




In this work, silver-free UV-curable powder coatings with antimicrobial properties were developed.
 Barbara Pilch-Pitera, Katarzyna Krawczyk, Michał Kędzierski, Katarzyna Pojnar, Henry Lehmann, Dominika Czachor-Jadacka, Katarzyna Bieniek, and Michael Hilt.The coatings were made using acrylic resin containing epoxy groups and environmentally friendly biocides such as chitosan or chitosan intercalated in montmorillonite. The UV-curing reaction involved the cationic polymerization of epoxy groups initiated by triarylsulfonium hexafluorophosphate as the photoinitiator.
Barbara Pilch-Pitera, Katarzyna Krawczyk, Michał Kędzierski, Katarzyna Pojnar, Henry Lehmann, Dominika Czachor-Jadacka, Katarzyna Bieniek, and Michael Hilt.The coatings were made using acrylic resin containing epoxy groups and environmentally friendly biocides such as chitosan or chitosan intercalated in montmorillonite. The UV-curing reaction involved the cationic polymerization of epoxy groups initiated by triarylsulfonium hexafluorophosphate as the photoinitiator.
The resulting coatings were evaluated through a series of tests including roughness, gloss, scratch resistance, hardness, adhesion to steel, water contact angle, and antimicrobial resistance. The mechanism of antimicrobial activity was also proposed.
Introduction
Powder coatings have become increasingly popular due to their compliance with directive 2004/42/EC of the European Parliament and of the Council of April 21, 2004. This directive limits the emissions of volatile organic compounds (VOCs) resulting from the use of organic solvents in certain paints and varnishes. (1) Powder coatings do not emit VOCs and therefore may be an alternative to the currently used high-emission liquid products, whose VOC emissions are as high as 60%. Moreover, powder coatings meet the criteria set for coating products by the modern paint and coating industry, such as environmental compliance, energy efficiency, and excellent finish. (2)
Conventional thermosetting powder systems are characterized by good properties, but their disadvantage is the high curing temperature (180–200 °C), which limits their use for painting of heat-sensitive materials such as wood, MDF, and plastics. (2,3) UV-curable powder coatings offer a solution to this problem. Ultraviolet (UV) curing is a fast and environmentally friendly hardening technique with many advantages such as a high curing rate and good mechanical properties of cross-linked coatings. (4−6) Depending on the modifiers used, powder coatings can have different functional properties. This paper focuses on the antibacterial properties of UV-curable powder coatings. Some examples of antibacterial coatings obtained by UV cross-linking are described in refs (7−9). (7−9)
Currently, antimicrobial properties of coatings are usually obtained as a result of the addition of silver. Silver has very good antimicrobial properties, but it also has several drawbacks, like high cost and extensive use leading to bioaccumulation (10) as well as the possibility to induce bacterial resistance reported in some cases. (11,12) Several studies indicate the possible immunotoxic inflammatory potential of nanosilver particles. (13,14) Similar problems have been observed for triclosan, a multipurpose antimicrobial agent used in many everyday products such as cosmetics, personal care items, and paints. Studies have shown that triclosan accumulates in the environment, and being an endocrine-disrupting compound, it can have a negative impact on human and animal health. (15) Quaternary ammonium compounds (QACs), used for decades as antimicrobials and preservatives, also are of emerging concern due to their potential adverse environmental and human health impacts. (16)
Therefore, the use of natural products as antimicrobial modifiers has been increasingly interesting. Among biopolymers, chitosan is one of the most promising materials. This aminopolysaccharide, obtained by deacetylation of chitin, is a major constituent of the external skeletons of marine crustaceans and the external walls of fungi. Chitosan is known to be biocompatible, biodegradable, and nontoxic to humans and higher organisms. It is also an efficient antibacterial and antifungal agent. (17,18)
Several examples of chitosan immobilization in montmorillonite (MMT) have been described in the literature. (19,20) Antimicrobial activity tests showed a synergistic effect of the combination of chitosan and MMT in antimicrobial activity against Escherichia coli and Staphylococcus aureus. (21)
The purpose of this work is to investigate the effect of chitosan and chitosan intercalated in montmorillonite on the antimicrobial and application properties of powder coatings. In recent years, there have been several publications and market informations regarding antimicrobial powder coatings containing silver; (22−24) however, there have been no similar reports on the use of natural biocides in powder coatings. On the other hand, while numerous studies have been published on the nanocomposites of chitosan and montmorillonite, they mainly focus on systems where chitosan is the continuous phase. There is a lack of research on the use of chitosan-intercalated MMT as an antibacterial additive for the coatings made from different types of polymers. The novelty of this work is the modification of powder coatings utilizing natural additives, such as chitosan and MMT, and examining the effect of chitosan intercalation in montmorillonite on the antibacterial properties and stability of modified powder coatings. Additionally, attempts have been made to elucidate the mechanism of action of antibacterial additives using the scanning Kelvin probe (SKP) method.
The development of silver-free UV-curable antimicrobial powder coatings should allow replacing currently used high-emission liquid products and would contribute to the environmentally friendly and health-safe alternatives for the protection of heat-sensitive materials against the transmission of microorganisms that cause various infections.
Experimental Part
Preparation of the Antimicrobial Agent
Raw materials: chitosan, trade name 90/10/A1 (90% degree of deacetylation, viscosity of 1% solution in 1% acetic acid = 10 cps) was supplied by BioLog Heppe GmbH (Queis, Germany), sodium montmorillonite, trade name Nanoclay (Sigma-Aldrich, Germany), orthophosphoric acid (85%) (Chempur).
Chitosan (19.7 g) was dissolved for 1 h in 1.5 L water acidified with H3PO4 (13 g) at 50 °C. Then, sodium montmorillonite (50 g) was added, and the obtained suspension was heated for 2 h at 70 °C. After cooling and standing overnight, the supernatant solution was decanted. The product was washed twice with 1.5 L of water at 50 °C, then with 1.5 L of water at room temperature, and filtered and dried under vacuum at 50 °C. 60.6 g of the product denoted as CH/MMT was obtained.
Synthesis of Acrylic Resin (AR)
Raw materials: glycidyl methacrylate (GMA) (Sigma-Aldrich, Germany), methyl methacrylate (MMA) (Sigma-Aldrich, Germany), n-butyl acrylate (BA) (Sigma-Aldrich, Germany), and the free radical initiator of polymerization: azobis(isobutyronitrile) (AIBN) (Sigma-Aldrich, Germany).
3 mol of glycidyl methacrylate (GMA), 6 mol of methyl methacrylate (MMA), 1 mol of n-butyl acrylate (BA), and 1.7% azobis(isobutyronitrile) (AIBN) were placed in a three-necked flask equipped with a reflux condenser, a thermometer, a magnetic stirrer, and a nitrogen inlet (the reaction is sensitive to oxygen inhibition). The reaction mixture was then maintained at the temperature of 80 °C and stirred and refluxed for 1 h. Polymerization reactions began when the viscosity increased rapidly. Next, the liqiud hot resin was poured onto a poly(tetrafluoroethylene) (PTFE) mold for solidification. In order to complete the polymerization process, the PTFE mold with the resin was sealed and placed in an oven at 80 °C for 1 h. Finally, the mold was cooled and the solidified resin was ground.
Preparation of Powder Clear Coatings
Raw materials: photoinitiators: triarylsulfonium hexafluorophosphate (Sigma-Aldrich, Germany), degassing agent: benzoin (Aldrich, Switzerland), flow control agent: Byk 368P (Byk, Germany), chitosan (CH) (by BioLog Heppe GmbH), and chitosan intercalated on MMT (CH/MMT) (by Łukasiewicz Research Network-Industrial Chemistry Institute).
For the preparation of powder clear coatings, the following were used: acrylic resin, 2 wt % photoinitiator (triarylsulfonium hexafluorophosphate), 1 wt % benzoin, and 2 wt % Byk 368P. Chitosan intercalated on MMT or neat chitosan was used as an antimicrobial agent. The content of modifiers relative to the resin is given in Table 1. The prepared mixture was ground and extruded in a corotating twin screw mini extruder EHP 2 × 12 Sline from Zamak (Poland). The temperature in the extruder was as follows: zone I: 95 °C, zone II: 110 °C, zone III: 120 °C, and adapter: 125 °C. The screw’s rotational speed was 100 rpm. After extrusion, the extrudates were cooled, pulverized, and sieved in a 100 μm sieve.
Table 1. Qualitative/Quantitative Composition of the Powder Coatings
| symbol of the powder coating | acrylic resin (wt %) | chitosan (CH) (wt %) | CH/MMT (wt %) |
| L_AR | 98.0 | ||
| L_AR/1% CH | 97.0 | 1 | |
| L_AR/2% CH | 96.0 | 2 | |
| L_AR/3% CH | 95.0 | 3 | |
| L_AR/1% CH/MMT | 97.0 | 1 | |
| L_AR/2% CH/MMT | 96.0 | 2 | |
| L_AR/3% CH/MMT | 95.0 | 3 |
Application on the Substrate and Cross-Linking of the Coatings
Metal plates were appropriately prepared before application. The surface of the metal plates was cleaned, degreased, and passivated in the phosphate-zirconium conversion of ESKAPHOR Z 2000C. Glass plates were cleaned by washing with acetone. The powder coatings were applied to the metal and glass plates using an electrostatic gun PEM X-1 controlled by EPG Sprint X (CORONA) from Wagner (Alstatten, Switzerland). The coatings were melted at 130 °C for 5 min. Then, the coatings were cured using a Dymax UVC-5 compact light-curing conveyor system equipped with a mercury lamp.
