




The purpose of this paper is to examine how recycling-driven changes in aluminium alloy chemistry, together with alkaline etching bath composition and additive control, influence surface quality and preferential grain etching during anodizing.
 Malgorzata Chojak Halseid, Annica Crispin, and Jonas Evertsson.This work was presented at both the ESTAL, European Association for Surface Treatment on Aluminium Congress (Thessaloniki 2025) and AAC, Aluminum Anodizers Council Conference (Cleveland 2024), and the present short paper is based on those conference contributions.
Malgorzata Chojak Halseid, Annica Crispin, and Jonas Evertsson.This work was presented at both the ESTAL, European Association for Surface Treatment on Aluminium Congress (Thessaloniki 2025) and AAC, Aluminum Anodizers Council Conference (Cleveland 2024), and the present short paper is based on those conference contributions.
It reflects the growing industrial need to understand how recycled material can be used with confidence in high-quality anodized products.
Growing Role of Recycled Alloys in Architectural Products
As the aluminium industry moves toward a more circular economy, recycling-based alloys are becoming increasingly important, especially in architectural and consumer applications where decorative anodized surfaces are also required.
Today, end users expect extruded aluminium profiles that combine a low carbon footprint with high-quality, visually consistent finishes. This dual requirement can create challenges because recycled alloys often contain elevated levels of trace elements, which can influence alkaline etching behavior and final surface appearance after anodizing.
Recent developments in scrap sorting and alloy design have greatly improved the consistency of recycled aluminium, making this type of alloy increasingly suitable for high-value anodized products (1,2). Nevertheless, complete separation of alloy streams is not feasible at an industrial scale, and recycled alloys must generally be expected to contain somewhat higher concentrations of elements such as Zn, Cu, and Fe than primary material. Even small changes in 6060/6063 alloy composition, for example, an increase in Zn from 0.02 to 0.05 wt%, can affect surface appearance after the alkaline etching process. However, as discussed later in this paper, these effects can be effectively managed through appropriate alloy design and careful control of bath chemistry and additives.
Trace Element Effects on Decorative Surface Appearance
In natural anodizing, the alkaline etching step is the most common method to obtain decorative surface quality. During etching, a thin surface layer is dissolved, producing a uniform matte appearance that later supports consistent oxide growth. However, when different grains dissolve at different rates, the surface can develop a grainy or spangled pattern, a phenomenon known as preferential grain etching (PGE) (3,4). This effect occurs more commonly in alloys with elevated zinc content and is widely recognized as a challenge when using recycled aluminium. The SEM images shown in Figure 1 compare anodized 6060 alloys with 0.02 wt% Zn and 0.05 wt% Zn, demonstrating that elevated Zn content can promote grain-selective dissolution during alkaline etching, leading to visibly stronger PGE patterns.
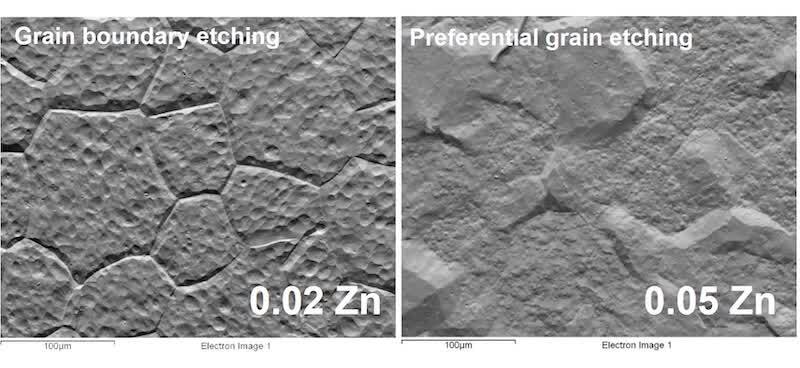
Figure 1. Influence of zinc level in the alloy on preferential grain etching (PGE)
Industrial experience and internal trials indicate that alloys containing Zn concentrations above 0.03 wt% Zn may be more sensitive to this defect (5). At the same time, the interaction between zinc and copper provides an important opportunity. Multiple studies and industrial trials indicate that small copper additions can reduce the undesirable effect of zinc (6,7,8). When zinc and copper are present together, etched surfaces often appear more uniform, with less grain-selective attack. This consistent trend suggests that copper can act as an element that reduces zinc-related effects in recycled alloys. SEM micrographs shown in Figure 2 of alloys containing 0.05 wt% Zn and 0.02 wt% Cu and 0.04 wt% Cu, respectively, demonstrate how copper acts as a stabilizing element, reducing the effect of zinc and producing more uniform etched surfaces.
