfate 1,000 mg/L
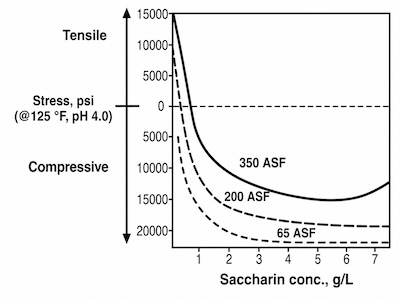 Fig. 2—Effect of saccharin on stress vs. current density.4. Should stress be measured in or out of the plating tank?
Fig. 2—Effect of saccharin on stress vs. current density.4. Should stress be measured in or out of the plating tank?
Your stress measurement should be made under conditions that most closely simulate the plating of your mandrels, which means “in the tank.”
5. How important are Hull cell tests?
A daily Hull cell test will provide a history of the plating tank if the panels are cataloged and stored for future reference. Hull cell panels can indicate excessive contamination of the solution (through dark deposits at low current densities) and provide a qualitative indication of brittleness/stress (by bending the corner at the high-current-density end).
6. What are tank cleaning and leaching requirements?
A new tank should be leached with a 10-percent sulfamic acid solution for 8–24 hr before use. Following the leach, the tank should be rinsed and put into service.
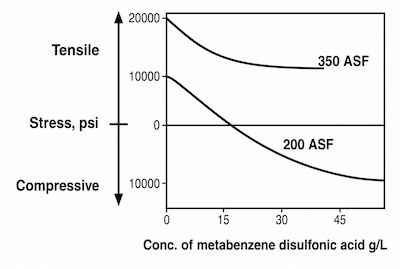 Fig. 3—Stress vs. concentration of metabenzene disulfonic acid.7. What are the effects of plating cobalt along with nickel in an electroforming operation?
Fig. 3—Stress vs. concentration of metabenzene disulfonic acid.7. What are the effects of plating cobalt along with nickel in an electroforming operation?
Cobalt increases the hardness, tensile strength, and tensile stress of the deposit. The addition of cobalt has no marked effect on brightness, pitting, porosity, leveling, color, or luster. If hardness is an important property of your molds, it would make some sense to consider plating a nickel-cobalt alloy. The complexity of the process increases dramatically when plating an alloy vs. a single metal, so you should plate nickel-cobalt only if necessary.
8. How should boric acid additions be made to the tank?
The most common method we have used is to place the boric acid powder in an anode bag and hang it in the solution over the side of the tank.
9. Should additional agents be made based on ampere-hours of operation?
Ampere-hours of operation typically consume stress reducers. A feed system based on an ampere-hour meter makes sense for operations that utilize the tank continuously. The solution should be analyzed daily, and adjustments should be made to any constituent that is off by more than 5–10 percent from the control point.
10. Should we use nickel chloride in the solution?
Most electroformers have found that nickel chloride at low concentrations will improve anode corrosion. If anode efficiency drops below 100 percent, an organic contaminant (azo-disulfonate) will form at the anodes, increasing stress and yielding brittle plating. Chloride is also important to solution conductivity and throwing power.
Between 1 and 2 oz/gal of nickel chloride is beneficial, without excessive stress effects, in most applications. Alternates are magnesium chloride and nickel bromide, which have been reported to have a lower impact on tensile stress than nickel chloride. In our experience, nickel chloride in solution works fine.
Frank Altmayer is a Master Surface Finisher and an AESF Fellow and the technical education director of the AESF Foundation and NASF. He owned Scientific Control Laboratories from 1986 to 2007 and has over 50 years of experience in metal finishing. He was the recipient of the AESF Past Presidents Award, NAMF Award of Special Recognition, AESF Leadership Award, AESF Fellowship Award, Chicago Branch AESF Geldzahler Service Award, and NASF Award of Special Recognition.