Measurements
Characterization of the Antimicrobial Agent
Elemental analysis of carbon, hydrogen, nitrogen, and chlorine was performed using a PerkinElmer Model PE Series II CHNS/O analyzer.
Thermogravimetric analysis (TGA) was conducted using a thermobalance TGA/SDTA 851e (Mettler-Toledo), with the following parameters: temperature range from 25 to 600 °C, heating rate of 10 °C/min, a nitrogen atmosphere, gas flow of 50 cm3/min, sample weight of ∼5 mg, and a 150 μL open alumina pan.
XRD spectra were recorded on a MiniFlex600 powder diffractometer, Rigaku, with the following parameters: radiation: Cu Kα1, ƛ = 1.54056 Å, and scanning range 2θ: 2–80°.
The analysis of the Brunauer–Emmett–Teller (BET) surface was carried out using the isothermal nitrogen sorption and desorption method at −196 °C using the Micromeritics TriStar II 3020 analyzer. Before the measurement, the samples were degassed at 50 °C under vacuum (10.67 kPa) for 12 h.
Characterization of Powder Coatings
The detailed description is included in the Supporting Information.
The polymerization test was performed in accordance with Qualicoat specifications. (25) A swab of cotton wool was saturated with methylethylketone (MEK) solvent.
A Mar Surf PSI profilometer was used to measure the roughness of cured powder coatings in accordance with the PN-EN ISO 12085 standard.
A micro-TRI-gloss μ tester from BYK-Gardner GmbH was used to determine the gloss of the cured powder coatings in accordance with the PN-EN ISO 2813 standard. The gloss was measured at a 60° angle.
The scratch resistance test was carried out using a manual Clemen tester from Elcometer, in accordance with the PN-EN ISO 1518-1:2019 standard.
Coating adhesion to the steel surface was evaluated by a cross-cut test according to the PN-EN ISO 2409 standard.
A König pendulum tester from BYK-Gardner GmbH was used to measure the relative hardness of the cured powder coatings according to the PN-EN ISO 1522:2008 standard.
The measurement of the water contact angle was carried out by the side drop method using an optical goniometer by Data Physic, model OCA 15, in accordance with the EN 828:2000 standard.
The antibacterial activity on the coating surface was measured according to the PN-EN ISO 22196 standard against E. coli and S. aureus bacteria. The detailed description is included in the Supporting Information.
A scanning Kelvin probe (SKP) microscopy device from Anfatec was used to measure the potential of cured powder coatings.
Energy-dispersive X-ray (EDX) spectroscopy was perfomed using a Helios NanoLab 600i dual-beam scanning electron microscope.
Quantitative analysis of features was performed using a three-dimensional (3D) laser scanning microscope (Keyence).
The conductivity meter Cond 315i/SET from the WTW company was used to measure the electrical conductivity in the liquid state. The measurement was carried out on all samples after an exposure time of 24 h.
To measure the pH, a pH meter pH 3310 SET 3 from WTW was used. Measurement took place in the liquid in the glued-in cylinder after 24 h.
Results and Discussion
Antimicrobial Agent Characterization
Chitosan alone (CH) and chitosan immobilized in montmorillonite (CH/MMT) were used as antimicrobial additives. CH/MMT was prepared by intercalation from the aqueous solution of chitosan acidified by phosphoric acid. The product was characterized using elemental analysis, XRD, Fourier-transform infrared spectroscopy (FTIR), and TGA methods. The X-ray diffraction pattern of starting sodium montmorillonite indicated a distance between clay layers d001 = 12.8 Å (Figure 1). After modification with chitosan, the (001) reflection of MMT shifted toward lower values of the 2θ angle corresponding to the interlayer spacing of 14.5 Å. Elemental analysis showed that the content of nitrogen, carbon, and hydrogen in CH/MMT, respectively, equals to 2.43, 10.13, and 3.17% by weight.
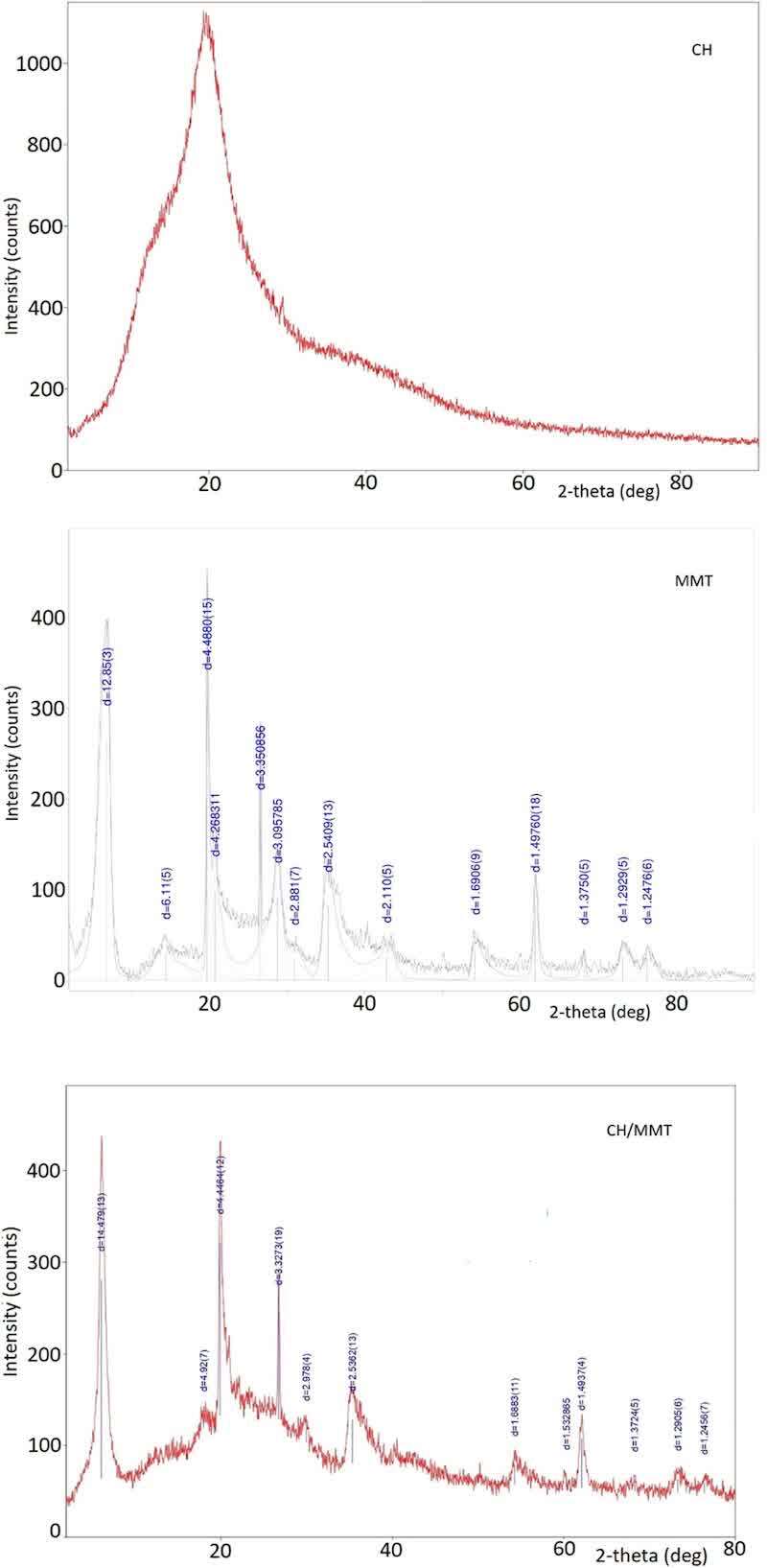
Figure 1. X-ray diffraction patterns of sodium montmorillonite (MMT), chitosan (CH), and its intercalation product in montmorillonite (CH/MMT).
The binding of chitosan by MMT caused a decrease in the BET specific volume of the resulting product in relation to initial MMT (from 29.67 to 8.79 m2/g), which may be associated with the partial blocking of pores as a result of intercalation and adsorption of CH on the clay surface. A similar change in textural properties measured using the BET method was reported for MMT intercalated with high-molecular-weight poly-d-lysine, where side chain fragments of the peptide penetrate the clay interlayer space, while the polymer backbone was adsorbed externally at the MMT surface. (26)
The TGA curves of chitosan (CH) and the product of its intercalation in montmorillonite (CH/MMT) are shown in Figure 2. The mass losses below 230 °C in both the materials can be ascribed to the evaporation of physically adsorbed water (about 15 wt %). The second stage of weight loss for chitosan is in the range from 221 to 349 °C with a maximum decomposition rate at 299.5 °C (DTG peak). For the intercalated CH/MMT product, a decrease in the thermal stability is indicated by a shift in the DTG peak temperature to 245 °C. This is probably due to a decreased crystallinity of chitosan in an intercalated form. The solid weight residues at 700 °C are approximately 32% for CH and 75% for CH/MMT, the latter corresponding to the high content of aluminosilicate in the intercalation compound. The results of thermal analysis indicate the stability of chitosan and its intercalation product under the conditions of powder coating application at temperatures up to 130 °C.