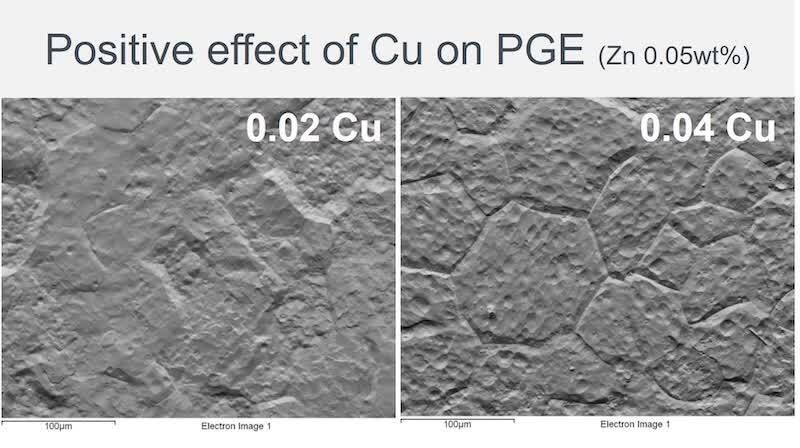
Figure 2. Effect of copper additions on mitigating PGE in Zn-containing alloys. The given example is for 6060 /6063 alloy containing 0.05 wt% Zn with 0.02 wt% Cu (on the left) and 0.054 wt% Cu (on the right)
In addition to chemistry, alloy temper also plays a significant role. Although T4 and T6 tempers are chemically identical, they often respond differently during etching due to differences in thermal history and microstructure. Studies examining the effect of temper and aging condition revealed that under-aged extrusions exhibit a higher tendency toward preferential grain etching at a given Zn level, while over-aged conditions reduce this tendency(8). Although the underlying mechanisms are still under investigation, the results suggest that the distribution of Zn between solid solution and precipitates plays a role in etching behaviour. Variations in precipitate distribution and dissolution kinetics can strongly influence susceptibility to PGE.
Influence of Etching Bath Chemistry on Surface Appearance
However, alloy composition alone does not fully explain the variability observed in industrial anodizing practice. A repeated finding is that identical alloy batches can produce very different etched appearances (as shown in Figure 3) when processed in different anodizing plants, or even in the same plant but in two different etching baths or at different times. This highlights the dominant influence of bath chemistry and process control. Factors such as dissolved aluminium content, temperature, zinc concentration, and additive depletion can significantly modify the etching response.
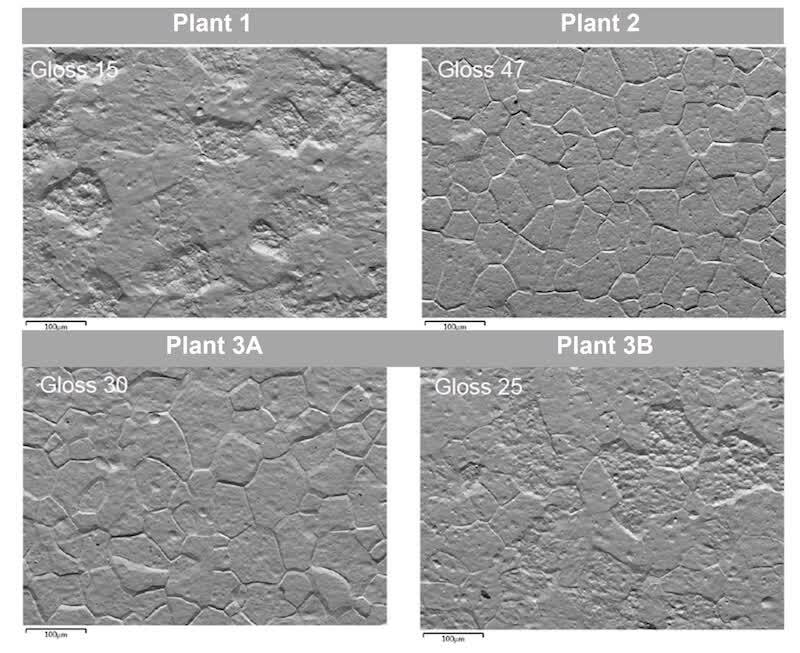
Figure 3. Cross plant variation in etched appearance for the same 6060 alloy. Etched samples processed in different anodizing plants (Zn 0.05 wt%, Cu 0.04 wt%) reveal significant variation in surface appearance, highlighting the dominant influence of etching bath condition and additive control.