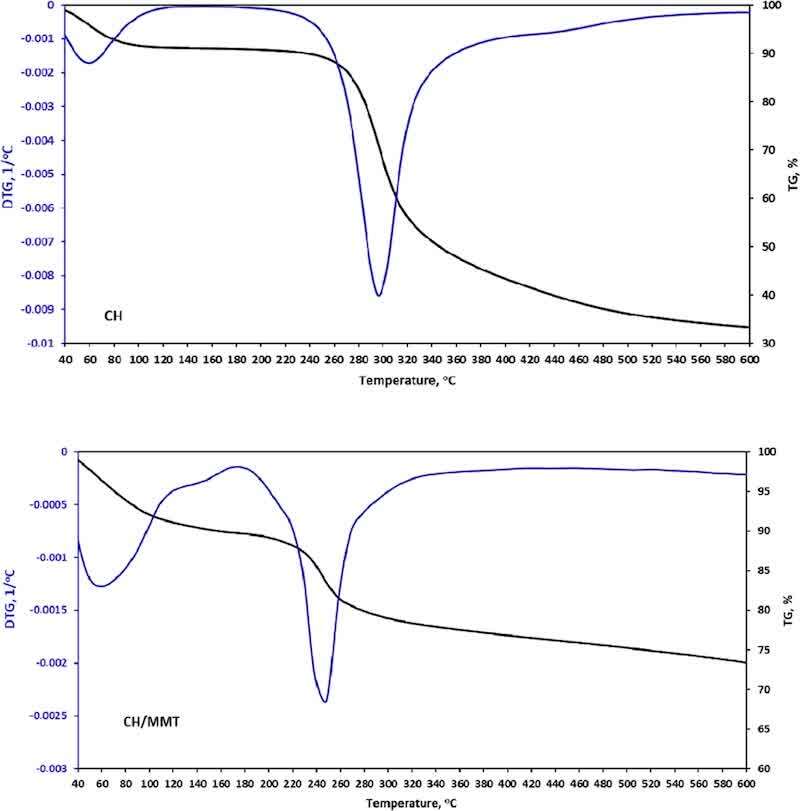
Figure 2. TGA curves of pure chitosan (CH) and its intercalation product in montmorillonite (CH/MMT).
The FTIR spectrum (Figure 3) of CH/MMT is dominated by the absorption bands of montmorillonite; however, it contains additional peaks near 2900 cm–1 and at 1530 cm–1, which are derived from chitosan and correspond, respectively, to the aliphatic C–H stretching and protonated amine group deformation vibrations. This confirms the protonation of nitrogen atoms in chitosan, which enables the interaction between –NH3+ groups and negatively charged sites of MMT. (23) The presence of protonated ammonium groups is also a key factor influencing antibacterial properties of chitosan. (18)
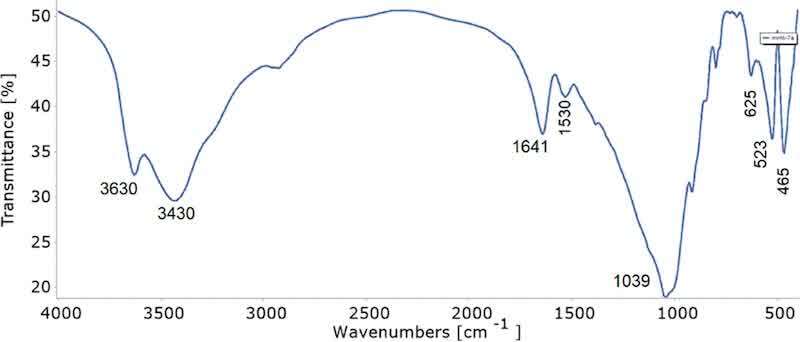
Figure 3. FTIR spectrum of the CH/MMT intercalation compound.
Acrylic Resin Characterization
The structure characterization of acrylic resin is included in the Supporting Information.
Powder Coating Characterization
Powder coatings were prepared with the addition of chitosan or chitosan intercalated in MMT. The intercalation of chitosan in MMT was aimed at enhancing the antibacterial effect and limiting the release of biocides from the coating. The UV-cured powder coatings were cross-linked in the cationic photopolymerization of epoxy groups derived from glycidyl methacrylate (GMA) initiated with a triarylsulfonium hexafluorophosphate photoinitiator. The cationic photopolymerization was started when the coated plates were placed on a UV line Dymax UVC-5 equipped with a mercury high-power lamp (850 W). The wavelengths of UV radiation ranged from 300 to 365 nm. The number of cycles was checked by using the test of polymerization. The coatings were completely cured when, after 30 min from performing the 30 double rubs, no perceptible change was observed. All tested coatings gave a positive test result after the same number of cycles. This test shows that the added biocides had no effect on the coatings’ cross-linking process.
The thermal stability of the modified coatings was tested by the TGA method. The TGA curves of the coatings modified with 3% chitosan (L-AR/3%CH) and with the product of its intercalation in montmorillonite (L_AR/3%CH/MMT) are shown in Figure 4.
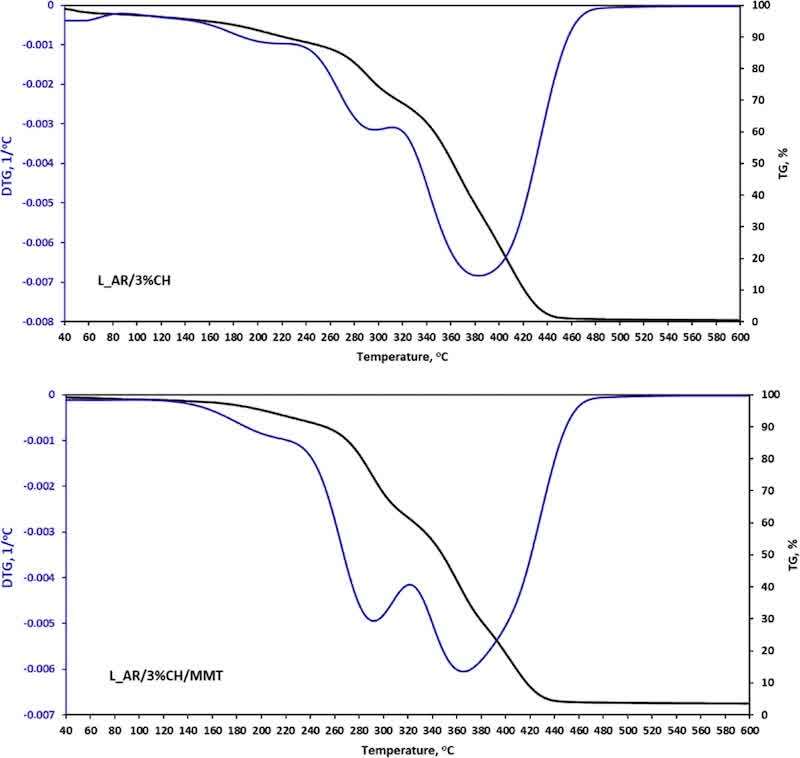
Figure 4. TGA curves of the coatings modified with 3% pure chitosan (L_AR/3%CH) and its intercalation product in montmorillonite (L_AR/3%CH/MMT).
Thermogravimetric analyses of the coatings with added CH and CH/MMT (Figure 4) do not show visible changes in mass in the range of application and hardening temperatures of the coating. The beginning of mass loss is observed at above 150 °C.
The cross-linked coatings were tested for visual, mechanical, and antibacterial properties. The powder coatings without defects, such as orange peel, cratering, or pinholes, were obtained. The measured coating properties are included in Table 2.
Table 2. Specifications of Coating Properties
| symbol of the coating | L_AR | L_AR/1%CH | L_AR/2%CH | L_AR/3%CH | L_AR/1%CH/MMT | L_AR/2%CH/MMT | L_AR/3%CH/MMT | |
| roughness | Ra; μm | 0.71 ± 0.02 | 0.59 ± 0.02 | 0.69 ± 0.02 | 0.67 ± 0.03 | 0.70 ± 0.03 | 1.50 ± 0.04 | 2.00 ± 0.05 |
| PN-EN ISO 12085 | Rz; μm | 3.84 ± 0.16 | 3.13 ± 0.12 | 2.90 ± 0.17 | 2.72 ± 0.18 | 2.64 ± 0.14 | 6.45 ± 021 | 7.50 ± 0.23 |
| gloss for the angle of 60 deg | GU | 85.9 ± 1.2 | 90.4 ± 1.5 | 93.1 ± 1.4 | 99.2 ± 1.3 | 87.9 ± 1.4 | 83.1 ± 1.2 | 54.7 ± 1.2 |
| PN-EN ISO 2813 | ||||||||
| scratch resistance | g | 500 | 350 | 350 | 400 | 450 | 500 | 500 |
| PN-EN ISO 1518 | ||||||||
| relative hardness | 0.59 ± 0.02 | 0.51 ± 0.02 | 0.53 ± 0.03 | 0.55 ± 0.03 | 0.51 ± 0.02 | 0.56 ± 0.03 | 0.60 ± 0.03 | |
| PN-EN ISO 1522 | ||||||||
| adhesion to the steel | 0-best | 0 | 1 | 1 | 1 | 0 | 1 | 1 |
| PN-EN ISO 2409 | 5-worst | |||||||
| water contact angle | deg | 86.0 ± 1.2 | 85.6 ± 1.1 | 84.1 ± 1.2 | 83.6 ± 1.4 | 78.1 ± 1.6 | 80.5 ± 1.1 | 81.1 ± 1.2 |
| PN-EN 828 | ||||||||
| reduction of E. coli | log reducion | ref sample: | uncountable | 0.04 | 1.50 | 3.19 | ||
| PN-EN ISO 22196 | % reduction | log total number of cells 5;92 | 9.52 | 96.83 | 99.93 | 100 | 100 | |
| reduction of S. aureus | log reduction | ref sample: | uncountable | uncountable | 0.47 | uncountable | 0.60 | 3.97 |
| PN-EN ISO 22196 | % reduction | log total number of cells 6;31 | 66.18 | 74.595 | 99.989 | |||
| reduction of E. coli after immersion in water | log reducion | ref sample: | 0.52 | 0.70 | ||||
| PN-EN ISO 22196 | % reduction | log total number of cells 5;85 | 69.58 | 80.19 | ||||
| reduction of S. aureus after immersion in water | log reducion | ref sample: | 0.11 | 1.38 | ||||
| PN-EN ISO 22196 | % reduction | log total number of cells 6;10 | 22.62 | 95.98 |
The surface coating roughness was measured and the values of the determined average parameters Ra and Rz are summarized in Table 2. The reference sample has roughness values of Ra = 0.71 ± 0.02 μm and Rz = 3.84 ± 0.16 μm, which are indicative of a smooth coating. The addition of antimicrobial modifiers in the amount of 1% reduces the coating roughness. Increasing the content of the modifier increases roughness parameters Ra and Rz. All samples containing chitosan are characterized by a lower roughness than the reference sample, which indicates an increase of homogeneity and a smoother surface structure of these coatings compared to other mixtures. The highest values of the roughness profile were obtained for the sample prepared with the use 2 or 3% CH/MMT. An increase in the CH/MMT content above 1% indicates a decrease of homogeneity in these coatings in comparison to the reference sample. The coatings containing chitosan were characterized by the lowest roughness, which results in a high gloss value. The presence of chitosan adversely affected the compatibility of these compositions. For MMT-containing samples, as the CH/MMT content increases, the coatings become rougher and less glossy. This is likely due to a decrease in compatibility resulting from the different chemical structure of MMT with an increase in the CH/MMT content.