Effect of Changing Additive Concentration in the Alkaline Etching Bath
Modern etching baths rely on several families of additives that keep the dissolution process stable and selective (9). Sequestering additives help regulate free aluminium ions, maintaining a controlled etch rate. At the same time, “equalizing” or zinc neutralizing additives remove heavy metal ions from solution, preventing them from redepositing onto the surface where they disrupt the dissolution process. Trials with a chemical supplier clearly demonstrate that etching in baths prepared by dissolving Zn-containing aluminium profiles — without additives — produces strong PGE. Once the additives are introduced, the etched surfaces become noticeably more uniform – see Figure 4. This effect is supported by published results (5) showing that zinc contamination can cause PGE in industrial alkaline etching. Only a few ppm of Zn in an alkaline etching solution can be enough to trigger preferential grain etching, producing the characteristic “spangled” or grainy appearance on anodized profiles. In laboratory trials, increasing free Zn levels in the bath led to a clear development of stepwise grain attack, while surfaces etched in low-Zn solutions remained uniform. Importantly, the authors show that precipitation or removal of free Zn²⁺ ions through additives (e.g., sulphur-based compounds) restores satisfactory, normal etched surfaces.
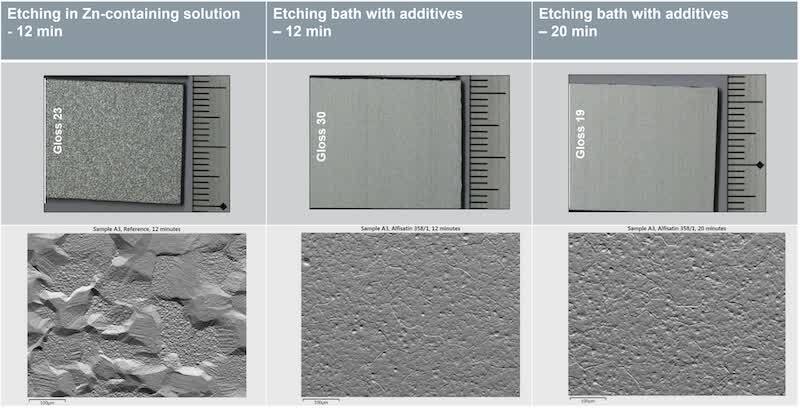
Figure 4. Influence of etch additive concentration on surface appearance. Comparison of etched surfaces produced in a Zn-containing solution without additives and in an additive-containing bath. Example for aluminium alloy 6060 containing 0.05wt% Zn and 0.04 Cu. The same results were also obtained for the alloy with 0.02 wt% Zn and 0.04 wt% Cu.
In parallel, different trials were performed with varied additive levels. An example of the surface appearance of alloy (Zn 0.05 wt%, Cu 0.04 wt%) after etching in the solutions containing different additive concentrations is shown in Figure 5. Etched samples processed in baths with low, medium, and high additive concentrations show the transition from strong preferential grain etching (PGE) → uniform matte etching → over smoothed, polished surface. These results demonstrate that insufficient additive levels promote strong PGE, whereas properly balanced concentrations produce stable matte finishes. Excessive additive levels, on the other hand, may over-smooth the surface and change the intended decorative character. This shows the importance of maintaining additive levels within both lower and upper control limits.
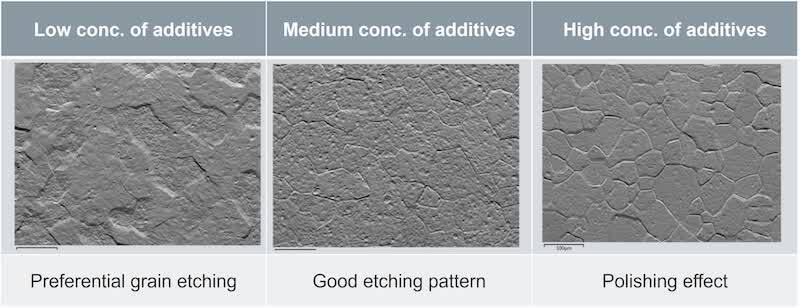
Figure 5. Effect of additive concentration in the alkaline etching bath on surface appearance. Etched samples of a 6060 alloy (0.05 wt% Zn, 0.04 wt% Cu) processed in baths with low, medium, and high additive concentrations.
Color Variation Between Batches
Anodizing produces a semi-transparent film, meaning that the resulting color of anodized material is determined by both the underlying metal and the anodic oxide layer. Color consistency is, therefore, a critical quality parameter for anodized products. Larger differences in chemical composition between batches can lead to visible color variation.
For this reason, further tests were carried out to study this effect in more detail. Since it is well established that color in natural anodized finishes is mainly influenced by Fe content, and to some extent also by Mn, alloys with different levels of these elements were selected for investigation. The samples were anodized to various film thicknesses to evaluate the sensitivity of color consistency to thickness changes – see Figure 6.
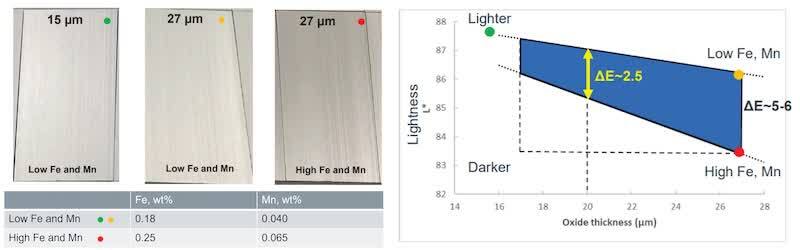
Figure 6. Color variation in anodized 6xxx alloys as a function of Fe/Mn content and oxide film thickness. The figure illustrates how alloys with different Fe and Mn levels exhibit increasing lightness (L*) variation as anodic film thickness increases.
Measured ΔE values, which represent the quantified color difference between samples in the CIE Lab color space, indicate that alloys with higher Fe and Mn contents show significantly larger color differences at thick anodic films (≈20–27 µm). The increase in ΔE is primarily driven by changes in lightness (L*). The results show that for alloys with higher Fe and Mn contents, color differences become more pronounced as the anodic layer thickness increases. At an oxide thickness of around 20 µm, According to commonly accepted perceptibility criteria (ΔE < 1: not perceptible to the human eye; ΔE = 1–2: perceptible only through close observation), the color difference (ΔE ≈ 2.5) between the low Fe/Mn and high Fe/Mn alloys exceeds these thresholds and would be noticeable under normal viewing conditions. At 27 µm, this difference increases substantially to ΔE ≈ 5–6, making the contrast between the two alloy variants clearly visible. These findings highlight that anodic films should not be made unnecessarily thick, as excessive oxide thickness increases color differences and raises the risk of visible batch-to-batch variations.
Process Control Strategies
Successful anodizing of recycled aluminium alloys relies primarily on process adaptation rather than fundamental process change. The key is strict control of the most sensitive parameters in order to maintain consistent surface quality. Important strategies include:
- Enhanced control of etch additive concentration, ensuring that both minimum and maximum limits are strictly respected
- Close collaboration with etch additive suppliers to optimize formulations specifically for recycled alloy compositions
- Reduction of anodic film thickness variation across batches
- Avoidance of excessively large anodic film thickness, particularly for natural anodizing, where color sensitivity is greatest
With these measures, recycled 6060 and 6063 alloys can be anodized with stable quality, reproducible appearance, and attractive decorative finishes.