The surface topography was also investigated by 3D laser scanning microscopy (Figure 5). The obtained results correlated with those obtained using a profilometer. The surface of the chitosan-modified coating has the lowest roughness. An addition of the CH/MMT modifier increases the surface roughness of the coating.
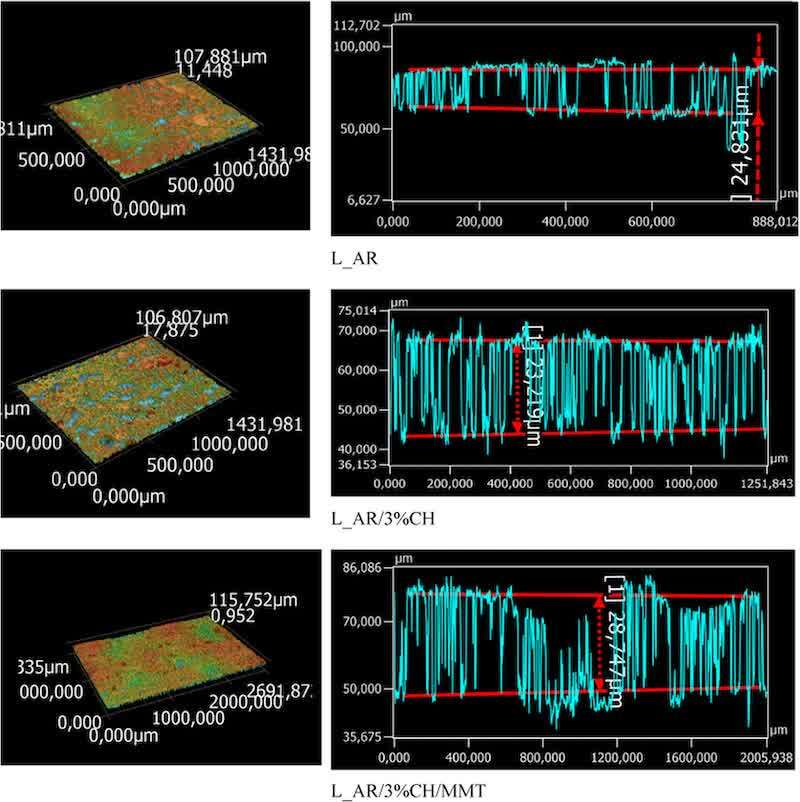
Figure 5. 3D laser scanning microscopy images and the roughness profile of powder coatings L_AR, L_AR/3%CH, and L_AR/3%CH/MMT.
All coatings showed good scratch resistance. Samples containing chitosan are less resistant to stamping, which may due to the effect of the addition of a linear polysaccharide on the tribological properties of the cross-linked acrylic matrix. The presence of chitosan may affect the resin cross-linking process, while a higher cross-linking degree leads to a higher scratch resistance. (27)
The samples containing CH/MMT showed the scratch resistance at the same level as the reference sample. For the coatings containing MMT, the adverse effect of chitosan may be balanced by the positive influence of the layered aluminosilicate on the mechanical properties of the coating, known from other works. (28)
Samples containing MMT are more resistant to stamping, which is due to the presence of stronger bonds, Si–O (1096 kJ/mol) and Al–O (957 kJ/mol), in MMT compared to bonds in the structure of acrylates, C–C (347 kJ/mol), C–H (415 kJ/mol), and C–O (360 kJ/mol), which increases its parameter. (29)
A similar trend as for the scratch resistance can be seen in the coating hardness values. Addition of chitosan results in a decrease in the relative hardness compared to the reference sample based on acrylic resin, which is due to the lower hardness of chitosan compared to the cross-linked acrylic matrix. Moreover, chitosan with a relatively low molecular weight was used to modify the coatings (a viscosity of 10 cps measured for 1% solution in 1% acetic acid), while the hardness of chitosan-based materials is significantly affected by the molecular weight of a polymer. (30)
Under the conditions of the coating cross-linking process, the epoxy groups derived from acrylic resin may react with the amino or hydroxyl groups of chitosan, causing its cross-linking, which increases its hardness. (31) However, the protonated nitrogen atoms in chitosan will not easily react with the epoxy groups during the cationic photopolymerization process due to their positive charge. This was confirmed by IR spectra as there were no changes in the intensity of the bands at 1520 and 3420 cm–1 coming from the deformation and stretching vibrations of the –NH3+ groups. The presence of MMT in the samples slightly increases the hardness of the coatings, which is a consequence of the hard lamellar structure of MMT.
Adhesion to the steel surface was on the high level, which was due to the presence of polar functional groups such as esters derived from acrylic resin and ether as well as hydroxyl formed as a result of the cationic polymerization of epoxy groups. Polar groups interact electrostatically with the steel substrate, thus increasing adhesion.
The coating is hydrophilic when the value of the contact angle does not exceed 90°. Above this value, the coating is hydrophobic. With the increase in the content of antibacterial additives in the resin, a decrease in the value of the contact angle is observed, which indicates that coatings containing biocides have hydrophilic properties. The observed increase in hydrophilicity is a consequence of the hydrophilic nature of the added biocides.
XRD analysis of the coatings containing 3 wt % CH/MMT (Figure 6) showed that after the coating preparation process, the (001) reflection peak of MMT shifted to lower angles and the interlayer spacing of the clay was increased to 18.9 Å (from 14.5 Å for CH/MMT). This indicates that further intercalation of powder coating components takes place during extrusion.
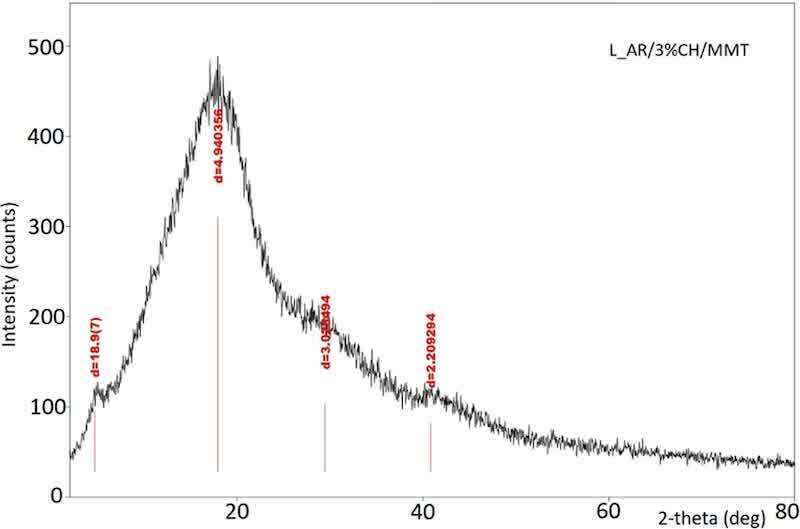
Figure 6. X-ray diffraction pattern of the powder coating with 3 wt % CH/MMT.
For further investigation, the samples were analyzed by scanning electron microscopy–energy dispersive X-ray spectroscopy (SEM/EDX) (Figures 7 and 8). It can be clearly observed that the samples L_AR and L_AR/3%CH present homogeneous layers. It is worth noting that the incorporation of chitosan into the coating layer has been confirmed by SEM–EDX analysis. Figure 8 shows that the SEM image combined with the compositional mapping reveals a different elemental composition for sample L_AR3%CH compared to the coating L_AR without chitosan.
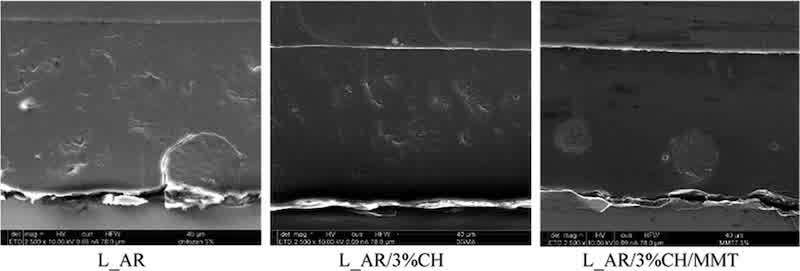
Figure 7. SEM microscopy images of powder coatings L_AR, L_AR/3%CH, and L_AR/3%CH/MMT.
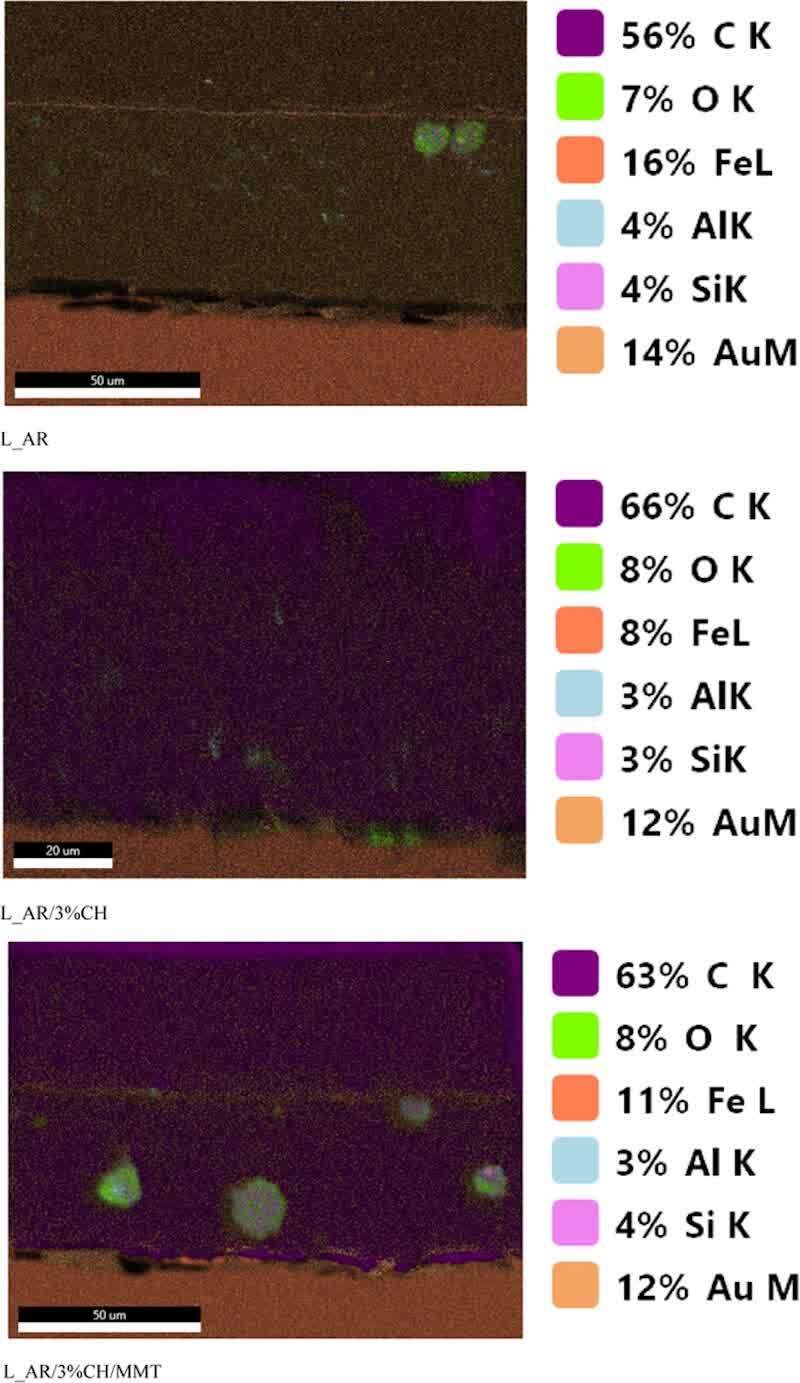
Figure 8. SEM/EDX microscopy images combined with the compositional mapping of powder coatings L_AR, L_AR/3%CH, and L_AR/3%CH/MMT.
The L_AR/3%CH/MMT sample has brighter areas that are evenly distributed in a darker matrix with a diameter of several micrometers. These brighter areas have a different elemental composition than the rest of the sample and indicate the presence of MMT due to their high concentrations of Al and Si. The presence of carbon in these areas indicates that they contain not only MMT but also chitosan or resin, which could confirm the intercalation of powder coating components as shown by XRD analysis. The brighter regions in the SEM images present a significant concentration of carbon, indicating a higher AR resin content. However, this region also contains aluminum and silicon, indicating that MMT is also present in it. The homogeneity of this area shows that MMT has been exfoliated.
Surface Potential and Ionic Conductivity of Water in Contact with the Coating
The differentiation of the electron transfer reactions (ETRs) in the antimicrobial coating proved to be an additional approach. An important starting point is the potential difference to an intact area between fabricated samples, L_AR, L_AR/3%CH and L_AR/3%CH/MMT (Figure 9). It can be used to determine the electron affinity of different materials, which in turn can determine the energy level overlap of conduction bands of different materials. The energy level overlap of these bands is related to the surface area of a system. We compare the potentials of the matrix. No reactions may take place in the intact area.
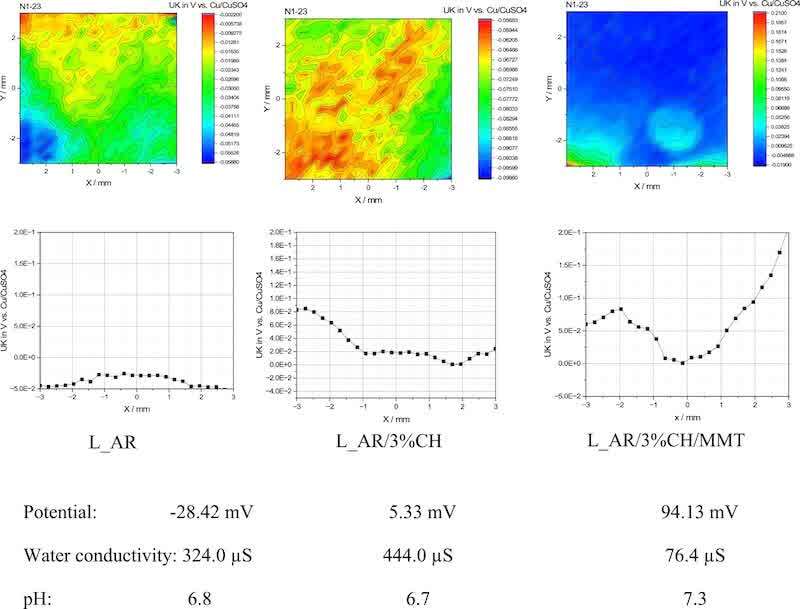
Figure 9. SKP graphics of powder coatings L_AR, L_AR/3%CH, and L_AR/3%CH/MMT.
On the other hand, negative values (−28.42 mV) are measured on the native oxide layers of reactive AR, where oxygen reduction should actually be possible. On the other hand, we can see that adding chitosan to the polymer changed the values. More positive values were measured on the oxide layers of the more reactive chitosan (5.33 mV), at which oxygen reduction should also be possible. During the oxidation process, there is an increasing upward band bending that eventually leads to an electronic depletion layer on the surface that prevents further reaction. (32,33) Therefore, oxygen reduction is also inhibited at the measured potentials. In the model samples L_AR/3%CH/MMT mentioned, positive potentials are measured in the intact area. This may be due to the fact that oxygen can initially be reduced, but due to the lack of an anodic reaction, a double layer is formed in which the sample surface is positively charged. This prevents further oxygen reduction. Values of +94.13 mV are measured for L_AR/3%CH/MMT. The behavior of L_AR/3%CH/MMT as well as L_AR and L_AR/3%CH can be described in the context of semiconductor electrochemistry as follows. If the interface is intact, the oxide surface of the passive layer is depleted of charges and no electron transfer is possible. At an anodic potential, as is the case with AR, the polarization leads to an increase in band bending, so that the electron transfer required for oxygen reduction at the surface still cannot take place. On the other hand, with reversed polarization, i.e., under the conditions that prevail with the cathodic polarization of chitosan and L_AR/3%CH/MMT, there is an accumulation of electrons on the surface and thus a high oxygen reduction rate. When examining the oxide surface in the intact area, it is advisible to return to the traditional application of the Kelvin probe and measure the work function, i.e., the position of the Fermi level.
Effect of the Structure of the Modifier on Antimicrobial Properties of the Powder Coating
In this study, chitosan and chitosan intercalated in MMT were compared concerning their antimicrobial properties. The obtained coatings containing chitosan and CH/MMT show the ability to reduce E. coli and S. aureus bacteria after 24 h of incubation (Table 2). The tests were carried out using the contact method (ISO 22196) standardly used to assess the antimicrobial properties of polymer coatings.
Powder coatings containing 3 wt % chitosan and 1–3 wt % chitosan intercalated in MMT show high reductions in the number of E. coli colonies, ranging from 96.8 to 100%. In the case of S. aureus, coatings containing chitosan exhibit a weaker antibacterial effect, while the coatings with 2 wt % chitosan and 3 wt % chitosan intercalated in MMT show a higher percentage of bacteria reduction, 75 and 99.9%, respectively. Also, some other studies showed that chitosan compounds immobilized in montmorillonite may have better antibacterial activity than chitosan alone. This synergistic effect was referred to entrapping bacteria between the intercalated structures of chitosan-modified montmorillonite. (34)
To evaluate the effect of water exposure on the powder coatings’ antibacterial activity, the coating samples were immersed in water for 72 h, followed by the testing of its antibacterial properties through the contact method. It has been observed that the antibacterial effectiveness of chitosan-modified coatings is significantly reduced. However, when chitosan is intercalated in MMT, the reduction of bacterial colonies remains clearly higher after the water immersion test (80.2% for E. coli and 96% for S. aureus). This may be due to the reduced diffusion of chitosan ionically bound to the cation centers of the layered aluminosilicate.