Conclusions
Recycled aluminium plays an increasingly central role in the aluminium industry. Although higher scrap content can introduce additional challenges for anodizing, most notably preferential grain etching and increased color variation, these effects are both understood and manageable.
These findings demonstrate that the anodizing performance of recycled aluminium alloys depends not only on alloy chemistry, but equally on microstructure, bath condition, and additive control. Preferential grain etching should therefore be regarded not as a limitation for recycled alloys, but as a matter of process optimization and control.
With thoughtful alloy development, tighter control of critical process parameters, and strong collaboration across the value chain, anodizers can successfully adapt existing anodizing routes to recycled materials. In doing so, they not only contribute to the transition toward a circular economy but also unlock significant competitive opportunities in a market increasingly driven by sustainability demands.
Written by Malgorzata Chojak Halseid1, Annica Crispin2, Magnus Gustavsson2, Jonas Evertsson2, and Anders Nordeide1.
1 Hydro Aluminium Metal, R&D, Norway; 2 Hydro Extruded Solutions AB, I&T, Sweden
Acknowledgement: The authors would like to express their sincere gratitude to the chemical suppliers, Alufinish and Metachem, for their valuable support throughout this study. Their expertise, technical guidance, and close collaboration were essential in optimizing etching additive formulations and enabling a deeper understanding of anodizing behavior in recycled aluminium alloys.
References
- Tjøtta S, Rombach G, Dardinier L, Scharf-Bergmann R. Recycling end-of-life scrap into high-quality extrusion ingot. Proceedings of the 12th International Aluminum Extrusion Technology Seminar (ET ’22); 2022.
- Tjøtta S, Søreide J. Calculating carbon footprint of aluminum – dilemmas with recycling. Proceedings of the 13th International Aluminum Extrusion Technology Seminar (ET ’24); 2024
- Wernick, S., Pinner, R., & Sheasby, P. G. (2001). The surface treatment and finishing of aluminium and its alloys (6th ed., Vol. 1). Finishing Publications Ltd.
- Holme, B., Ljones, N., Bakken, A., Lunder, O., Lein, J. E., Vines, L., Hauge, T., Bauger, Ø., Nisancioglu, K. (2010). Preferential grain etching of AlMgSi(Zn) model alloys. Journal of The Electrochemical Society, 157(12), C424–C427. https://doi.org/10.1149/1.3496068
- Bauger, Ø., Bjerkaas, H. (2012). Aspects of preferential grain etching during the alkaline pre-etching step before anodizing of aluminum profiles. Proceedings of the 10th International Aluminum Extrusion Technology Seminar (ET ’12); 2012.
- Lutz, A., Malet, L., Dille, J., de Almeida, L. H., Lapeire, L., Verbeken, K., Godet, S., Terryn, H., De Graeve, I. (2019). Effect of Zn on the grain boundary precipitates and resulting alkaline etching of recycled Al–Mg–Si–Cu alloys. Journal of Alloys and Compounds, 794, 435–442. https://doi.org/10.1016/j.jallcom.2019.04.259
- Bauger Ø, Bjerkaas H, Hauge T, Fjeldbo S, Reiso O, Influence of Trace Elements like Zn, Cu, and Fe and Temperature Conditions on Spangling and Gloss on Anodized Aluminum Profiles, VA20, Proceedings of the 12th International Aluminum Extrusion Technology Seminar (ET ’22); 2022.
- Halseid M.C, Møretrø J.A, Gundersen J.T.B, Nilsson J-O Influence of Trace Elements and Surface Processing on Quality of Anodized and Powder-Coated 6xxx-Series Profiles, Proceedings of the 13th International Aluminum Extrusion Technology Seminar (ET ’24); 2024.
- Strazzi, S.Bellei, Italtecno, Alkaline etching of aluminium and its alloys – A new caustic soda recovery system, AESF SURF/FIN, 2002 Proceedings






