Additionally, the agar disk diffusion test was performed (Figure 10). This method is complementary to the contact method and shows the activity of the biocide diffusing from the coating into the aqueous test solution.
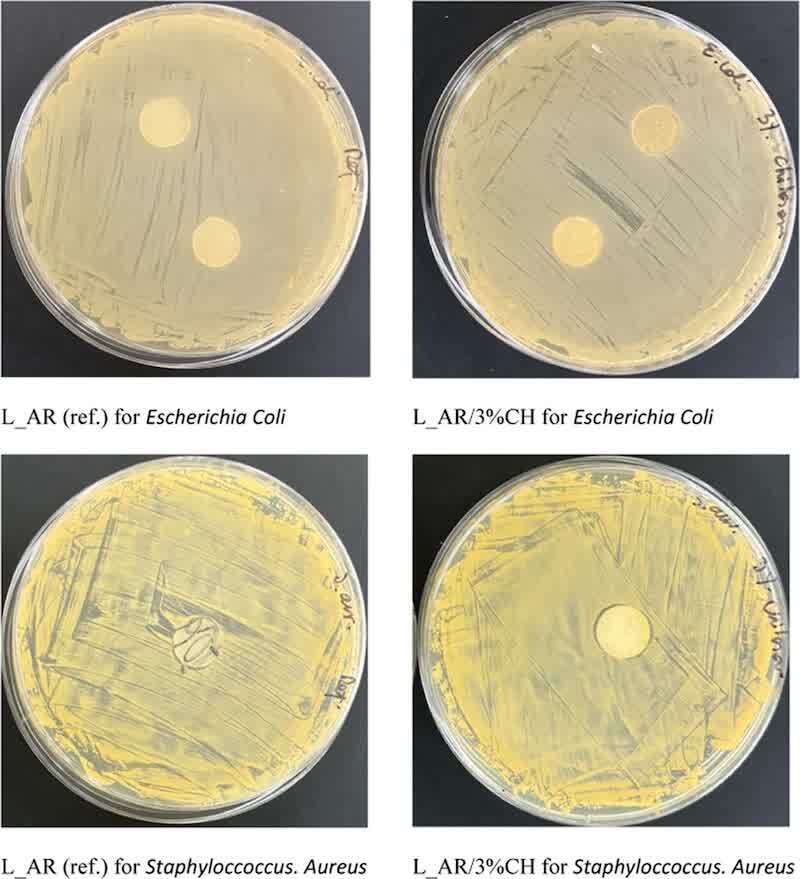
Figure 10. Results of disk diffusion tests for reference powder coatings and coatings with added 3 wt % chitosan.
In the drawings showing the samples examined with the disk diffusion method, the zones of inhibition are not visible both for the control and chitosan-modified coatings. Chitosan, being a polymer of high molecular weight and limited water solubility may very slowly diffuse from the coating matrix and its concentration in the test solution is too low to show an antibacterial effect.
It is generally assumed that the mechanism of antimicrobial properties of chitosan is complex, including a number of aspects. One of the factors affecting the antibacterial activity is the polycationic structure of chitosan, which arises from the protonation of its amino groups (which takes place at a pH below 6). (35) In this study, chitosan-contained protonated ammonium groups were used, which was confirmed by FTIR spectra. The positively charged chain of chitosan can bind to the negatively charged cell walls of bacteria, affecting the permeability of the cell membrane or penetrating into the cell and inhibiting DNA replication, which results in cell death. Another mechanism under consideration is related to the ability of chitosan to chelate metal ions. (36)
According to literature reports, amino and hydroxyl groups that are not protonated can also work against bacteria by forming hydrogen bonds with the negatively charged bacterial cell wall. (37) However, the stronger the interaction with negative charges on the bacterial wall, the more effective are the antibacterial properties of the compound. Therefore, protonated chitosan was used in the work, which not only enhanced the antibacterial effect but also facilitated its intercalation on negatively charged sites of MMT.
The powder coatings with CH and CH/MMT additives have shown a stronger ability to reduce E. coli bacteria compared to S. aureus. This is likely due to the structural differences between these bacteria. The cell wall of E. coli consists of two membranes, an outer membrane and an inner membrane, which are separated by a thin layer of periplasm (murein) with a total thickness of 2–10 nm. (38) In contrast, the cell wall of S. aureus contains a single, thicker membrane (inner), which is covered by a thicker layer of murein (15–50 nm). Chitosan, with its positively charged chain, interacts more effectively with the negatively charged cell wall of E. coli, which results in a more effective reduction of this bacteria.
Despite the fact that E. coli is present in the human intestines, participating in the decomposition of food, it can cause infections of other systems, e.g., the urinary system, and some strains can also cause food poisoning, organ abscesses, and peritonitis, which may result in sepsis. E. coli is the most common Gram-negative bacillus causing sepsis. (39) Therefore, preventing its transmission is very important.
Mechanism of Antimicrobial Properties
It is generally assumed that the mechanism of antimicrobial properties is complex and may depend on many factors.
One of them may be the hydrophobicity of the coating surface. The coatings containing chitosan and the chitosan-MMT compound have water contact angles ranging from 78 to 86°, which indicates moderate hydrophobicity, beneficial for bacterial adhesion. (40) Another factor facilitating the adhesion of bacteria is surface roughness, which clearly increases after the addition of montmorillonite, especially at loading levels of 2–3 wt %. (41) The changes in the coating roughness due to the presence of montmorillonite compounds are also observed in topographic images obtained by the LSM method (Figure 6). A similar effect was reported for nanostructured starch/chitosan blends with montmorillonite. (42)
Antimicrobial activity is also influenced by electrostatic interactions between the antimicrobial agents and the microbial membranes. Bacterial cells with negative charges can be attracted toward positively charged functional groups, such as ammonium moieties of chitosan. This electrostatic effect can also perturb the osmotic balance, leading to the death of bacterial cells. There are several ways to explain the antimicrobial mechanism of coatings, one of which involves investigating the surface potential.
A scanning Kelvin probe was used to study the potential of powder coating surfaces. It is a noncontact voltage measurement technique that uses a vibrating capacitor probe to measure the contact potential difference with the sample, which is directly under the probe. (43) Small but significant differences were found. The negative potentials were measured for L_AR (−28.42 mV) and a slightly positive one for L_AR/3%CH (5.33 mV) and L_AR/3%CH/MMT (94.13 mV). As can be seen, the surface potential of the coating is affected by both chitosan and chitosan intercalated in MMT. This change in the potential could contribute to the antimicrobial effect of the coating.
Additionally, when antimicrobial additives are present in the powder coating, they can also affect the conductivity of water that interacts with the surface of the coating. The lowest conductivity value (76.4 μS) was measured for L_AR/3%CH/MMT, which may result from the exchange of ionic species between montmorillonite and the surrounding solution. Positively charged chitosan molecules may have been released from the chitosan-MMT compound and migrated to the coating surface. (44) Then, other mechanisms of chitosan antimicrobial activity may be triggered, including disturbing the microbial cell membrane and inducing leakage of intracellular components. The disturbance of metabolic processes of microorganisms can take place in the following ways:
- Electric Charges: A charged surface can attract or repel ions and molecules. An antimicrobial coating can therefore attract the bacteria through an electrical potential and thus impair their ability to survive.
- Membrane damage: Inside bacterial cells, there are electrically charged ions that are necessary for many metabolic processes. A damaged outer membrane can cause ions to leak and disrupt metabolism. An antimicrobial coating with an electrical potential can attack the outer membrane of bacteria, reducing their survival.
- Oxidation: Some antimicrobial coatings can also act through an electrical potential by generating oxygen radicals, which enter bacterial cells and harm metabolic processes.
As per results from literature reports, an edge mechanism can be considered, consisting in damaging the microbial cells by the protruding sharp edges of the modifier. (45) In our work, this mechanism was also considered for MMT due to its lamellar structure and an increase in the surface roughness of the coating. However, during the research, this mechanism was excluded for the lack of sharp edges from MMT on the surface of the coating.
Figure 11 shows the surface of the powder coating L_AR/3%CH/MMT, which exhibits slight irregularities protruding to a height of 4 μm. To determine the chemical structure of these irregularities, SEM/EDS tests of the coating surface were performed (Figure 12 and Table 3).
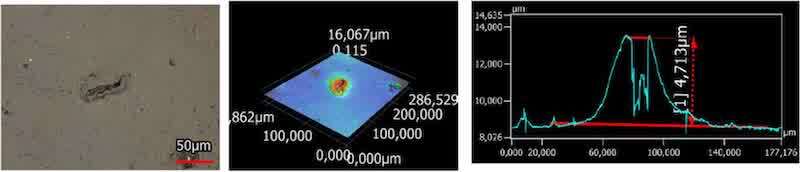
Figure 11. LSM microscopy image of the powder coating surface of L_AR/3%CH/MMT.
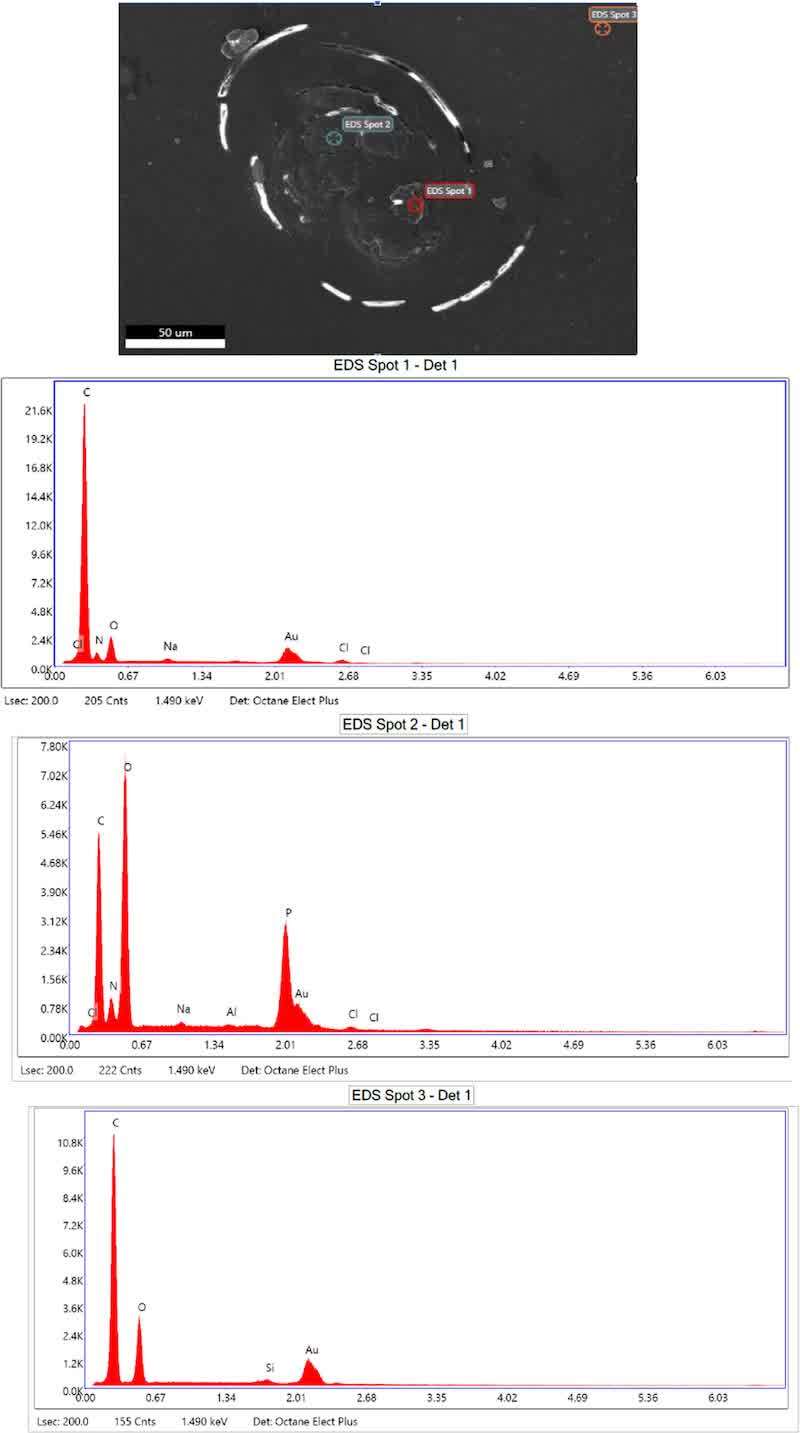
Figure 12. SEM/EDS microscopy image of the powder coating surface of L_AR/3%CH/MMT.
Table 3. Elemental Composition of Marked Spots 1 (Red), 2 (Petrol), and 3 (Orange)
| Element | Weight % - Spot 1 (red) | Weight % - Spot 2 (petrol) | Weight % - Spot 3 (orange) |
| CK | 75.06 | 36.93 | 56.96 |
| NK | 0.07 | 3.11 | |
| OK | 2.55 | 34.57 | 18.26 |
| NaK | 0.98 | 0.37 | |
| AlK | 0.18 | ||
| PK | 19.76 | ||
| SiK | 0.81 | ||
| AuM | 18.79 | 4.5 | |
| ClK | 2.55 | 0.59 |
An SEM/EDS examination of the surface of the L_AR/3%CH/MMT coating indicates the presence of chitosan molecules containing nitrogen as well as phosphorus derived from phosphate counterions formed during the intercalation of chitosan in the presence of phosphoric acid (Figure 12, spot 2). Ammonium substituents exposed on the coating surface may contribute to its antibacterial activity.
Conclusions
Silver-free UV-curable powder coatings were developed using environmentally friendly biocides, such as chitosan and chitosan intercalated in MMT. By incorporating 2 or 3 wt % chitosan intercalated in MMT in the powder composition, a complete reduction of E. coli bacteria was achieved.
The study investigated the effect of various coating parameters on the antimicrobial properties of chitosan and MMT-modified coatings to propose an antimicrobial mechanism. The surface potential of the coating seems to play a crucial role, as it changes from negative to positive upon introduction of an antimicrobial modifier. This positive surface potential favors the adhesion of negatively charged bacteria, causing disturbance to their cell membrane and metabolic processes. Furthermore, the combating of microorganisms can also be favored by an increase in hydrophilicity and surface roughness, which promotes the adhesion and colonization of microbes. The presence of chitosan molecules on the coating surface, as indicated by SEM/EDS analysis, may contribute to another mechanism of antimicrobial activity by disturbing the microbial cell membrane and inducing leakage of intracellular components.
The reduction ability of E. coli bacteria by the tested coatings is much stronger than that of S. aureus, which is probably due to the different structure of the cell wall of these bacteria.
The use of natural antimicrobial modifiers in the composition did not significantly deteriorate the mechanical properties of powder coatings. They showed favorable properties, such as high scratch resistance and hardness. These coating features are important in the protection of the material surface from environmental factors such as mechanical damage.
UV-curable antimicrobial powder coatings are suitable for use on temperature-sensitive substrates, such as MDF and wood. The development of emission-free UV-curable powder coatings with antimicrobial properties is perfectly in line with the modern requirements for surface finishes.
Supporting Information: The Supporting Information is available free of charge at https://pubs.acs.org/doi/10.1021/acssuschemeng.3c07721.
Author Information
- Barbara Pilch-Pitera - Faculty of Chemistry, Department of Polymers and Biopolymers, Rzeszow University of Technology, ul. Powstan ́ców Warszawy 6, 35-959 Rzeszów, Poland; Orcidhttps://orcid.org/0000-0002-2412-2219; Email: barbpi@prz.edu.pl
- Katarzyna Krawczyk - Fraunhofer Institute for Manufacturing Engineering and Automation IPA, Pigments and Coatings Allmandring 37, 70569 Stuttgart, Germany
- Michał Kędzierski - Łukasiewicz Research Network-Industrial Chemistry Institute, ul. Ludwika Rydygiera 8, 01-793 Warsaw, Poland
- Katarzyna Pojnar - Doctoral School of Engineering and Technical Sciences at the Rzeszow University of Technology, ul. Powstan ́ców Warszawy 12, 35-959 Rzeszów, Poland
- Henry Lehmann - Fraunhofer Institute for Manufacturing Engineering and Automation IPA, Pigments and Coatings Allmandring 37, 70569 Stuttgart, Germany
- Dominika Czachor-Jadacka - Faculty of Chemistry, Department of Polymers and Biopolymers, Rzeszow University of Technology, ul. Powstan ́ców Warszawy 6, 35-959 Rzeszów, Poland; Orcidhttps://orcid.org/0000-0001-5176-9459
- Katarzyna Bieniek - Łukasiewicz Research Network-Industrial Chemistry Institute, ul. Ludwika Rydygiera 8, 01-793 Warsaw, Poland
- Michael Hilt - Fraunhofer Institute for Manufacturing Engineering and Automation IPA, Pigments and Coatings Allmandring 37, 70569 Stuttgart, Germany
Notes: The authors declare no competing financial interest.
Acknowledgments: This work was supported by the Podkarpackie Innovation Center (PCI) under grant no. N3_103, contract no. 68/PRZ/1DG/PCI/2021 and by the Ministry of Science and Higher Education, Republic of Poland within the program “Regional Excellence Initiative”, grant number RCD.RB.24.002.01.
References
1. Directive 2004/42/EC of the European Parliament and of the Council of 21 April 2004 on the limitation of emissions of volatile organic compounds due to the use of organic solvents in certain paints and varnishes and vehicle refinishing products and amending Directive 1999/13/EC.
2. Pilch-Pitera, B.; Byczyński, Ł.; Myśliwiec, B. Study on the synthesis of new blocked polyisocyanates as crosslinking agents for hydrophobic polyurethane powder clear coatings. Prog. Org. Coat. 2017, 113, 82−89.
3. Mannari, V.; Patel, C. J. Understanding Coatings Raw Materials; Vincentz Network: Hannover, 2015.
4. Patil, R. S.; Thomas, J.; Patil, M.; John, J. To Shed Light on the UV Curable Coating Technology: Current State of the Art and Perspectives. J. Compos. Sci. 2023, 7, 513.
5. Czachor-Jadacka, D.; Pilch-Pitera, B. Progress in development of UV curable powder coatings. Prog. Org. Coat. 2021, 158, No. 106355.
6. Czachor-Jadacka, D.; Pilch-Pitera, B.; Kisiel, M.; Gumieniak, J. Materials 2021, 14 (2021), 4710.
7. He, J.; Xu, Y.; Tan, X.; et al. Study on UV-cured antimicrobial coatings with epoxy resin quaternary ammonium salt. Surf. Innov. 2024, 12 (5−6), 329−335.
8. Shen, Z.; Wu, Y.; Qiu, S.; Deng, H.; Hou, R.; Zhu, Y. UV- thermal dual-cured polymers with degradable and anti-bacterial function. Prog. Org. Coat. 2020, 148, No. 105783.
9. Liu, R.; Zheng, J.; Rui-xi, G.; Luo, J.; Yuan, Y.; Liu, X. Synthesis of New Biobased Antibacterial Methacrylates Derived from Tannic Acid and Their Application in UV-Cured Coatings. Ind. Eng. Chem. Res. 2014, 53, 10835−10840.
10. Blaser, S. A.; Scheringer, M.; MacLeod, M.; Hungerbuhler, K. Estimation of cumulative aquatic exposure and risk due to silver: Contribution of nano-functionalized plastics and textiles. Sci. Total Environ. 2008, 390, 396−409.
11. Panáček, A.; Kvítek, L.; Smékalová, M.; Večeřová, R.; Kolář, M.; Röderová, M.; Dyčka, F.; Šebela, M.; Prucek, R.; Tomanec, O.; Zbořil, R. Bacterial resistance to silver nanoparticles and how to overcome it. Nat. Nanotechnol. 2018, 13, 65−71.
12. Sütterlin, S.; Dahlö, M.; Tellgren-Roth, C.; Schaal, W.; Melhus, A. High frequency of silver resistance genes in invasive isolates of Enterobacter and Klebsiella species. J. Hosp. Infect. 2017, 96, 256− 261.
13. Li, W.-T.; Chang, H.; Yang, W.; et al. Immunotoxicity of Silver Nanoparticles (AgNPs) on the Leukocytes of Common Bottlenose Dolphins (Tursiops truncatus). Sci. Rep. 2018, 8, No. 5593.
14. Orłowski, P.; Krzyżowska, M.; Winnicka, A.; Chwalibóg, A. Experimental Immunology. Toxicity of silver nanoparticles in monocytes and keratinocytes: potential to induce inflammatory reactions. Cent. Eur. J. Immunol. 2012, 37, 123−130.
15. Dhillon, G. S.; Kaur, S.; Pulicharla, R.; Brar, S. K.; Cledón, M.; Verma, M.; Surampalli, R. Y. Triclosan: Current Status, Occurrence, Environmental Risks and Bioaccumulation Potential. Int. J. Environ. Res. Public Health 2015, 12, 5657.
16. Arnold, W. A.; Blum, A.; Branyan, J.; Bruton, T. A.; Carignan, C. C.; Cortopassi, G.; Datta, S.; DeWitt, J.; Doherty, A. C.; Halden, R. U.; Harari, H.; Hartmann, E. M.; Hrubec, T. C.; Iyer, S.; Kwiatkowski, C. F.; LaPier, J.; Li, D.; Li, D.; Muñiz Ortiz, J. G.; Salamova, A.; Schettler, T.; Seguin, R. P.; Soehl, A.; Sutton, R.; Xu, L.; Zheng, G. Quaternary Ammonium Compounds: A Chemical Class of Emerging Concern. Environ. Sci. Technol. 2023, 57, 7645−7665.
17. Jung, W.-J.; Ro-Dong, P. Bioproduction of Chitooligosacchar- ides: Present and Perspectives. Mar. Drugs 2014, 12, 5328−5356.
18. Jana, S.; Jana, S. Functional Chitosan. In AntibacterialActivityof Chitosan-Based Systems; Atay, H. Y., Ed.; Springer Nature: Singapore, 2019; pp 457−489.
19. Darder, M.; Colilla, M.; Ruiz-Hitzky, E. Biopolymer−clay nanocomposites based on chitosan intercalated in montmorillonite. Chem. Mater. 2003, 15, 3774−3780.
20. Monvisade, P.; Siriphannon, P. Chitosan intercalated montmorillonite: Preparation, characterisation and cationic dye adsorption. Appl. Clay Sci. 2009, 42, 427−431.
21. Yang-Su, H.; Sang-Hoon, L.; Ho, C. K. Preparation and characterisation of chitosan−clay nanocomposites with antimicrobial activity. J. Phys. Chem. Solids 2010, 71, 464−467.
22. Cui, J.; Shao, Y.; Zhang, H.; Zhang, H.; Zhu, J. Development of a novel silver ions-nanosilver complementary composite as anti- microbial additive for powder coating. Chem. Eng. J. 2021, 420, No. 127633.
23. Yeasmin, R.; Zhang, H.; Zhang, H.; Zhu, J. Activation of silver nanoparticles by hydrophilic encapsulation for antimicrobial powder coated surfaces. Prog. Org. Coat. 2023, 182 (182), No. 107615.
24. Focus on Powder Coatings; Elsevier, 2020.
25. Bellot, P. SpecificationsforaQualityLabelforLiquidandPowder Coatings on Aluminium for Architectural Applications; Qualicoat: Zurich, 2023.
26. Gougeon, R.; Soulard, M.; Reinholdt, M.; Miehé-Brendlé, J.; Chézeau, J.-M.; Dred, R.; Marchal, R.; Jeandet, P. Polypeptide Adsorption on a Synthetic Montmorillonite: A Combined Solid-State NMR Spectroscopy, X-ray Diffraction, Thermal Analysis and N2 Adsorption Study. Eur. J. Inorg. Chem. 2003, 2003, 1366−1372.
27. Gonzalez-Martinez, J. F.; Kakar, E.; Erkselius, S.; Rehnberg, N.; Sotres, J. The role of cross-linking in the scratch resistance of organic coatings: An investigation using Atomic Force Microscopy. Wear 2019, 418-419, 418−419.
28. Kowalczyk, K.; Spychaj, T. Epoxy coatings with modified montmorillonites. Prog. Org. Coat. 2008, 62, 425−429.
29. Zhang, Z.; Song, X. Nanoscale crack propagation in clay with water adsorption through reactive MD modeling. Int. J. Numer. Anal. Methods Geomech. 2023, 47, 1103−1133. 10338 https://doi.org/10.1021/acssuschemeng.3c07721 ACS Sustainable Chem. Eng. 2024, 12, 10325−10339 ACSSustainableChemistry&Engineering pubs.acs.org/journal/ascecg Research Article
30. Pudziuvelyte, L.; Siauruseviciute, A.; Morkuniene, R.; Lazauskas, R.; Bernatoniene, J. Influence of Technological Factors on the Quality of Chitosan Microcapsules with Boswellia serata L. Essential Oil. Pharmaceutics 2022, 14, 1259.
31. Ostrowska-Czubenko, J.; Pieróg, M.; Gierszewska, M. Modification of Chitosan A Concise Overview; Wiadomości chem- iczne, 2016; Vol. 70, pp 657−679.
32. Cabrera, N.; Mott, N. Theory of the oxidation of metals. Rep. Prog. Phys. 1949, 12, 163−184.
33. Mott, N. F. The theory of the formation of protective oxide films on metals. III. Trans. Faraday Soc. 1947, 43, 429−434.
34. Aliabadi, M.; Dastjerdi, R.; Kabiri, K. HTCC-modified nanoclay for tissue engineering applications: a synergistic cell growth and antibacterial efficiency. BioMed. Res. Int. 2013, 2013, No. 749240.
35. Wang, Q. Z.; Chen, X. G.; Liu, N.; Wang, S. X.; Liu, C. S.; Meng, X. H.; Liu, C. G. Protonation constants of chitosan with different molecular weight and degree of deacetylation. Carbohydr. Polym. 2006, 65, 194−201.
36. Jianhui, L.; Zhuang, S. Antibacterial activity of chitosan and its derivatives and their interaction mechanism with bacteria: Current state and perspectives. Eur. Polym. J. 2020, 138, No. 109984.
37. Farhan, N.; Rageh Al-Maleki, A.; Ataei, S.; Sarih, N. M.; Yahya, R. Synthesis, DFT study, theoretical and experimental spectroscopy of fatty amides based on extra-virgin olive oil and their antibacterial activity. Bioorg. Chem. 2023, 135, No. 106511.
38. Shanmugasundarasamy, T. I.; Govindarajan, D. K.; Kandaswamy, Kl. A review on pilus assembly mechanisms in Gram- positive and Gram-negative bacteria. Cell Surf. 2022, 8, No. 100077.
39. Jauréguy, F.; Carbonnelle, E.; Bonacorsi, S.; Clec’h, C.; Casassus, P.; Bingen, E.; Picard, B.; Nassif, X.; Lortholary, O. Host and bacterial determinants of initial severity and outcome of Escherichia coli sepsis. Clin. Microbiol. Infect. 2007, 13, 854−862.
40. Yuan, Y.; Hays, M. P.; Hardwidge, P. R.; Kim, J. Surface characteristics influencing bacterial adhesion to polymeric substrates. RSC Adv. 2017, 7, 14254−14261.
41. Chen, G.; Wang, Z.; Wang, H.; et al. Effects of tetrahedral amorphous carbon film deposited on dental cobalt−chromium alloys on bacterial adhesion. Surf. Coat. Technol. 2012, 206, 3386−3392.
42. Llanos, J. H. R.; Avezum, L.; Dacanal, G. C. Increase in the physical performance of nanostructured starch/chitosan blends with montmorillonite. Colloid Polym. Sci. 2021, 299, 1901−1915.
43. Stratmann, M.; Bard, A. J. Encyclopedia of Electrochemistry. In Passivity of Metals, Alloys, and Semiconductors; Hassel, A. W.; Schultze, J. W., Eds.; Wiley-VCH: Weinheim, 2003; Vol. 4, pp 216−270.
44. Lertsutthiwong, P.; Noomun, K.; Khunthon, S.; Limpanart, S. Influence of chitosan characteristics on the properties of biopolymeric chitosan−montmorillonite. Prog. Nat. Sci. 2012, 22, 502−508.
45. Xie, C.; Zhang, P.; Gou, Z.; et al. Elucidating the origin of the surface functionalization-dependent bacterial toxicity of graphene nanomaterials: Oxidative damage, physical disruption, and cell autolysis. Sci. Total Environ. 2020, 747, No. 141546.































